Municipal Solid Waste Plant: A Municipal Solid Waste (MSW) Plant is a large-scale facility designed to handle, process, and treat household and commercial waste generated in cities and towns. Its main purpose is to reduce the environmental and health impacts of waste by diverting it from open dumping or uncontrolled landfilling and instead converting it into useful products such as energy, recyclable materials, or compost.
Municipal Solid Waste Plant
At the core of an MSW plant is the waste reception and segregation system. When municipal trucks bring in mixed waste, the first step involves weighing and unloading at a controlled reception area. From there, waste is sorted into different streams—organic matter, recyclables like plastics, glass, and metals, and residuals that cannot be reused. Advanced plants use a combination of manual sorting and automated technologies such as conveyor belts, trommel screens, magnetic separators, air classifiers, and optical sorters to achieve efficient material recovery.
The organic fraction of MSW is often sent to composting units or anaerobic digesters. Composting produces a nutrient-rich soil conditioner, while anaerobic digestion generates biogas that can be used for electricity and heat. Recyclables are baled and sold to industries for reprocessing, reducing the need for virgin raw materials. Residual waste that cannot be recycled or composted is usually directed to waste-to-energy (WtE) incineration systems, where it is combusted under controlled conditions to produce steam and electricity. Modern incinerators are equipped with advanced flue gas cleaning systems to minimize emissions and meet strict environmental regulations.
For waste that is not recyclable or suitable for energy recovery, engineered sanitary landfills are used. These landfills incorporate leachate collection systems, gas recovery networks, and impermeable liners to prevent contamination of soil and groundwater. In many integrated MSW plants, landfill gas is captured and utilized as an additional energy source.
Municipal Solid Waste plants play a critical role in achieving a circular economy by maximizing resource recovery and minimizing environmental impact. They also provide a structured and hygienic approach to urban waste management, helping municipalities reduce greenhouse gas emissions, control public health risks, and meet sustainability targets.
The main types of Municipal Solid Waste (MSW) plants can be categorized based on how they handle, process, and recover resources from waste. Each type uses different technologies and strategies depending on the composition of the waste stream, local regulations, and sustainability goals. The main ones include:
- Material Recovery Facilities (MRFs)
These plants focus on separating and recovering recyclable materials such as paper, cardboard, plastics, glass, and metals. They can be “clean” MRFs (handling pre-sorted recyclables) or “dirty” MRFs (processing mixed MSW). Automated sorting equipment is often used, including conveyors, trommel screens, air classifiers, magnetic separators, and optical sorters. - Composting Plants
Designed to process the organic fraction of MSW—mainly food waste, yard trimmings, and biodegradable materials. Through aerobic decomposition, the waste is transformed into compost, which is a soil conditioner used in agriculture, landscaping, or land restoration. - Anaerobic Digestion (Biogas Plants)
These plants treat organic waste under oxygen-free conditions to produce biogas (a mixture of methane and CO₂). The biogas can be used to generate electricity, heat, or upgraded to biomethane for injection into natural gas grids. The remaining digestate can be used as fertilizer. - Waste-to-Energy (WtE) Incineration Plants
Incinerators burn the combustible fraction of MSW at high temperatures to produce steam, which drives turbines to generate electricity and heat. Modern plants include advanced flue gas cleaning systems to control emissions. They significantly reduce waste volume (up to 90%) and provide energy recovery. - Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) Plants
These plants process MSW to extract a fuel-rich fraction (plastics, paper, textiles, wood) which is shredded and prepared into a standardized fuel. RDF or SRF can be used in cement kilns, industrial boilers, or specialized power plants. - Sanitary Landfills with Energy Recovery
While landfilling is the least preferred option, engineered sanitary landfills are still common. They are equipped with liners, leachate collection systems, and landfill gas capture technology. Collected methane can be used for electricity generation or as an industrial fuel. - Integrated MSW Plants
Many modern facilities combine several of the above systems into a single integrated plant. For example, they may include a material recovery facility for recyclables, anaerobic digesters for organics, incinerators for residuals, and landfills for final rejects. This holistic approach maximizes resource recovery and minimizes environmental impact.
Material Recovery Facilities (MRFs)
A Material Recovery Facility (MRF) is one of the most important components of a modern municipal solid waste management system, as it is specifically designed to sort, separate, and prepare recyclable materials for further processing. Unlike disposal-oriented waste facilities, the purpose of an MRF is to maximize the recovery of valuable resources from the mixed waste stream, ensuring that materials such as paper, cardboard, plastics, metals, and glass are diverted from landfills and reintroduced into manufacturing cycles. By doing so, MRFs not only reduce the environmental burden associated with waste disposal but also support the concept of a circular economy by keeping resources in use for as long as possible.
The operation of an MRF begins with the reception of waste. Depending on the type of MRF, this can be either a “clean” stream of recyclables collected separately from households and businesses, or a “dirty” stream of mixed municipal solid waste that requires more extensive sorting. In both cases, trucks unload the waste onto a tipping floor where it is first visually inspected for contaminants or oversized items that could damage the equipment. From here, the material is fed onto conveyor belts that begin the journey through various stages of separation and sorting.
Mechanical equipment plays a central role in the efficiency of MRF operations. Trommel screens are used to separate materials by size, allowing finer organic particles and small debris to be filtered out while larger recyclables continue on. Air classifiers and ballistic separators help distinguish between light materials such as paper or plastic films and heavier items like glass or metal. Magnetic separators extract ferrous metals like steel, while eddy current separators target non-ferrous metals such as aluminum. Optical sorting systems, which use advanced sensors and near-infrared technology, are increasingly common for identifying and separating plastics by resin type or color. Manual sorting stations are also included, where workers remove items that automated systems might miss or misclassify, ensuring higher quality output.
Once the materials have been properly separated, they are cleaned, compacted, and baled into standardized units for transportation. These bales are then sold to recycling industries where they are reprocessed into raw materials for new products. For example, paper and cardboard are pulped and remade into packaging, aluminum cans are melted and reformed, and plastics are shredded, washed, and pelletized for reuse in manufacturing. The value of these secondary raw materials can vary depending on global commodity markets, and so the economics of an MRF are closely linked to recycling demand and pricing trends.
Environmental benefits are a strong justification for the existence of MRFs. By diverting recyclables from landfills, MRFs help reduce methane emissions associated with decomposing waste. They also lower the demand for virgin raw materials, thereby conserving energy and natural resources. For instance, recycling aluminum uses up to 95% less energy than producing it from bauxite ore. Similarly, recycling paper saves water, reduces deforestation, and cuts down on pollution from the pulp and paper industry.
However, MRFs also face challenges. Contamination of the waste stream, such as food-soiled paper, plastic bags, or hazardous materials, can reduce the quality of recyclables and increase processing costs. Public education on proper waste separation is therefore essential to support efficient MRF operations. Additionally, the volatility of global recycling markets means that some materials may be less profitable to process, creating financial pressures on facility operators.
Despite these challenges, MRFs remain indispensable in modern waste management systems. They are evolving to incorporate more automation, artificial intelligence, and robotics to improve sorting precision and reduce labor dependency. Many new-generation facilities are designed as part of integrated waste management plants, combining recycling, composting, energy recovery, and landfill management into a single coordinated system. In this way, Material Recovery Facilities play a key role not only in handling waste more responsibly but also in shaping a more sustainable future where resources are continuously recovered and reused.
A Material Recovery Facility (MRF) is an essential part of any modern municipal solid waste management system, since it provides the infrastructure, technology, and operational framework necessary to transform a mixed and often contaminated waste stream into valuable resources that can re-enter the industrial cycle. Unlike traditional disposal approaches that primarily focus on landfilling or incineration, MRFs are designed with a resource-centric perspective, aiming to maximize the recovery of materials such as paper, cardboard, plastics, metals, and glass. The main goal is to minimize the amount of waste that is finally disposed of, while increasing the proportion of waste that can be recycled or reused. This shift in focus not only reduces the environmental footprint associated with waste management but also fosters a circular economy model where waste is no longer seen as an unwanted burden but rather as a source of secondary raw materials.
The way a material recovery facility operates depends largely on the type of system in place, which can be broadly categorized into clean MRFs and dirty MRFs. A clean MRF processes recyclables that have already been separated at the source by households, businesses, or institutions. This type of system is generally more efficient, since the incoming material has lower contamination levels and can be processed into higher-quality outputs with greater market value. A dirty MRF, on the other hand, receives mixed municipal solid waste, which requires extensive sorting to extract recyclables from organic material, residuals, and contaminants. While this approach is more complex and less efficient, it has the advantage of capturing recyclables even when source separation practices are weak or poorly enforced, thereby ensuring that valuable resources are not lost to landfills or incinerators.
The internal workflow of an MRF is highly mechanized, though manual intervention still plays an important role. Waste is first unloaded onto the tipping floor and then placed on conveyor systems that transport it through various separation stages. Trommel screens rotate and sift the waste, separating finer particles like dirt and small organics from larger items. Air classifiers and ballistic separators further separate materials based on density and shape, distinguishing lightweight materials such as plastic films from heavier components like glass bottles or aluminum cans. Magnetic separators are used to extract ferrous metals such as steel, while eddy current systems target non-ferrous metals like aluminum. Advanced optical sorters have become increasingly important, using near-infrared technology, color recognition, and even artificial intelligence to distinguish between different types of plastics, ensuring that polyethylene terephthalate, polyethylene, polypropylene, and other resins are directed to the correct processing stream. Manual sorting stations are integrated into the line to capture items that automated systems miss, remove contaminants, and ensure that quality standards are met for each category of material.
Once separated, materials are compacted and baled to meet industry standards for transportation and sale. These bales are then shipped to specialized recycling industries where they are reprocessed into new raw materials. For example, paper and cardboard are pulped and remade into packaging products, aluminum cans are melted and reformed into new cans or industrial components, and plastics are washed, shredded, and pelletized for reuse in manufacturing consumer goods. The revenue generated from selling these secondary raw materials is a key economic driver for MRFs, but it is also subject to fluctuations in global recycling markets, which can make the operation of such facilities financially challenging. Nonetheless, by providing a steady supply of recycled materials, MRFs reduce dependence on virgin raw material extraction, lower greenhouse gas emissions, and contribute to resource conservation at a global scale.
Environmental benefits are among the strongest arguments in favor of expanding and improving MRF systems. Recycling aluminum saves up to 95 percent of the energy required to produce it from bauxite ore, while recycling paper helps preserve forests, reduces water usage, and lowers air pollution associated with pulp and paper mills. The diversion of plastics from landfills and incinerators not only reduces waste volume but also prevents plastic pollution in ecosystems and oceans. Moreover, by diverting organic-contaminated materials from disposal, MRFs indirectly reduce methane emissions, since less biodegradable waste ends up decomposing anaerobically in landfills. In this way, material recovery facilities play an important role in climate change mitigation strategies adopted by many municipalities and governments worldwide.
Despite their benefits, MRFs face significant operational and strategic challenges. One of the main issues is contamination of the recycling stream, which reduces the value of sorted materials and increases processing costs. Items such as food-soiled packaging, plastic bags, or hazardous household waste can damage equipment, pose health risks to workers, and lower the quality of recyclables. Public education and outreach programs are therefore essential to improve source separation and reduce contamination. Another challenge lies in the volatility of global recycling markets. For example, changes in international trade policies, such as restrictions on the import of recyclables by certain countries, can disrupt the economics of MRFs, leaving operators with large stockpiles of unsellable material. Addressing these issues often requires public subsidies, long-term contracts with recycling industries, and diversification of end markets for recycled products.
Technological innovation is helping MRFs adapt to these challenges. Robotics and artificial intelligence are increasingly being deployed in sorting lines, where robotic arms equipped with cameras and sensors can identify and pick specific materials with high speed and accuracy. These systems not only improve sorting precision but also reduce dependence on manual labor in environments that can be physically demanding and sometimes hazardous. Data analytics and real-time monitoring systems are also being integrated into MRF operations, allowing managers to track material flows, contamination levels, and equipment performance more effectively. As these technologies mature, the efficiency, profitability, and sustainability of MRFs are expected to improve significantly.
The role of material recovery facilities goes beyond waste processing—they are central to the vision of a sustainable and circular economy. By providing a reliable supply of recycled materials, they enable industries to reduce their reliance on virgin resources, cut down on energy consumption, and lower production costs in the long run. Municipalities that invest in MRF infrastructure are not only improving their waste management systems but also creating green jobs, stimulating local recycling industries, and meeting sustainability goals related to emissions reduction and resource conservation. The future of waste management will likely see MRFs integrated with other advanced facilities such as anaerobic digestion plants, composting units, and waste-to-energy systems, creating fully closed-loop waste management hubs that maximize recovery, minimize disposal, and contribute to cleaner, more resilient urban environments.
The main parts of a Material Recovery Facility (MRF) can be described as the key systems and equipment that enable the sorting, separation, and preparation of recyclables from mixed municipal solid waste or source-separated recycling streams. Each part has a specific role, and together they form a coordinated process that moves waste from reception to high-quality recovered materials.
At the entrance of the facility, the tipping floor and reception area are the first main part. This is where waste trucks unload their contents for initial inspection and handling. Here, oversized or hazardous items are often removed manually to prevent damage to equipment or safety hazards during processing. The design of the tipping floor is crucial to allow for continuous feeding of waste into the system and to handle peak loads efficiently.
Next comes the conveyor system, which forms the backbone of the facility. Conveyors transport materials through each stage of separation and ensure a steady, controlled flow. The layout of conveyors determines the efficiency of the plant, since every machine in the line depends on the correct spacing, speed, and orientation of waste on the belts.
A critical group of components are the screening and separation systems, which sort materials by size, weight, and shape. Trommel screens, which are rotating cylindrical sieves, separate fine particles like dirt, glass shards, and small organics from larger recyclables. Disc screens or star screens are also used to separate flat items such as paper and cardboard from containers like bottles and cans. Air classifiers or ballistic separators further divide materials by density and shape, directing light materials such as paper and plastic films to one stream and heavier items like metals and glass to another.
The metal recovery systems are another key part. Magnetic separators are installed along the conveyor lines to capture ferrous metals like steel cans, while eddy current separators use induced currents to eject non-ferrous metals such as aluminum. These systems recover high-value materials and play a major role in the financial viability of MRFs.
For plastics and other mixed recyclables, optical sorting systems are increasingly vital. Using near-infrared sensors, cameras, and air jets, these machines can identify different types of plastics, cartons, or paper grades and direct them into the correct stream with high precision. This level of separation is necessary to meet the stringent quality requirements of recycling industries and global markets.
Even with advanced technology, manual sorting stations remain a key part of most facilities. Human operators work along conveyor lines to remove contaminants, capture items missed by machines, and ensure that each output stream maintains high purity. Manual sorting is also used to target materials that are difficult for machines to identify, such as flexible packaging, odd-shaped containers, or mixed-material items.
Once separated, materials pass to the compaction and baling systems, which compress recyclables into dense, uniform bales that can be easily stored, transported, and sold. Balers are designed to handle different types of materials, and the resulting bales must meet industry standards for size, weight, and contamination levels.
Finally, every modern MRF includes residue handling systems for materials that cannot be recycled. These non-recoverable wastes are collected and sent to landfills, incineration, or other disposal methods. Efficient residue management is important to maintain cleanliness, reduce fire risks, and keep overall operations running smoothly.
Supporting all of these parts are control and monitoring systems, which oversee the entire process. Modern facilities use computerized systems, sensors, and sometimes AI-based analytics to optimize throughput, track material recovery rates, and detect issues in real time. This ensures maximum efficiency and allows operators to adapt quickly to changing waste compositions.
1. Tipping Floor and Reception Area
This is the first stage of the facility where incoming waste is unloaded from collection trucks. The tipping floor acts as a buffer zone, allowing operators to visually inspect the load for oversized, hazardous, or inappropriate materials that could damage downstream equipment. A well-designed reception area ensures a continuous feed into the processing line and accommodates fluctuations in daily waste volumes.
2. Conveyor System
Conveyors form the backbone of an MRF, linking all the machinery and enabling a steady, controlled flow of materials. They move waste from one stage of separation to another and are often designed with variable speeds to optimize sorting efficiency. The arrangement of conveyors is carefully engineered to minimize blockages and ensure consistent throughput across the facility.
3. Screening and Separation Equipment
MRFs rely heavily on screening systems to sort materials based on size, weight, and shape. Trommel screens separate fine particles such as dirt and broken glass from larger recyclables, while disc or star screens divide flat items like paper and cardboard from three-dimensional containers such as bottles and cans. Ballistic separators and air classifiers further refine this process by separating light materials from heavier ones.
4. Metal Recovery Systems
Metals are among the most valuable materials recovered in an MRF. Magnetic separators are used to extract ferrous metals like steel cans, while eddy current separators recover non-ferrous metals such as aluminum. These systems ensure that metals are diverted from the waste stream and baled for recycling into new industrial products.
5. Optical Sorting Systems
Modern MRFs often include advanced optical sorters, which use near-infrared sensors and cameras to identify different materials by their physical and chemical properties. Once identified, targeted items are separated using high-pressure air jets. Optical sorting is particularly effective for plastics, where it can distinguish between PET, HDPE, and other resins, ensuring high-quality recycling outputs.
6. Manual Sorting Stations
Despite automation, manual sorting remains an important part of most MRFs. Human operators stationed along conveyors remove contaminants, recover misplaced recyclables, and ensure the purity of output streams. Manual sorting is also useful for handling materials that machines cannot easily identify, such as mixed-material packaging or irregularly shaped items.
7. Compaction and Baling Systems
After separation, recovered materials must be prepared for transport and sale. Balers compress recyclables into dense, uniform bales that meet industry standards for weight and size. Baling improves storage efficiency and reduces transportation costs, making it easier to move large volumes of recyclables to reprocessing plants.
8. Residue Handling Systems
Not all materials entering an MRF can be recycled. Residual waste, which may include contaminated or non-recyclable items, is collected and directed to landfills, incinerators, or waste-to-energy plants. Effective residue handling ensures operational safety, reduces the risk of fire, and maintains overall facility cleanliness.
9. Control and Monitoring Systems
Modern facilities rely on digital control rooms, sensors, and real-time monitoring systems to oversee operations. These systems track material flows, contamination levels, equipment performance, and recovery rates. Advanced facilities are increasingly integrating artificial intelligence and robotics, enabling better decision-making and higher efficiency in material recovery.
Tipping Floor and Reception Area
The tipping floor and reception area of a Material Recovery Facility (MRF) represent the first and one of the most critical stages in the entire waste processing operation. This is the entry point where municipal collection trucks arrive, unload their contents, and where the raw waste stream begins its transformation into sorted and recoverable materials. The design and operation of this part of the facility have a significant impact on the efficiency, safety, and cleanliness of the overall process, as everything that happens downstream depends on how well waste is received, inspected, and prepared for feeding into the system.
When a truck enters the facility, it is usually weighed on a scale to register the incoming tonnage of municipal solid waste or recyclables. Accurate weighing is essential for tracking performance, billing municipalities, and recording recovery rates later in the process. After this step, the vehicle is directed to the tipping floor, which is typically a large, reinforced concrete area designed to withstand the constant heavy loads of trucks and loaders. The floor itself must be durable, resistant to wear, and easy to clean, since it will constantly be exposed to large amounts of mixed waste that often contain liquids, fine debris, and contaminants.
Once the truck empties its load onto the floor, operators and facility staff have the opportunity to perform an initial inspection. This inspection is crucial to identify oversized or hazardous materials such as gas cylinders, car batteries, construction debris, or even electronic waste that could damage the processing equipment or create safety risks. Removing such items early helps protect both the machinery and the workers involved in later stages. At this point, bulky waste may also be set aside for specialized processing, while more manageable waste is gathered and directed toward the main feed conveyors.
The design of the tipping floor includes considerations for workflow and safety. Clear traffic management systems must be in place to ensure that collection trucks, loaders, and staff can operate without accidents. Ventilation and dust suppression systems are also important, as waste unloading can generate dust, odors, and emissions that need to be controlled to maintain acceptable working conditions. In enclosed facilities, negative air pressure and air filtration systems may be used to reduce odor leakage and improve air quality. Proper drainage is another critical factor, as liquids present in the waste can accumulate and create hygiene issues if not properly managed.
From the tipping floor, waste is typically pushed by front-end loaders or mechanical grabs onto conveyor belts that transport the material into the next stage of sorting. The efficiency of this feeding process determines whether the facility can maintain a steady flow of material, which is essential for continuous operation of downstream equipment. If the flow is too irregular, the entire system can suffer from bottlenecks or downtime. In some facilities, metering bins or hoppers are used to regulate the feed rate, ensuring that sorting machinery receives a consistent input.
The tipping floor and reception area also serve as the primary point for contamination control. Contamination, such as food waste mixed with recyclables, non-recyclable plastics, or hazardous materials, poses one of the biggest challenges for MRFs. Identifying and removing contaminants at this stage reduces the burden on sorting equipment and improves the quality of the recovered materials. Facilities that handle source-separated recyclables typically face lower contamination levels, while dirty MRFs dealing with mixed municipal waste require more thorough inspection and handling.
Finally, this part of the facility is also where overall efficiency and cost-effectiveness are influenced. A well-managed tipping floor allows for faster turnaround of collection trucks, which reduces waiting times and helps municipalities complete their waste collection routes more efficiently. Moreover, by ensuring proper inspection, contamination removal, and steady feeding of waste, the tipping floor establishes the foundation for successful material recovery in all subsequent stages of the plant. In essence, it is not just a simple unloading area but a highly functional and strategically important component that determines the success of the entire recycling process.
The tipping floor and reception area in a Material Recovery Facility is far more than just a dumping ground for waste; it is the first stage of transformation where the journey of mixed municipal solid waste or pre-sorted recyclables begins. Every truck that arrives at the facility carries the combined efforts of a city’s waste collection system, and the moment it enters the reception area marks the start of an intricate process designed to turn discarded materials into valuable resources. Trucks are weighed before unloading to register the exact tonnage received, a step that is critical not only for operational records but also for performance tracking, billing accuracy, and efficiency monitoring. The floor itself is a massive concrete surface engineered to handle the constant weight and stress of heavy vehicles, loaders, and compactors. It must resist abrasion from sharp debris, corrosion from liquids and chemicals present in the waste stream, and withstand daily cleaning operations. The layout is carefully planned so that vehicles can maneuver efficiently, unload without delay, and exit the area quickly, minimizing congestion and maximizing throughput.
Once waste is deposited on the tipping floor, the inspection process begins. This is the moment where operators and trained staff visually scan the load to identify problematic or hazardous items that could pose risks further along the processing line. Large, bulky, or dangerous objects such as gas cylinders, batteries, concrete blocks, electronic appliances, or tangled wires are immediately removed. Doing this at the reception stage is crucial because it protects delicate sorting equipment downstream from damage, reduces downtime due to breakdowns, and ensures worker safety. In addition, this first round of screening already sets the tone for contamination control, since items that do not belong in the recycling stream, such as food-soiled packaging or medical waste, can compromise the quality of the recovered materials if allowed to pass through the system. The tipping floor is therefore not just an unloading zone but a critical checkpoint where the waste stream is stabilized, pre-sorted, and prepared for controlled feeding into the conveyors.
To maintain efficiency, loaders or grabs move the piles of waste from the reception floor onto conveyor belts that lead into the mechanical separation systems. This transition must be smooth and steady, since the entire facility depends on maintaining a continuous flow of material. Any irregularities in this feed, whether from truck scheduling delays, poor floor management, or uneven loading practices, can create bottlenecks that ripple through the entire operation. To address this, some facilities use hoppers or metering bins that regulate the rate at which waste enters the sorting line, ensuring a balanced and consistent supply for the downstream equipment. This level of control is vital in a system that processes hundreds of tons per day, as it minimizes stress on machines, optimizes throughput, and reduces the risk of stoppages.
Another important consideration in the design and management of the tipping floor and reception area is hygiene and environmental control. Waste arriving at this stage is often a mixture of dry recyclables, organic residues, and liquids, all of which can generate odors, dust, and leachate. Without proper ventilation, drainage, and dust suppression systems, the reception area can quickly become a source of environmental nuisance and health hazards for workers. Enclosed facilities often use negative air pressure systems combined with air filtration to prevent odors from escaping into surrounding neighborhoods, while drainage channels and collection systems manage liquids to prevent contamination of floors and reduce the spread of pathogens. These measures are essential not only to maintain compliance with environmental regulations but also to ensure a safe and acceptable working environment.
The efficiency of the tipping floor also impacts the larger municipal waste management system. Faster unloading and processing of trucks means that waste collection routes can be completed more quickly, reducing costs for municipalities and freeing up vehicles for additional runs. A poorly managed floor, on the other hand, can result in long queues of waiting trucks, wasted fuel, and delays that affect entire neighborhoods. Therefore, the design and operation of this area must balance capacity, safety, and speed. Furthermore, by allowing for proper inspection and early removal of contaminants, the tipping floor enhances the quality of recyclables recovered later, supporting the economic sustainability of the facility by producing higher-grade material for resale to recycling industries.
In a broader sense, the tipping floor and reception area embody the philosophy of efficiency and control that defines a Material Recovery Facility. They represent the interface between the chaotic, unsorted waste generated by society and the highly organized, mechanical, and market-driven processes of material recovery. A well-designed reception system transforms disorder into order, setting the pace for the rest of the facility and determining how effectively resources can be extracted from what was once considered garbage. As waste management practices evolve and facilities adopt more automation, robotics, and artificial intelligence, the tipping floor remains the human-controlled gateway where oversight, adaptability, and experience continue to play a vital role in ensuring that the rest of the process functions smoothly.
The conveyor system in a Material Recovery Facility is often described as the backbone of the entire operation because it serves as the continuous link that carries waste through every stage of processing, from the reception area to the final baling stations. Without an efficient conveyor system, the complex sequence of sorting, screening, separating, and recovering materials would not be possible, as all the machinery in the facility depends on a steady and controlled flow of waste. Conveyors are designed to withstand the harsh conditions of handling mixed municipal solid waste, which can include everything from lightweight plastic films and cardboard to heavy glass bottles, metals, and even unexpected contaminants. Their structure must be robust, resistant to abrasion, and adaptable to variations in load and material type. Most MRFs use a combination of belt conveyors, chain conveyors, and vibrating conveyors, each chosen according to the type of material being transported and the process requirement. The belts themselves are reinforced with layers of rubber, steel, or synthetic fabrics to ensure durability, while the frames and rollers are engineered to minimize downtime and resist the wear that comes from constant use.
The movement of materials through the conveyor system is not random; it is carefully engineered to maintain balance and consistency in flow. If the waste enters the sorting line in irregular bursts or uneven piles, the downstream machines cannot function at their optimal capacity. To solve this problem, facilities often use feeders and metering bins at the start of the conveyor system. These devices regulate the rate at which waste is released from the tipping floor, breaking down large piles into a more even stream that can be handled effectively by trommel screens, separators, and optical sorters. The ability to control the flow of material in this way not only prevents bottlenecks but also protects sensitive sorting equipment from sudden overloads, reducing the risk of mechanical failures. Smooth feeding is particularly important in facilities that process mixed municipal solid waste, where density and composition can vary significantly from one load to another.
As the waste travels along the conveyors, it passes through different separation stages, and the system itself must be adaptable to these transitions. Inclined conveyors lift materials to elevated sorting platforms, while horizontal conveyors provide access for workers at manual sorting stations. Some conveyors are fitted with variable speed drives, allowing operators to slow down or speed up the line depending on the type of material being processed or the level of contamination detected. In advanced MRFs, the conveyor system is integrated with real-time monitoring and control systems, enabling managers to track flow rates, detect blockages, and adjust settings remotely to maximize efficiency. This level of automation ensures that the facility can handle large volumes of waste without frequent interruptions, maintaining the balance between throughput and quality of recovered materials.
The conveyor system also plays a crucial role in worker safety and ergonomics. Manual sorting stations are positioned along specific sections of the conveyors, where operators have access to the waste stream to remove contaminants or recover valuable materials. For this to be effective, the conveyors must be designed at appropriate heights and widths, with guardrails, emergency stop systems, and adequate lighting to create a safe working environment. Noise and dust control are also important considerations, since conveyors generate constant mechanical movement that can contribute to difficult working conditions if not managed properly. By integrating protective features and ensuring ergonomic layouts, the conveyor system becomes not only an efficient material transport network but also a workspace that supports human involvement in the recovery process.
At the later stages of the MRF, conveyors are responsible for delivering separated streams of materials to their designated destinations. Paper and cardboard are sent to balers, metals are directed to storage bins after magnetic or eddy current separation, and plastics are transported to further processing areas where optical sorters refine them by resin type. Even residual waste that cannot be recycled is carried away by conveyors to compactors or transport containers for disposal in landfills or waste-to-energy plants. The flexibility of the conveyor system allows it to handle these multiple material streams simultaneously, coordinating the entire operation and ensuring that each type of material is directed toward the right output channel.
In essence, the conveyor system is not just a passive transport mechanism but an active component of the MRF’s efficiency, productivity, and adaptability. It provides the rhythm that the entire facility follows, ensuring that waste moves at a controlled pace through the different sorting and recovery stages. When designed and managed effectively, it minimizes downtime, enhances worker safety, and enables precise coordination of mechanical and manual sorting efforts. As technology evolves, conveyors are being increasingly equipped with sensors, smart controls, and predictive maintenance systems that allow operators to identify potential issues before they cause disruptions. This continuous improvement makes the conveyor system a vital foundation for the smooth and reliable functioning of modern Material Recovery Facilities, allowing them to meet the growing demands of urban waste management while maximizing resource recovery.
Screening and separation equipment in a Material Recovery Facility is one of the most critical stages in the journey from mixed municipal solid waste to sorted, marketable recyclables, because this is where the waste stream is divided according to size, density, weight, and material properties. The first machines that the material usually encounters are trommel screens or disc screens, which are designed to separate smaller particles such as glass shards, food waste, and dirt from larger items like cardboard, plastics, and metals. A trommel screen consists of a rotating cylindrical drum with perforations that allow smaller materials to fall through while the larger pieces continue to move along. This simple mechanical process provides an essential first cut that prepares the waste stream for further, more specialized separation. Disc screens, on the other hand, use rotating shafts fitted with discs that agitate and spread materials, separating flat items such as cardboard and paper from three-dimensional containers. Both systems reduce the complexity of the waste stream, enabling downstream machines to work more efficiently.
After the size-based separation, air classifiers often come into play, particularly in facilities that deal with high volumes of lightweight plastics and films. These machines use streams of air to blow lighter materials into one path while allowing heavier materials to fall onto another conveyor. This process is invaluable in dealing with plastic bags, foils, and other films that can otherwise tangle and clog sorting lines. By separating these problematic items early, air classifiers ensure smoother operation throughout the system. Similarly, density separators and ballistic separators help distinguish between materials not only by weight but also by shape and rigidity. A ballistic separator, for example, can split the stream into flat fractions such as paper, rolling fractions like bottles and cans, and fine materials that fall through screens. Each of these technologies contributes to breaking down the waste flow into more manageable categories, reducing contamination and improving the purity of the recovered recyclables.
Magnetic separation is another cornerstone of MRF operations. Powerful magnets are strategically positioned along conveyors to remove ferrous metals such as iron and steel from the stream. These metals are easily attracted and separated without requiring manual intervention, making the process both fast and reliable. For non-ferrous metals like aluminum, eddy current separators are employed. These machines use rapidly rotating magnetic fields to induce electric currents in the non-ferrous metals, repelling them from the rest of the waste and directing them into separate collection bins. This combination of magnetic and eddy current separation ensures that all valuable metals are recovered, preventing them from being lost to landfills and allowing them to reenter the manufacturing cycle.
Optical sorters represent one of the most advanced forms of separation technology in modern MRFs. Using cameras, sensors, and high-speed air jets, these machines can identify and eject specific types of plastics, glass, or paper based on color, chemical composition, or reflective properties. For example, an optical sorter can differentiate between PET and HDPE plastics, sending each into separate chutes with remarkable precision. This is particularly important for plastics recycling, as mixing different resin types reduces the quality and usability of the final recycled product. Optical sorters are highly versatile and can be programmed to adapt to changing waste streams, making them indispensable in facilities aiming for high recovery rates and low contamination levels.
Glass processing often requires specialized equipment because broken glass behaves differently from other materials in the waste stream. After being separated by size, glass is further cleaned to remove contaminants such as paper labels, plastic caps, and metals. Vibrating screens and air suction systems are commonly used to refine the glass fraction. The cleaned glass, known as cullet, can then be sent directly to glass manufacturers for reuse in new bottles and containers, closing the recycling loop.
Altogether, screening and separation equipment forms the technological heart of a Material Recovery Facility. Each stage progressively refines the waste stream, reducing contamination and increasing the purity of recyclable outputs. Without this machinery, MRFs would be unable to meet the quality standards required by recycling markets, where buyers demand consistent, clean material. The seamless integration of trommels, air classifiers, ballistic separators, magnetic systems, eddy current machines, and optical sorters ensures that every material type finds its correct pathway, maximizing recovery and minimizing landfill disposal. The efficiency of this equipment directly determines the financial viability and environmental impact of the facility, making it one of the most heavily invested and continuously evolving aspects of modern waste management infrastructure.
Conveyor System
The conveyor system in a Material Recovery Facility functions as the vital circulatory network of the entire operation, transporting materials from one stage of processing to the next and ensuring that the flow of waste remains continuous, controlled, and optimized for sorting efficiency. From the moment materials leave the tipping floor, conveyors carry them through a complex series of screens, separators, and sorting stations, making it possible for every type of recyclable to be extracted from the mixed municipal solid waste stream. These systems are engineered to handle a wide variety of materials, ranging from lightweight plastics and paper to heavier metals and glass, all while withstanding the abrasive, irregular, and sometimes hazardous nature of the waste itself. Conveyor belts are typically reinforced with rubber, steel, or composite materials to ensure durability and longevity, and the supporting frames, rollers, and motors are designed to resist wear, corrosion, and continuous heavy use. Some facilities also incorporate vibrating or slat conveyors to handle specific types of materials that might otherwise stick, jam, or slide off standard belts.
The movement of materials along the conveyor system is carefully controlled to maintain a balanced flow and prevent bottlenecks. Feeders, hoppers, and metering bins are strategically placed at the entrance to regulate the quantity and speed of waste entering the line. This ensures that trommel screens, air classifiers, magnetic separators, and optical sorters all receive a steady stream of material that they can process efficiently. Without this regulated flow, sorting machinery would be subject to uneven loading, potential jams, and decreased throughput, ultimately reducing recovery rates and increasing wear on equipment. Advanced conveyor systems often feature variable speed drives and automated controls, which allow operators to adjust belt speed in real time according to material type, contamination levels, or the capacity of downstream machines, ensuring optimal performance under changing conditions.
Beyond simply transporting waste, conveyors are integral to the ergonomics and safety of the facility. Manual sorting stations are positioned along key points of the conveyor system, where human operators can remove contaminants and recover items that machines might miss. For these stations to be effective, conveyors must be designed at suitable heights and widths, with adequate spacing for workers, emergency stop systems, and protective barriers. Dust suppression systems and noise reduction measures are also important, as conveyors contribute to airborne particles and mechanical noise throughout the facility. Proper design not only protects workers but also ensures consistent productivity, which is critical in high-volume facilities that process hundreds of tons of waste per day.
At later stages, conveyors are responsible for directing sorted materials to their respective endpoints. Paper and cardboard are carried to balers, metals are moved to storage bins after magnetic or eddy current separation, and plastics are delivered to optical sorting or shredding stations. Even residual waste that cannot be recycled is transported via conveyors to compactors or containers for landfilling or waste-to-energy treatment. The flexibility and adaptability of conveyors allow multiple material streams to run simultaneously, coordinated in a way that maximizes recovery and minimizes contamination. Each conveyor must be carefully aligned, monitored, and maintained to ensure that materials reach the correct processing stage without spillage, overlap, or loss.
In modern MRFs, the conveyor system is increasingly integrated with digital control and monitoring technologies. Sensors along the belts track material flow, detect blockages, and measure weight and volume, feeding data into control systems that optimize throughput and maintenance schedules. Predictive maintenance technologies help anticipate wear or mechanical failure before it disrupts operations, reducing downtime and operational costs. Some advanced facilities even incorporate robotic interventions along conveyor lines, allowing machines to automatically remove contaminants or redirect materials with high precision, further enhancing recovery rates and operational efficiency.
Overall, the conveyor system is far more than a simple mechanical transport network; it is the circulatory and operational backbone of the MRF, ensuring that materials flow smoothly, sorting machinery operates efficiently, and recovered recyclables are delivered to the proper endpoints. Its design, capacity, and control directly affect the facility’s throughput, safety, and ability to produce high-quality recycled materials. By combining robust mechanical construction with automation, monitoring, and ergonomics, the conveyor system transforms a chaotic stream of incoming waste into a structured, controllable flow, laying the foundation for the successful separation and recovery of valuable resources.
Metal recovery systems in a Material Recovery Facility are among the most crucial components, as they are responsible for extracting high-value metals from the mixed waste stream, ensuring that both ferrous and non-ferrous metals are recovered efficiently and returned to the manufacturing cycle. Ferrous metals, which include steel and iron, are typically the first to be removed using powerful magnetic separators. These systems generate a magnetic field that attracts and lifts ferrous materials from the conveyor, diverting them into dedicated collection bins. This not only protects downstream equipment from damage—since metal fragments can jam or wear mechanical components—but also guarantees that valuable resources are not lost to landfill. Magnetic separation is highly effective, able to handle large volumes of metal objects such as steel cans, appliances, and metal fragments embedded in other waste, and is usually installed at multiple points along the conveyor line to maximize recovery rates.
Non-ferrous metals, such as aluminum and copper, are recovered using eddy current separators, which operate on a completely different principle. These machines induce a rapidly changing magnetic field, generating electric currents in conductive non-ferrous metals. The interaction of these currents with the magnetic field creates a repulsive force, effectively ejecting metals like aluminum cans, foil, and other non-ferrous components from the waste stream. Eddy current systems are carefully calibrated to separate metals from plastics, glass, and other materials without causing cross-contamination or loss of recyclable items. In combination with magnetic separation, eddy current systems enable a facility to capture nearly all metals from a waste stream, transforming what would otherwise be low-value residuals into marketable raw materials with strong industrial demand.
In addition to the basic separation of metals, metal recovery systems often include pre-processing elements such as shredders, crushers, or balers that reduce the size of large metal objects, making them easier to handle and transport. Shredding also exposes embedded metals in mixed materials, allowing magnetic or eddy current systems to extract metals more effectively. For example, aluminum from composite packaging or metal straps from cardboard can be liberated and captured after pre-shredding. This process enhances recovery efficiency and ensures that materials meet the quality standards required by recycling industries.
Another important aspect of metal recovery systems is their integration with the overall workflow of the MRF. Magnets and eddy current separators are typically positioned after preliminary screening and separation equipment, such as trommel screens, ballistic separators, and air classifiers, so that the waste reaching the metal recovery stage has already been partially sorted by size and density. This sequencing ensures that metals are separated from the correct fractions, reduces contamination, and allows the equipment to operate at maximum capacity. Some advanced facilities even use multiple passes of magnetic and eddy current separation, combined with sensors and automated diverters, to capture metals that might have escaped initial extraction.
Maintenance and operational control are also vital for metal recovery systems. Magnetic separators must be cleaned regularly to remove debris that can reduce their magnetic strength, while eddy current systems require precise calibration and monitoring to maintain consistent separation performance. Operators use real-time data from sensors to adjust belt speeds, magnetic field intensity, and airflow parameters, ensuring that metals are recovered efficiently without loss or contamination. Proper maintenance not only extends the lifespan of these systems but also preserves the economic and environmental benefits associated with metal recycling.
The economic impact of metal recovery in a Material Recovery Facility is significant. Recovered metals are among the most valuable components of the waste stream, with high demand from foundries, smelters, and manufacturing industries. Steel and aluminum, in particular, can be melted and reprocessed into new products with a fraction of the energy required for producing metals from virgin ores. By maximizing metal recovery, MRFs reduce reliance on raw material extraction, lower greenhouse gas emissions, and contribute to the circular economy. At the same time, capturing metals from municipal waste streams prevents them from being lost in landfills, reducing environmental impact and conserving natural resources for future generations.
In essence, metal recovery systems are indispensable in modern waste management. They combine mechanical engineering, magnetic technology, and electronic control to extract valuable materials from a highly complex waste stream. By ensuring efficient, safe, and high-quality separation of ferrous and non-ferrous metals, these systems enhance the overall performance of the Material Recovery Facility, contribute to economic sustainability, and support environmental goals by diverting metals from disposal and returning them to productive use in industrial supply chains.
Optical sorting systems have become a cornerstone of modern Material Recovery Facilities, providing a level of precision and automation that greatly enhances the quality and efficiency of recyclable material recovery. These systems are particularly important for plastics, paper, cartons, and other materials where manual or mechanical separation alone cannot achieve the high purity standards required by recycling industries. Using a combination of high-resolution cameras, near-infrared (NIR) sensors, and sometimes laser or X-ray technology, optical sorters can identify materials based on color, shape, chemical composition, and reflective properties. Once a material is detected, high-speed air jets or mechanical diverters redirect it to the appropriate collection stream. This capability allows facilities to separate different types of plastics, such as PET, HDPE, and polypropylene, with remarkable accuracy, ensuring that each output stream meets stringent market specifications and can be efficiently reprocessed into new products.
The integration of optical sorters into the MRF workflow occurs after initial size and density-based separation stages, such as trommel screening and ballistic or air classification. By this point, materials are partially categorized, which allows optical sorters to focus on refining streams that still contain mixed materials. For example, a conveyor carrying plastics may still include contaminants like labels, caps, or different resin types. Optical sorting systems detect these differences and eject unwanted materials while ensuring that the target resin flows into the correct chute for further processing. This significantly reduces contamination, improves the economic value of the recovered material, and minimizes the downstream processing required in recycling plants.
In addition to plastics, optical sorters are highly effective for separating paper and cardboard from mixed streams. Different grades of paper, including office paper, newspaper, and packaging materials, can be identified by color and texture, and separated accordingly. Some systems are also capable of detecting composite materials, such as Tetra Pak cartons, which contain layers of paper, plastic, and aluminum. By distinguishing these complex materials, optical sorters allow facilities to divert them to specialized processing streams, ensuring maximum resource recovery and reducing the amount of material sent to landfill or incineration.
The effectiveness of optical sorting systems is enhanced through continuous calibration and real-time monitoring. Sensors and cameras generate vast amounts of data on material flow, contamination levels, and sorting performance, which is fed into control systems that adjust air pressure, conveyor speed, or detection algorithms in real time. Some advanced facilities incorporate artificial intelligence and machine learning to improve recognition accuracy over time, adapting to changes in material composition or contamination patterns. This adaptability makes optical sorting a dynamic tool in maintaining high recovery rates, even as municipal waste streams evolve with changing consumption patterns and packaging materials.
Maintenance and operational oversight are essential for sustaining the performance of optical sorters. Cameras and sensors must be cleaned regularly to remove dust, debris, and residue that could interfere with accurate detection. Air jets require precise calibration to ensure materials are ejected accurately without causing cross-contamination, and the conveyor belts feeding the systems must be kept free of jams or blockages that could disrupt flow. Skilled operators monitor performance data, troubleshoot issues, and perform routine maintenance to ensure the system maintains optimal efficiency. Proper upkeep not only preserves the reliability of the equipment but also maximizes the economic and environmental benefits of material recovery.
From an environmental and economic perspective, optical sorting systems are invaluable. They increase the purity of recovered recyclables, allowing materials to be sold at higher market value, and reduce the quantity of contaminated or low-quality output that must be disposed of. By separating plastics by resin type, paper by grade, and composites into specialized streams, these systems facilitate recycling processes that require less energy and produce higher-quality recycled products. For municipalities and MRF operators, this means better revenue streams, reduced landfill dependency, and a smaller carbon footprint, contributing to broader goals of sustainability and resource efficiency.
In essence, optical sorting systems represent a convergence of advanced technology, precision engineering, and operational intelligence within the MRF. They bridge the gap between mechanical sorting and high-quality output, ensuring that materials extracted from the waste stream are clean, correctly categorized, and ready for reprocessing. By integrating optical sorting into the facility’s workflow, operators can achieve higher recovery rates, greater economic efficiency, and superior environmental outcomes, making these systems indispensable in the design and operation of modern Material Recovery Facilities.
Manual sorting stations remain an indispensable part of Material Recovery Facilities, complementing the mechanical and optical sorting systems by providing the human judgment necessary to remove contaminants, recover valuable materials, and ensure that output streams meet strict quality standards. Even with the most advanced automated equipment, there are materials that machines struggle to identify or properly separate, such as flexible packaging, composite materials, irregularly shaped plastics, or items partially covered in labels and adhesives. Human operators positioned along the conveyors at these stations can visually inspect the waste stream and make decisions in real time, picking out contaminants and directing recyclables into the correct chutes or bins. This combination of human oversight and mechanical precision ensures that the quality of recovered materials is maximized and contamination rates are minimized, which is critical for meeting the requirements of downstream recycling industries and global commodity markets.
The design of manual sorting stations focuses on ergonomics, safety, and efficiency. Operators work alongside moving conveyor belts, so the height and width of the belts are carefully calibrated to allow comfortable access to the material without excessive bending or reaching, reducing fatigue over long shifts. Guardrails, emergency stop mechanisms, and protective equipment are standard, ensuring that workers are shielded from accidents, sharp objects, or potential hazards within the waste stream. Adequate lighting and dust control measures are also essential, as visual accuracy is a core requirement for effective manual sorting, and the handling of mixed waste can generate airborne particles that must be mitigated to maintain a safe working environment. Facilities often include rotating teams and structured breaks to maintain focus and reduce the risk of errors or injuries in this physically and visually demanding environment.
In terms of workflow, manual sorting stations are strategically positioned at points in the MRF where human intervention provides the greatest benefit. For example, after optical sorting or ballistic separation, operators can remove contaminants that were misclassified or materials that the machines were unable to properly divert. They may also perform quality checks on specific output streams, such as plastics or paper, removing non-recyclable items or foreign objects that could lower the purity of the bale. In facilities that process “dirty” mixed waste streams, manual sorting is even more critical, as automated systems alone cannot fully separate materials from the high levels of organics, soil, and miscellaneous debris present.
Training and experience are vital for manual sorters, as the ability to quickly identify materials and contaminants requires knowledge of different types of plastics, metals, paper grades, and composite products. Workers learn to recognize which items can be recovered and which should be discarded or sent to residue handling. This knowledge directly affects recovery rates and the economic viability of the facility, as higher purity levels in recovered materials command better market prices and reduce processing costs in downstream recycling operations. Supervisors often monitor performance metrics, adjust staffing levels according to material flow, and ensure that operators adhere to safety protocols, creating a well-managed and efficient sorting environment.
The effectiveness of manual sorting stations also has a direct environmental impact. By removing contaminants and ensuring that each material stream is as clean as possible, human operators help prevent recyclable materials from being downgraded or sent to landfills unnecessarily. This contributes to higher overall recovery rates, reduced waste disposal volumes, and greater conservation of natural resources. Even as automation and optical sorting technologies become more advanced, the human role in final quality assurance remains critical, especially for materials that are difficult to separate or require judgment calls based on subtle visual or tactile cues.
In summary, manual sorting stations integrate human skill, experience, and decision-making into the highly mechanized process of a Material Recovery Facility. They provide a level of adaptability and quality control that machines alone cannot achieve, ensuring that recovered materials meet industry standards and that contamination is minimized. By combining manual oversight with mechanical and optical technologies, MRFs can maximize the recovery of valuable resources, improve economic performance, and contribute meaningfully to sustainable waste management practices, making these stations a cornerstone of the facility’s overall operation and efficiency.
Screening and Separation Equipment
Screening and separation equipment in a Material Recovery Facility plays a pivotal role in transforming a mixed municipal solid waste stream into sorted, recoverable materials by systematically dividing waste based on size, density, shape, and composition. This equipment essentially serves as the first line of mechanical refinement after waste leaves the tipping floor, ensuring that each material type can be effectively processed in subsequent stages. Trommel screens are often the starting point, consisting of rotating cylindrical drums with perforations that allow small particles, such as dirt, broken glass, and food waste, to pass through while larger items continue along the drum to other sorting mechanisms. This initial separation reduces the complexity of the waste stream and prepares it for more advanced mechanical or optical sorting. Disc or star screens are also used to handle flat materials like paper and cardboard, separating them from three-dimensional items such as bottles and cans, thereby reducing the likelihood of jams or blockages downstream and improving the efficiency of recovery systems.
Air classifiers and ballistic separators complement these screens by providing density and shape-based separation. Air classifiers use controlled airflow to divert lightweight materials, such as plastic films and foils, from heavier fractions like metals, glass, and dense plastics. Ballistic separators, meanwhile, categorize materials into flat fractions, rolling fractions, and fines, allowing for more precise downstream handling. This stratification of materials is crucial, especially in facilities that process “dirty” mixed waste streams, as it not only enhances the purity of recovered materials but also reduces wear and tear on more sensitive machinery, such as optical sorters or magnetic separators, by removing contaminants that could interfere with their operation.
Metal recovery, while sometimes considered separately, is often integrated into the screening and separation stage through magnetic and eddy current systems. Magnetic separators remove ferrous metals by attracting steel and iron objects from the waste stream, while eddy current separators employ rapidly changing magnetic fields to repel non-ferrous metals such as aluminum. These processes are highly efficient when materials have been pre-screened by size and density, which ensures that metals are not mixed with organic matter, glass, or plastics that could reduce separation efficiency. Pre-processing steps, such as shredding or crushing, are sometimes employed to expose metals embedded in composite or layered products, maximizing recovery rates and maintaining the economic viability of the facility.
Optical sorting systems represent the most advanced form of separation within the MRF and are often deployed after preliminary screening and density separation. Using near-infrared sensors, cameras, and high-speed air jets, optical sorters can distinguish between different types of plastics, paper grades, or composite materials with remarkable accuracy. For example, PET, HDPE, and polypropylene plastics can be separated into distinct streams, allowing each to be sent to the appropriate recycling process. Similarly, paper streams can be sorted by color, texture, or brightness, while cartons and composite packaging can be directed to specialized processing. These systems are vital for maintaining high purity standards, which directly affect the market value of recovered materials and reduce contamination in downstream recycling operations.
Glass separation and refinement also fall under the screening and separation stage. After initial size-based separation through screens, glass is further processed to remove contaminants like paper labels, plastic caps, and metal fragments. Vibrating screens, air suction systems, and manual interventions are used to ensure that the cullet—cleaned, sorted glass—is suitable for reprocessing into new glass products. This careful separation prevents contamination, improves recycling efficiency, and minimizes the volume of glass sent to landfill.
Maintenance, calibration, and integration of screening and separation equipment are essential to the continuous operation of an MRF. Sensors and monitoring systems track material flow, detect blockages, and measure the effectiveness of separation processes, allowing operators to adjust settings and prevent downtime. Regular cleaning, inspection, and replacement of worn components ensure that efficiency and recovery rates remain high. By combining mechanical screening, density separation, magnetic and eddy current metal recovery, optical sorting, and specialized glass processing, the screening and separation stage forms the technological backbone of the facility. It ensures that materials are systematically categorized, contamination is minimized, and each stream is prepared for the final stages of compaction, baling, and resale to recycling industries, making it one of the most critical stages in modern waste recovery operations.
Compaction and baling systems are a critical stage in a Material Recovery Facility, representing the point where recovered materials are transformed from loose, irregularly shaped streams into dense, uniform, and transportable forms suitable for storage, shipping, and resale to recycling industries. After materials have been separated through mechanical, magnetic, and optical sorting, they are still bulky, uneven, and difficult to handle efficiently. Compaction and baling machines address this issue by compressing these materials into tightly packed bales, which reduces volume, optimizes storage space, and minimizes transportation costs. Balers are typically designed to handle specific material types, such as paper, cardboard, plastics, or metals, with adjustments in pressure, chamber size, and binding mechanisms to ensure that the resulting bales meet industry specifications for density, weight, and size. Properly baled materials are easier to manage, store, and sell, ensuring that the high recovery rates achieved earlier in the process are maintained through to the final market.
The process begins with the feeding of sorted materials into hoppers connected to the baling unit. Conveyors deliver the material evenly, and the machine applies uniform pressure to compress the material into a compact form. For paper and cardboard, this may involve multiple compression cycles to achieve the necessary density, while plastics, which are often more resistant to compaction, may require pre-shredding or multiple passes through the baler to reach optimal size and density. Metals, depending on type and thickness, may be crushed or compacted to reduce volume while retaining structural integrity. Advanced baling systems are often equipped with automatic tying or strapping mechanisms that secure the bales with steel or plastic bands, ensuring they remain intact during storage and transportation.
The efficiency of compaction and baling systems has a direct impact on the operational performance and economic viability of the facility. Dense, uniform bales reduce the number of trips required to transport materials to recycling centers, cutting fuel consumption, labor costs, and carbon emissions. Baling also allows for better space utilization in storage areas, enabling facilities to maintain larger volumes of sorted materials without excessive footprint. Consistent bale quality is essential to meet the specifications of buyers, who often require precise weight, dimension, and contamination standards. By producing reliable, standardized bales, MRFs can command higher market prices for recovered materials, increasing revenue and supporting the financial sustainability of recycling operations.
Compaction and baling systems are also crucial for maintaining facility cleanliness and safety. Loose, scattered materials are prone to spilling, creating slip hazards for workers and potential blockages in conveyor systems. By consolidating materials into bales, the plant reduces the risk of accidents, improves workflow, and facilitates cleaner, more organized storage and handling areas. Some facilities integrate automated stacking systems with balers, enabling bales to be moved directly onto pallets or storage racks, further minimizing manual handling and reducing the risk of injury.
Maintenance and operational oversight are key to sustaining high performance in baling systems. Regular inspection of hydraulic systems, pressure settings, binding mechanisms, and feed hoppers ensures consistent bale density and prevents unplanned downtime. Sensors and automated controls in modern balers allow operators to monitor bale formation in real time, adjust settings for different material types, and detect malfunctions before they cause operational disruptions. This level of control not only protects the machinery but also maintains the quality and marketability of the recovered materials.
From an environmental perspective, compaction and baling systems contribute significantly to sustainable waste management. By enabling the efficient transport of high-quality recovered materials, these systems reduce the environmental footprint of recycling logistics, minimize landfill disposal, and support the circular economy by ensuring that resources such as paper, plastics, and metals are returned to manufacturing cycles. In this way, compaction and baling are not merely operational steps; they are strategic components that bridge the gap between material recovery and market utilization, reinforcing the economic and ecological value of the facility.
In essence, compaction and baling systems consolidate the results of all preceding sorting and separation processes, converting diverse streams of recyclables into organized, transportable units that retain their quality and maximize their economic and environmental value. Their role is vital for operational efficiency, safety, and profitability, ensuring that the full potential of recovered materials is realized from the point of separation through to delivery to recycling industries. These systems exemplify the integration of engineering precision, automation, and strategic facility management within modern Material Recovery Facilities.
Residue handling systems in a Material Recovery Facility represent the final stage of processing, addressing the fraction of waste that cannot be economically or technically recovered through mechanical, optical, or manual sorting. Even the most advanced MRFs are unable to reclaim every component of the incoming municipal solid waste stream, and residual materials—often a mixture of contaminated recyclables, organics, textiles, or non-recyclable plastics—must be safely collected, contained, and directed to appropriate disposal or energy recovery pathways. Proper management of residues is critical not only for operational efficiency but also for environmental compliance, worker safety, and the overall sustainability of the facility. These systems ensure that residual waste does not interfere with sorted material streams, clog processing equipment, or pose hazards to personnel.
Residue handling begins immediately after the final sorting and separation stages, where conveyors and diverters funnel non-recoverable material into designated collection areas. Depending on the facility design, this may involve hoppers, chutes, or automated transfer conveyors that lead to compactors, storage bunkers, or containers prepared for transport. Compactors reduce the volume of residual waste, making storage and handling more efficient and minimizing the space required within the plant. Some facilities also use shredders or grinders to homogenize the residue, facilitating safer handling and, in some cases, preparing the material for waste-to-energy conversion or further mechanical treatment. The goal is to maintain a continuous flow of recovered materials while keeping residues segregated, reducing contamination risk, and ensuring that the MRF can operate without interruption.
Residue handling systems are also designed to address environmental and health considerations. Residual waste streams often contain moisture, organic matter, or hazardous substances, which can create odors, attract pests, or pose a risk of fire. Effective residue management incorporates ventilation, dust suppression, and leachate collection systems to control these risks. In enclosed facilities, negative air pressure and filtration may be used to prevent odors and airborne particles from escaping into the surrounding environment, ensuring regulatory compliance and maintaining safe working conditions. Regular monitoring and cleaning are essential to prevent accumulation, reduce hazards, and maintain continuous operational efficiency.
The routing of residual materials depends on the type and regulatory classification of the waste. Non-recyclable materials are typically sent to landfills, while certain residues may be suitable for incineration with energy recovery, contributing to the facility’s overall energy efficiency. Some innovative MRFs even integrate advanced sorting technologies or secondary processing systems to reclaim additional materials from what would otherwise be considered residue, further reducing landfill dependency and enhancing resource recovery. By carefully managing these residual streams, facilities maximize the overall diversion rate, improve the environmental performance of the operation, and optimize the economic value of the recovered materials.
Operational control and automation play an important role in residue handling. Sensors, weight measurement systems, and automated conveyor controls track the volume and composition of residual waste in real time, enabling operators to adjust compaction, storage, and routing processes as needed. Advanced systems may integrate data analytics to forecast residue accumulation, optimize transport schedules, and identify opportunities for further recovery. This level of monitoring ensures that residues do not bottleneck the facility, that equipment is used efficiently, and that disposal or energy recovery processes are managed in a cost-effective and environmentally responsible manner.
In essence, residue handling systems are an integral component of Material Recovery Facilities, providing the necessary infrastructure to manage the portion of waste that cannot be recovered by conventional sorting methods. They protect equipment and personnel, support compliance with environmental regulations, reduce contamination of valuable material streams, and facilitate the safe and efficient disposal or recovery of remaining waste. While residues are often seen as the least valuable part of the waste stream, effective handling of this fraction is essential for the overall performance, sustainability, and economic viability of modern recycling operations, ensuring that the facility can maximize material recovery while minimizing environmental impact.
Control and monitoring systems are the technological backbone of a Material Recovery Facility, integrating every stage of the process—from tipping floor reception to final residue handling—into a coherent, efficient, and safe operation. These systems allow operators to oversee the facility in real time, ensuring that material flows are consistent, machinery operates within optimal parameters, and any disruptions or inefficiencies are quickly detected and addressed. Modern MRFs rely on an interconnected network of sensors, cameras, flow meters, and data acquisition devices installed across conveyors, screens, separators, balers, and residue handling equipment. The information collected by these devices feeds into centralized control software, which provides a comprehensive view of the facility’s performance, enables automation of critical processes, and supports predictive maintenance strategies that minimize downtime and extend equipment lifespan.
At the tipping floor, control systems track incoming waste streams, measuring truck weights, monitoring unloading rates, and regulating feed to conveyors to maintain a steady flow to downstream equipment. By adjusting conveyor speeds, hopper gate openings, or metering bins automatically, these systems prevent overloading of sorting machinery and ensure that trommel screens, air classifiers, and magnetic separators receive material at an optimal rate. Sensors along conveyors detect jams, blockages, or irregular material distribution, triggering alerts or automated corrective actions to prevent stoppages. This level of control is critical in high-throughput facilities where even brief interruptions can cause bottlenecks that ripple through the entire operation.
In the screening and separation stages, control systems continuously monitor the performance of trommel screens, disc screens, ballistic separators, air classifiers, magnetic and eddy current separators, and optical sorters. Cameras, infrared sensors, and other detection devices provide data on material composition, contamination levels, and flow consistency. Automated systems can adjust air pressure, belt speed, or separation parameters in real time to maintain high recovery rates and ensure that output streams meet required quality standards. For optical sorters, advanced machine learning algorithms can be integrated to improve recognition of plastics, paper, or composite materials over time, adapting to changing waste streams and enhancing the precision of separation.
Control systems also extend to manual sorting stations, where real-time monitoring ensures that operators maintain productivity while adhering to safety protocols. Data from conveyor speeds, material volumes, and sorter performance can be displayed at operator stations, allowing supervisors to make informed decisions about staffing, workflow adjustments, and quality control interventions. Emergency stop systems, interlocks, and alarms are coordinated through centralized control to ensure rapid response in case of unsafe conditions or mechanical faults, protecting both personnel and machinery.
Compaction and baling processes are similarly integrated into control and monitoring networks. Hydraulic pressure, feed rate, bale density, and binding mechanisms are continuously tracked and adjusted to ensure consistent output quality. Sensors detect anomalies in the feed or binding process, while automated data logging allows facility managers to maintain records for performance optimization, regulatory reporting, and maintenance planning. Residue handling systems benefit from the same level of monitoring, with real-time tracking of volume, moisture content, and transport scheduling to ensure that non-recoverable waste is efficiently moved to landfills, waste-to-energy plants, or other disposal routes without interfering with recovery operations.
Beyond operational efficiency, control and monitoring systems enhance the sustainability and economic performance of MRFs. By maintaining consistent material quality, reducing downtime, and optimizing throughput, these systems maximize recovery rates, improve the market value of recyclables, and minimize energy use and operational costs. Data collected from sensors can be analyzed to identify trends, forecast maintenance needs, and improve overall process efficiency. This allows facilities to continuously refine their operations, adapt to changing waste streams, and implement innovations that reduce environmental impact while increasing profitability.
In essence, control and monitoring systems tie together every component of a Material Recovery Facility into a highly coordinated, intelligent, and responsive operation. They enable the facility to function efficiently, safely, and sustainably, turning what begins as chaotic, mixed municipal waste into sorted, high-value materials ready for reuse. By providing real-time insight, automated process control, predictive maintenance capabilities, and operational analytics, these systems ensure that every stage of the MRF—from tipping floor to residue handling—is optimized for maximum recovery, minimum contamination, and sustainable performance in the long term.
Metal Recovery Systems
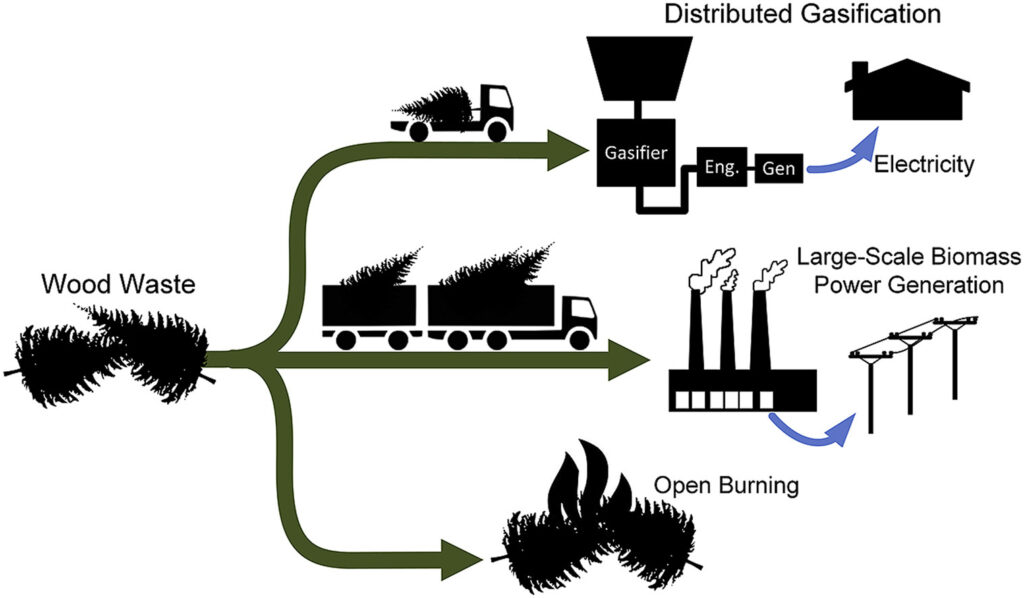
Metal recovery systems in a Material Recovery Facility are essential for capturing both ferrous and non-ferrous metals from the mixed municipal solid waste stream, transforming what would otherwise be lost or discarded into high-value, reusable resources. These systems are typically positioned after preliminary screening and separation stages, such as trommel screens and ballistic or air classifiers, so that metals can be efficiently extracted from partially sorted material streams. Ferrous metals, which include steel and iron, are usually removed first using powerful magnetic separators. These machines generate a strong magnetic field that attracts ferrous objects, lifting them from the conveyor stream and directing them into dedicated collection bins. This early separation not only recovers valuable materials but also protects downstream machinery, such as optical sorters or balers, from damage caused by heavy or sharp metal items. Magnetic separation systems are highly versatile, capable of handling large, heavy objects such as appliances, metal sheets, or structural fragments, as well as smaller items like cans and fasteners, ensuring comprehensive recovery of ferrous materials.
Non-ferrous metals, including aluminum, copper, and brass, are recovered using eddy current separators, which operate on a different physical principle. These machines generate a rapidly changing magnetic field that induces electrical currents in conductive non-ferrous metals, creating a repulsive force that ejects them from the waste stream. This allows non-ferrous metals to be separated from plastics, paper, and other non-metallic materials with high precision. Eddy current separators are often used in combination with pre-processing equipment such as shredders or crushers, which reduce the size of large or composite items, exposing embedded metals and improving recovery rates. This combination of pre-processing and advanced separation technology ensures that virtually all non-ferrous metals are extracted efficiently, increasing the economic and environmental value of the recovered stream.
Some metal recovery systems are further enhanced with sensors and automated sorting devices that can detect specific alloys or types of metals, providing an additional level of quality control. Optical sensors or X-ray fluorescence (XRF) systems, for example, can differentiate between aluminum and other light metals, ensuring that each type of metal is directed to the appropriate storage or processing stream. These advanced detection systems maximize recovery rates, reduce contamination, and improve the marketability of recovered metals, which is particularly important for non-ferrous metals that command higher prices in recycling markets.
Maintenance and operational control are crucial for sustaining high efficiency in metal recovery systems. Magnetic separators must be regularly inspected and cleaned to maintain magnetic strength, while eddy current systems require precise calibration and monitoring to ensure that metals are properly ejected without loss. Sensors, conveyors, and feeding systems must be aligned and maintained to prevent jams, blockages, or inconsistent material flow. Modern facilities often integrate real-time monitoring, allowing operators to track throughput, detect mechanical issues, and adjust settings to optimize performance. Predictive maintenance and data analytics further enhance reliability, reducing downtime and maintaining high recovery efficiency.
From an environmental and economic perspective, metal recovery systems contribute significantly to sustainability. Recovered metals can be reprocessed into new products with substantially lower energy consumption compared to producing metals from virgin ores, reducing greenhouse gas emissions and conserving natural resources. Efficient metal recovery also minimizes the volume of waste sent to landfills, prevents valuable resources from being lost, and supports the circular economy by returning metals into industrial supply chains.
In essence, metal recovery systems are a vital part of any Material Recovery Facility, combining mechanical engineering, electromagnetic separation, pre-processing, and advanced sensing technologies to capture ferrous and non-ferrous metals efficiently and reliably. They bridge the gap between general sorting and market-ready material streams, ensuring that metals are extracted with high purity, operational efficiency is maintained, and both economic and environmental benefits are maximized. These systems form a cornerstone of the facility’s ability to transform municipal waste into valuable resources while minimizing environmental impact and supporting sustainable waste management practices.
Optical sorting systems are among the most advanced components of a Material Recovery Facility, providing precise, automated separation of recyclable materials that are difficult or impossible to distinguish using mechanical or magnetic methods alone. These systems are particularly important for plastics, paper, cartons, and other materials where purity standards are critical to marketability. Using high-resolution cameras, near-infrared (NIR) sensors, and in some cases laser or X-ray detection, optical sorters can identify materials based on color, shape, chemical composition, or reflectivity. Once detected, high-speed air jets, mechanical arms, or diverters redirect the targeted materials into designated collection streams, ensuring that each type of material is accurately separated from contaminants or other fractions. This technology is essential for differentiating between PET, HDPE, polypropylene, and other resin types, as well as sorting paper grades, cardboard, and composite packaging, enabling downstream recyclers to process materials efficiently and maintain high-quality standards.
Integration of optical sorters into the facility workflow typically occurs after initial mechanical screening, ballistic separation, and sometimes magnetic or eddy current metal recovery. At this stage, the waste streams have already been partially categorized by size, density, and material type, allowing optical sorters to focus on refining and purifying the material. For example, a conveyor carrying plastics may still contain misidentified items, labels, or small contaminants that can be ejected with precision. Similarly, paper and cardboard streams benefit from optical sorting that removes residual non-paper materials or separates papers of differing grades and colors. In facilities that handle mixed residential or commercial waste, optical sorting significantly increases recovery rates and improves the purity of output streams, directly impacting the facility’s economic performance and reducing contamination in downstream recycling operations.
The operational efficiency of optical sorting systems relies heavily on advanced sensing technology, automated controls, and real-time monitoring. Sensors track material flow, detect contamination, and provide continuous feedback to the control system, which can adjust conveyor speed, air pressure, and ejection timing automatically. Some modern facilities also employ machine learning algorithms to improve sorting accuracy over time, adapting to new materials, packaging designs, or changing waste streams. This continuous optimization ensures that optical sorting remains effective even as the composition of municipal solid waste evolves, maintaining high recovery rates and quality standards for recyclables.
Maintenance and proper operation are crucial to sustain performance in optical sorting. Cameras and sensors must be cleaned regularly to prevent dust, residue, or material build-up from interfering with detection. Air jets and diverters need precise calibration to eject materials accurately without causing cross-contamination or misdirection. Conveyor belts must maintain a consistent flow of material to ensure that items pass through the detection zone at optimal speed and spacing. Skilled operators monitor performance data, adjust settings for different material types, and intervene when irregularities or equipment issues arise. Preventive maintenance and regular calibration extend the lifespan of the system and ensure consistent output quality.
From an environmental perspective, optical sorting systems are highly valuable. By improving the purity of recovered materials, they reduce the need for secondary processing, increase market value, and minimize the volume of contaminated materials sent to landfill. Efficient optical sorting enables higher recovery rates for plastics, paper, and composites, contributing to a circular economy and reducing reliance on virgin materials. This technology not only supports the economic sustainability of MRFs but also enhances their environmental impact, ensuring that resources are maximally diverted from disposal and returned to productive use.
In essence, optical sorting systems integrate advanced technology, precision engineering, and real-time operational intelligence to transform partially sorted waste streams into high-purity recyclables. They complement mechanical, magnetic, and manual sorting, bridging the gap between raw waste input and market-ready materials. By combining automated detection, adaptive controls, and strategic integration within the facility, optical sorters enable Material Recovery Facilities to achieve higher recovery rates, improved economic performance, and more sustainable waste management outcomes, solidifying their role as a critical component in modern recycling operations.
Manual sorting stations in a Material Recovery Facility are critical for complementing mechanical, magnetic, and optical sorting technologies, providing the human oversight necessary to ensure the purity and quality of recovered materials. While automated systems excel at separating materials based on size, density, and chemical composition, there are always items that require human judgment to identify and extract effectively. Flexible plastics, contaminated paper, composite packaging, or irregularly shaped materials often evade automated detection or are incorrectly classified by machines. At manual sorting stations, operators visually inspect the material as it moves along conveyors, picking out contaminants and directing recyclable items into the correct collection streams. This intervention ensures that output materials meet stringent quality standards demanded by downstream recycling industries, improving marketability and minimizing contamination that could otherwise reduce the value of the recovered materials.
The design of manual sorting stations prioritizes worker safety, efficiency, and ergonomics. Conveyor heights and widths are carefully calibrated to allow operators comfortable access to the material stream without excessive bending or reaching, minimizing fatigue during long shifts. Protective guardrails, emergency stop systems, and personal protective equipment are standard, shielding workers from sharp objects or hazardous materials present in mixed waste. Adequate lighting and dust control measures are also crucial, as visual accuracy is essential for effective sorting, and airborne particles from waste streams can pose health risks. Facilities often implement rotating shifts and scheduled breaks to maintain alertness and accuracy among operators, ensuring consistent sorting quality throughout the day.
Manual sorting stations are strategically integrated within the MRF workflow at points where human intervention offers the greatest benefit. Following preliminary mechanical and optical separation, operators can remove contaminants that machines have missed, such as plastic caps, labels, small non-recyclable items, or materials that were misdirected by automated systems. In high-contamination streams, human sorting is particularly important for salvaging materials that retain market value but require careful extraction. Manual quality control at these stations ensures that baled plastics, paper, metals, and other recovered streams are as clean and consistent as possible, which is essential for meeting buyer specifications and maintaining revenue streams.
Training and experience are crucial for effective manual sorting. Workers learn to recognize different types of plastics, metals, paper grades, and composite materials, distinguishing recoverable items from contaminants that should be discarded or sent to residue streams. Skilled operators can make rapid judgments that machines cannot replicate, and their decisions directly affect overall recovery rates, the purity of output streams, and the facility’s operational efficiency. Supervisors monitor performance metrics, adjust staffing levels according to material flow, and ensure adherence to safety protocols, maintaining both productivity and worker safety.
In addition to improving material quality, manual sorting stations also support environmental sustainability by reducing contamination and preventing recyclables from being diverted to landfills. Effective human intervention ensures that as much material as possible is recovered in high-purity form, which increases the likelihood that it can be reprocessed efficiently and sustainably. Even in facilities with advanced automation and optical sorting, the human role remains indispensable for handling exceptions, performing quality assurance, and providing flexibility to adapt to changes in waste composition.
In essence, manual sorting stations integrate human skill, judgment, and oversight into the highly mechanized operation of an MRF. They enhance the efficiency and effectiveness of automated processes, maintain high-quality output streams, and ensure that recovered materials meet industry standards. By complementing mechanical and optical systems, these stations help maximize recovery rates, reduce contamination, support environmental objectives, and maintain the economic viability of the facility. Human operators, working alongside sophisticated sorting technology, form an essential layer of control and quality assurance in modern waste management operations.
Compaction and baling systems in a Material Recovery Facility serve as the critical link between sorting operations and the storage or shipment of recovered materials, transforming loose, irregular waste streams into dense, uniform, and manageable bales that are easier to handle, transport, and sell to recycling industries. After materials have been separated through mechanical, magnetic, optical, and manual sorting processes, they remain bulky and unwieldy, making storage and transport inefficient. Compaction and baling machines address this challenge by compressing paper, cardboard, plastics, metals, and other recyclable fractions into standardized bales, reducing volume by several times and maximizing space utilization both within the facility and in transport vehicles. Baling also ensures that materials are contained in a stable form, preventing spillage or mixing of streams that could compromise purity or quality.
The process begins with the uniform feeding of sorted materials into hoppers connected to hydraulic or mechanical balers. Conveyors deliver material evenly, and the machine applies consistent pressure to compress it into a dense form. For paper and cardboard, multiple compression cycles may be required to achieve the required density, while plastics—especially films and soft packaging—may need pre-shredding or repeated compaction to form bales that hold together. Metals, depending on type and thickness, are either compacted or crushed to reduce volume while retaining structural integrity. Automated tying systems or strapping mechanisms secure bales with steel or plastic bands, ensuring they remain intact during handling, storage, and transport. High-density bales not only simplify logistics but also command better market prices due to their consistency and reduced contamination risk.
Compaction and baling systems play a major role in operational efficiency and cost reduction. By minimizing the volume of recovered materials, they decrease the number of trips required for transportation, lower fuel consumption, and optimize storage space within the facility. Properly formed bales are easier to stack, move with forklifts or automated systems, and load onto trucks or containers, reducing manual labor and improving workflow. Uniform bale quality is essential for meeting the specifications of recycling buyers, who often require precise weight, dimensions, and contamination standards. This reliability enhances revenue, supports the economic sustainability of the facility, and reinforces relationships with recycling markets.
Maintenance and operational oversight are vital to sustaining performance in compaction and baling systems. Hydraulic components, feed mechanisms, pressure controls, and strapping systems must be regularly inspected and calibrated to ensure consistent bale density and prevent mechanical failures. Sensors and automated monitoring systems track bale formation in real time, allowing operators to adjust pressure, feed rates, or cycle times according to material type and flow. Preventive maintenance and real-time monitoring minimize downtime, extend equipment lifespan, and maintain continuous operation, which is essential in high-throughput facilities processing hundreds of tons of material daily.
From an environmental perspective, compaction and baling systems contribute to sustainability by reducing transport-related emissions and optimizing the logistics of recovered materials. Denser, uniform bales allow more material to be transported in fewer trips, reducing fuel consumption and greenhouse gas emissions. By consolidating and protecting recovered recyclables, baling ensures that high-quality material reaches recycling facilities, where it can be processed efficiently into new products, reducing reliance on virgin resources and supporting circular economy principles.
In essence, compaction and baling systems consolidate the output of all preceding sorting stages, transforming recovered materials into standardized, transportable forms that maintain purity, maximize storage and transport efficiency, and increase market value. Their role is crucial for operational efficiency, economic performance, and environmental sustainability within the MRF. By integrating precise engineering, automated controls, and strategic workflow design, compaction and baling systems ensure that recovered materials move seamlessly from separation to market, solidifying their position as a vital component of modern waste management and recycling operations.
Optical Sorting Systems
Optical sorting systems are a cornerstone of modern Material Recovery Facilities, providing advanced, automated separation of recyclables that cannot be reliably sorted by mechanical or magnetic means alone. These systems are particularly essential for plastics, paper, cardboard, cartons, and composite materials, where purity and quality standards directly affect market value and recyclability. Optical sorters use an array of technologies—including high-resolution cameras, near-infrared (NIR) sensors, and sometimes laser or X-ray detection—to analyze the shape, color, chemical composition, or reflective properties of each item passing along a conveyor. Once identified, the system uses high-speed air jets, mechanical arms, or other diverters to eject the target materials into designated collection streams, ensuring that each fraction is separated accurately and efficiently from contaminants or other non-targeted items. This precision allows for the effective separation of PET, HDPE, polypropylene, and other plastic types, as well as different grades of paper and cardboard, enabling downstream recyclers to process materials without extensive secondary cleaning or sorting.
Integration of optical sorting systems into the MRF workflow typically occurs after primary mechanical separation—such as trommel screens, disc screens, ballistic separators—and after metal recovery using magnets or eddy current separators. By this stage, the waste stream has already been partially sorted by size, density, and material type, allowing optical sorters to focus on refining and purifying specific fractions. For example, a plastic stream may still contain labels, caps, or small contaminants, which can be precisely removed, while paper and cardboard streams benefit from the removal of residual plastics, non-paper items, or cross-contaminants. In facilities processing mixed residential or commercial waste, optical sorting significantly improves material purity, directly enhancing recovery rates and ensuring that output streams meet market specifications for high-quality recyclables.
The operational efficiency of optical sorters relies heavily on real-time monitoring, automated controls, and adaptive algorithms. Sensors track material flow, detect contamination, and provide feedback to control systems that adjust conveyor speed, ejection timing, and air pressure automatically. In advanced facilities, machine learning algorithms enable optical sorters to adapt over time, recognizing new packaging types, colors, or materials that were previously misclassified. This adaptive capability ensures that optical sorting remains effective even as waste stream composition changes with evolving consumer habits or new packaging materials, maintaining consistent output quality and recovery rates.
Maintenance and operational oversight are critical for sustaining performance in optical sorting. Cameras and sensors must be regularly cleaned to remove dust, debris, or residue that could interfere with detection accuracy, while air jets and diverters require precise calibration to avoid misdirecting materials or creating cross-contamination. Conveyor belts must maintain a consistent, even flow of material to ensure that items pass through the detection field optimally. Skilled operators monitor performance data, adjust settings for varying material types, and perform interventions when irregularities arise. Preventive maintenance and real-time monitoring maximize equipment longevity and guarantee that sorted materials maintain their purity, which is essential for economic viability and operational efficiency.
From an environmental and economic perspective, optical sorting systems provide substantial benefits. By improving the purity of recovered materials, these systems reduce contamination, minimize the need for additional processing, and increase the market value of recyclables. Higher recovery rates for plastics, paper, and composite materials translate into more material diverted from landfills, less reliance on virgin resources, and a smaller carbon footprint. Optical sorters thus play a vital role in supporting circular economy principles, ensuring that recovered materials are efficiently returned to industrial supply chains while maintaining sustainability and profitability.
In essence, optical sorting systems combine advanced sensing technology, precision engineering, and automated operational intelligence to transform partially sorted waste into high-quality, market-ready recyclables. They complement mechanical, magnetic, and manual sorting processes by providing the accuracy and adaptability necessary to handle complex materials streams. By integrating seamlessly into the MRF workflow, optical sorters help facilities achieve higher recovery rates, improve material purity, enhance economic returns, and support sustainable waste management practices, making them a critical component of modern recycling operations.
Manual sorting stations in a Material Recovery Facility provide a critical layer of quality assurance that complements mechanical, magnetic, and optical sorting systems, ensuring that recovered materials meet the highest purity standards required by recycling markets. Even with advanced automation, there are always materials that require human judgment to separate correctly, such as contaminated plastics, flexible films, composite packaging, irregularly shaped items, or materials partially obscured by labels and adhesives. At these stations, human operators visually inspect the material stream as it moves along conveyors, removing contaminants and directing recyclables into designated collection chutes. This intervention prevents cross-contamination of sorted streams, improves the market value of recovered materials, and ensures compliance with downstream processing requirements, maintaining the economic and operational efficiency of the facility.
The design of manual sorting stations emphasizes ergonomics, safety, and workflow efficiency. Conveyor heights and widths are optimized to allow operators comfortable access to the material without excessive bending or reaching, reducing fatigue over long shifts. Protective barriers, emergency stop mechanisms, and personal protective equipment shield workers from sharp objects, heavy debris, and potential hazards in mixed waste streams. Adequate lighting and dust control systems are also essential to maintain visibility and safeguard worker health, as manual sorting requires sustained visual attention to identify materials accurately. Many facilities implement rotating teams and scheduled breaks to ensure operators remain alert, minimizing errors and maintaining consistent sorting quality throughout the day.
Manual sorting stations are strategically positioned within the MRF to maximize their impact. Following initial mechanical and optical separation, these stations target fractions where automated systems may underperform, such as removing misclassified plastics, residual metals, or non-recyclable contaminants from paper and cardboard streams. In highly mixed or “dirty” waste streams, manual intervention is crucial for salvaging valuable recyclables that would otherwise be lost. Operators also perform final quality checks on material streams before they enter baling or compaction systems, ensuring that output bales meet buyer specifications for purity, weight, and consistency, which directly affects the facility’s revenue and reputation in recycling markets.
Training and experience are vital for operators at manual sorting stations. Workers must learn to identify different types of plastics, metals, paper grades, and composite materials quickly and accurately, distinguishing recyclable items from contaminants. Supervisors monitor performance metrics, adjust staffing according to material flow, and ensure adherence to safety protocols, creating a well-managed and efficient sorting environment. Skilled human operators provide adaptability that automated systems alone cannot offer, allowing facilities to adjust to changes in waste stream composition, new packaging materials, or unforeseen contamination issues, ensuring that recovery rates remain high even under variable conditions.
Beyond operational efficiency, manual sorting contributes significantly to environmental sustainability. By removing contaminants and ensuring that each material stream is clean, operators prevent recyclables from being downgraded or sent to landfills, increasing the overall recovery rate of the facility. Effective manual sorting also reduces processing requirements for downstream recyclers, saving energy and minimizing waste handling costs. Even as automation and optical sorting technologies become more sophisticated, human judgment remains indispensable for handling exceptions, performing quality assurance, and maintaining high standards across all material streams.
In essence, manual sorting stations integrate human expertise, judgment, and adaptability into the highly mechanized environment of a Material Recovery Facility. They enhance the effectiveness of automated sorting systems, ensure that recovered materials meet strict quality standards, and maintain operational, economic, and environmental performance. By providing this essential layer of oversight, manual sorting stations help maximize the recovery of valuable materials, minimize contamination, and support the long-term sustainability and profitability of modern recycling operations.
Compaction and baling systems in a Material Recovery Facility serve as the critical stage where recovered materials are transformed from loose, bulky streams into dense, uniform, and transportable units that are easier to handle, store, and ship to recycling markets. After materials have passed through mechanical, optical, and manual sorting processes, they remain irregular in shape and volume, which makes handling inefficient and storage space-intensive. Compaction and baling machines address this by compressing paper, cardboard, plastics, and metals into standardized bales, reducing volume significantly, improving logistics, and ensuring that materials are protected from contamination during storage or transport. Properly formed bales also facilitate automated stacking, palletizing, and loading onto trucks, reducing manual labor requirements and improving operational efficiency across the facility.
The process begins with the consistent feeding of sorted materials into hoppers connected to hydraulic or mechanical balers. Conveyors deliver material at a steady rate to ensure uniform compression. For paper and cardboard, multiple compression cycles may be applied to achieve the desired density, while flexible plastics, such as films and packaging, may require pre-shredding or repeated compaction to form cohesive bales. Metals, depending on type and thickness, are either compacted or crushed to reduce volume without compromising structural integrity. Automated tying or strapping mechanisms secure the bales with steel or plastic bands, ensuring stability during handling, storage, and transport. The end result is a highly uniform, dense product that meets industry specifications for weight, dimensions, and material purity, which is essential for market acceptance and economic viability.
Operational efficiency and cost-effectiveness are strongly influenced by the performance of compaction and baling systems. Dense bales maximize storage capacity, reduce the number of trips required to transport materials, lower fuel consumption, and streamline workflow within the facility. High-quality bales improve the market value of recyclables by ensuring that materials meet buyer specifications consistently, minimizing the risk of rejection due to contamination or irregularity. Facilities can also implement automated bale stacking and handling systems, allowing for rapid, safe, and organized storage, which further reduces labor requirements and supports high-throughput operations.
Maintenance and monitoring are critical for sustaining the performance of baling systems. Hydraulic systems, feed mechanisms, pressure controls, and binding equipment must be inspected and calibrated regularly to ensure consistent bale quality and prevent equipment failures. Modern balers are often equipped with sensors and automated monitoring systems that track bale formation in real time, alerting operators to anomalies and allowing immediate adjustments for different material types. Preventive maintenance and continuous oversight reduce downtime, extend equipment lifespan, and ensure that bales consistently meet operational and market requirements.
From an environmental standpoint, compaction and baling systems contribute significantly to sustainability by reducing the volume of materials transported, optimizing logistics, and minimizing the carbon footprint associated with hauling recovered materials to processing facilities. Denser, well-formed bales facilitate efficient recycling and reduce the amount of material that could otherwise be lost to contamination or mishandling. By consolidating and protecting recovered materials, baling ensures that the outputs of the MRF are ready for immediate processing, promoting circular economy principles and reducing the need for virgin materials.
In essence, compaction and baling systems consolidate the outputs of mechanical, optical, and manual sorting processes into uniform, high-density bales that maximize storage, transportation efficiency, and market value. They play a vital role in maintaining operational efficiency, protecting material quality, and supporting economic and environmental sustainability within the facility. By transforming loose, irregular waste streams into stable, standardized bales, these systems bridge the gap between recovery and market-ready materials, ensuring that Material Recovery Facilities operate effectively, sustainably, and profitably.
Residue handling systems in a Material Recovery Facility represent the final stage of processing, managing the fraction of waste that cannot be economically or technically recovered through mechanical, optical, or manual sorting. Despite the sophistication of modern MRFs, residual waste—comprising contaminated recyclables, organics, textiles, non-recyclable plastics, and miscellaneous debris—remains unavoidable. Effective residue management is essential for operational efficiency, environmental compliance, and worker safety, ensuring that non-recoverable materials are safely collected, contained, and directed to appropriate disposal or energy recovery pathways without interfering with the flow of recovered materials. These systems prevent residues from accumulating in the facility, reduce the risk of equipment blockages, and minimize hazards associated with handling mixed waste.
Residue handling begins immediately after the final sorting stages, with conveyors and chutes directing non-recoverable material into designated collection areas such as hoppers, bunkers, or compactors. Residual waste is often compressed to reduce volume, improving storage efficiency and facilitating transport to landfills, incineration, or waste-to-energy plants. In some facilities, shredders or grinders are used to homogenize the residue, enhancing safety, preventing odors, and preparing the material for further processing where applicable. By consolidating residues in a controlled and systematic manner, MRFs maintain smooth operations and prevent contamination of valuable, sorted material streams.
Residue handling systems also address environmental and health concerns associated with residual waste. Moisture, organics, and hazardous substances within residues can create odors, attract pests, and increase fire risks. Facilities incorporate dust suppression, ventilation, and leachate collection systems to mitigate these hazards. Enclosed storage areas, negative air pressure systems, and filtration ensure that airborne particles and odors are controlled, protecting worker health and minimizing environmental impact. Real-time monitoring and regular cleaning prevent accumulation, maintain operational efficiency, and reduce safety risks, ensuring that residue management does not compromise the facility’s overall performance.
The routing of residual waste depends on its composition and regulatory classification. Non-recyclable materials are typically sent to sanitary landfills, while some residues may be suitable for energy recovery through incineration. Certain facilities implement secondary recovery processes or advanced sorting to reclaim additional materials from the residue stream, further minimizing landfill volumes and increasing overall recovery rates. Automated monitoring systems track residue volumes, flow rates, and composition in real time, allowing operators to optimize transport schedules, manage storage capacity, and identify potential improvements in material recovery. This level of oversight ensures that residues do not become operational bottlenecks and that disposal or energy recovery processes are handled efficiently and cost-effectively.
From an environmental perspective, effective residue handling supports sustainability by minimizing the amount of waste sent to landfills, reducing greenhouse gas emissions, and enabling maximum recovery of valuable materials. By keeping residual waste segregated and controlled, MRFs can focus on maintaining high purity in recovered streams, enhancing the economic value of recyclables, and contributing to a circular economy. Even though residues are inherently less valuable than recovered materials, proper handling ensures that they are disposed of or treated responsibly, preserving environmental integrity and facility safety.
In essence, residue handling systems are indispensable to the operation of a Material Recovery Facility, providing the infrastructure and processes needed to manage non-recoverable waste safely and efficiently. They prevent contamination of valuable material streams, protect personnel and equipment, support regulatory compliance, and facilitate environmentally responsible disposal or energy recovery. By integrating automated collection, compaction, and monitoring systems, MRFs can maintain continuous operation, optimize recovery rates, and ensure that even the residual fraction of waste is handled in a controlled, efficient, and sustainable manner, completing the facility’s mission of transforming mixed municipal waste into reusable resources.
Manual Sorting Stations
Manual sorting stations in a Material Recovery Facility are essential for ensuring the quality and purity of recovered materials, serving as a critical complement to mechanical, magnetic, and optical sorting technologies. While automated systems efficiently separate waste based on size, density, magnetic properties, and chemical composition, there are always materials that require human judgment to identify and extract correctly. These include contaminated plastics, composite packaging, flexible films, irregularly shaped items, and materials partially obscured by labels, adhesives, or mixed debris. At manual sorting stations, operators visually inspect the waste stream as it moves along conveyors, removing contaminants and directing recyclable items into the correct collection streams. This human intervention ensures that recovered materials meet stringent quality standards, improves marketability, and prevents cross-contamination that could reduce the value or recyclability of the material.
The design of manual sorting stations emphasizes ergonomics, safety, and efficiency. Conveyor heights and widths are carefully calibrated to allow operators comfortable access to the material, minimizing bending or reaching that could lead to fatigue over long shifts. Protective barriers, emergency stop systems, and personal protective equipment shield workers from sharp objects, heavy debris, and potential hazards in mixed waste streams. Adequate lighting and dust control measures are also critical, as visual accuracy is essential for effective sorting, and airborne particles can pose health risks. Many facilities rotate staff or implement scheduled breaks to ensure that operators remain alert, maintaining consistent sorting quality throughout the workday.
Manual sorting stations are strategically positioned within the facility workflow to maximize effectiveness. They are typically located after initial mechanical and optical separation, where human intervention can target fractions that automated systems may misclassify or fail to detect. For instance, small plastic pieces, residual metals, or non-recyclable contaminants in paper and cardboard streams are removed by hand to maintain purity. In high-contamination streams, manual sorting is crucial for salvaging valuable materials that would otherwise be lost. Operators also perform final quality control on streams before they enter balers or compaction systems, ensuring that the resulting bales meet industry specifications for weight, density, and contamination levels.
Training and experience are critical for effective manual sorting. Operators must quickly and accurately distinguish different types of plastics, metals, paper grades, and composite materials from non-recyclable waste. Supervisors monitor performance, adjust staffing according to material flow, and ensure adherence to safety protocols, maintaining both productivity and worker safety. Skilled human operators provide adaptability that machines cannot, enabling the facility to adjust to new packaging types, variable waste streams, or unexpected contamination issues. This adaptability ensures high recovery rates and preserves the economic and operational efficiency of the facility.
From an environmental perspective, manual sorting stations significantly contribute to sustainability by preventing contamination, maximizing recovery, and ensuring that high-quality materials reach recycling processors. By removing non-recyclable or contaminating items, operators increase the overall diversion rate from landfills and reduce the need for additional downstream processing. Even in highly automated facilities, human judgment remains indispensable for handling exceptions, performing quality assurance, and maintaining operational flexibility.
In essence, manual sorting stations integrate human expertise, judgment, and oversight into the otherwise mechanized processes of a Material Recovery Facility. They enhance the accuracy and efficiency of automated systems, maintain material quality, reduce contamination, and support both economic and environmental objectives. By ensuring that recovered materials are clean, properly categorized, and market-ready, manual sorting stations help maximize the value and sustainability of modern recycling operations, making human operators an indispensable component of the MRF workflow.
Compaction and baling systems in a Material Recovery Facility represent a vital stage where recovered materials are transformed from loose, irregular, and bulky waste streams into dense, uniform, and transportable units suitable for storage, shipping, and eventual processing by recycling industries. After passing through mechanical, magnetic, optical, and manual sorting, materials such as paper, cardboard, plastics, and metals remain awkward to handle due to their irregular size and shape. Compaction and baling machines solve this by compressing these materials into standardized bales, significantly reducing volume, improving storage efficiency, and enabling easier handling. The densification of materials also prevents spillage, protects against contamination, and ensures that recovered streams maintain a consistent quality, which is essential for downstream buyers and recycling operations that require precise specifications for weight, density, and material purity.
The operational process begins with the uniform feeding of sorted materials into hoppers connected to hydraulic or mechanical balers, which apply controlled pressure to form compact, dense bales. Paper and cardboard may undergo multiple compression cycles to reach the desired density, while plastics, particularly flexible films or lightweight packaging, may require pre-shredding or repeated compression to ensure stability. Metals, depending on thickness and type, can be compacted or crushed, reducing their volume while retaining structural integrity. Once the desired density is achieved, automated tying systems or strapping mechanisms secure the bales with steel or plastic bands, ensuring that they remain intact during handling, storage, and transport. High-quality bales improve not only operational logistics but also the marketability of recovered materials, as buyers demand consistent and contamination-free products.
The impact of compaction and baling systems on operational efficiency and cost-effectiveness is substantial. Dense, uniform bales maximize storage space within the facility and reduce the number of trips required to transport materials to recycling centers, lowering fuel consumption, labor costs, and logistical complexity. Automated stacking and palletizing systems often work in tandem with balers, enabling seamless movement of bales from the production line to storage areas or transportation vehicles. By standardizing bale size and density, these systems also ensure that materials meet buyer specifications consistently, improving revenue streams and the economic viability of the facility.
Maintenance and operational oversight are critical to maintaining performance in compaction and baling systems. Hydraulic components, feed mechanisms, pressure controls, and binding equipment require regular inspection and calibration to prevent mechanical failures and ensure consistent bale quality. Modern balers are equipped with sensors and monitoring systems that track bale formation in real time, providing operators with feedback and alerts for any anomalies. This allows for immediate adjustments to feed rate, pressure, or compression cycles based on material type and flow, minimizing downtime and prolonging equipment lifespan. Preventive maintenance and careful monitoring ensure that operations run smoothly even in high-throughput facilities processing hundreds of tons of material daily.
From an environmental perspective, compaction and baling systems contribute significantly to sustainability. By reducing the volume of materials transported and optimizing storage, they lower the carbon footprint associated with logistics. Properly compacted and baled recyclables also minimize material loss or contamination, ensuring that high-quality streams reach recycling processors for further use. This promotes circular economy principles, reduces dependence on virgin materials, and maximizes the resource recovery potential of the facility. Compaction and baling therefore serve as both operational and environmental enablers, bridging the gap between material recovery and market-ready products.
In essence, compaction and baling systems consolidate the outputs of sorting and recovery processes into standardized, high-density bales that maximize efficiency, storage, transportation, and market value. They safeguard material quality, streamline facility operations, reduce logistical costs, and support both economic and environmental sustainability. By transforming irregular, bulky recyclables into uniform, manageable units, these systems ensure that Material Recovery Facilities operate efficiently, profitably, and sustainably, completing the chain from mixed municipal waste to high-quality recovered materials ready for reprocessing.
Residue handling systems in a Material Recovery Facility are a critical component for managing the portion of municipal solid waste that cannot be recovered through mechanical, optical, or manual sorting processes. Despite sophisticated sorting technologies, residual materials—often a mixture of contaminated recyclables, non-recyclable plastics, textiles, organics, and miscellaneous debris—remain unavoidable and must be handled in a controlled and efficient manner. Residue handling ensures that non-recoverable waste does not interfere with the operation of sorting equipment, cause contamination of valuable material streams, or pose risks to workers. By providing structured collection, containment, and transfer mechanisms, these systems maintain operational continuity, protect personnel, and support environmental compliance.
Residue handling begins immediately after the final sorting stages, where conveyors, chutes, and diverters channel non-recoverable material into designated collection zones such as hoppers, bunkers, or compactors. Many facilities employ shredders or grinders to homogenize the residual waste, reducing its volume and making it easier to transport or process further. Compactors play a key role in minimizing storage space requirements and ensuring that residue can be safely held before transport to landfills, waste-to-energy plants, or other disposal facilities. Proper residue management prevents material from accumulating in operational areas, reduces the risk of fire or odors, and keeps the facility organized and efficient.
Residue handling systems also address environmental and health concerns associated with non-recoverable waste. Moisture, organic content, and potentially hazardous materials can create odors, attract pests, or pose fire hazards. To mitigate these risks, facilities often incorporate dust suppression, ventilation, and leachate collection systems. Enclosed storage areas equipped with negative air pressure and filtration prevent airborne particles and odors from escaping into surrounding environments, protecting both workers and the community. Continuous monitoring ensures that residue levels are maintained within safe operational limits and that any anomalies are addressed promptly to prevent bottlenecks or unsafe conditions.
The routing of residual materials depends on composition, regulatory requirements, and facility design. Non-recyclable fractions are generally sent to landfills, while other residues may be suitable for energy recovery through controlled incineration or waste-to-energy conversion. Some facilities incorporate secondary recovery technologies or additional sorting steps to reclaim materials that were not captured in primary sorting, further reducing landfill dependency and enhancing overall recovery rates. Automation and monitoring of residue handling systems allow operators to track volume, flow, and composition in real time, optimizing transport schedules and storage management while minimizing operational disruption.
From an environmental standpoint, effective residue handling supports sustainability by reducing landfill volumes, preventing contamination of recovered materials, and enabling safe and controlled disposal or energy recovery. Properly managed residues ensure that the facility maintains high recovery rates, keeps recovered streams clean, and maximizes the economic and environmental value of all materials processed. Even though residues represent the least valuable fraction of the waste stream, their proper handling is essential for safe, efficient, and compliant operation of a modern MRF.
In essence, residue handling systems integrate collection, compaction, containment, and monitoring processes to manage non-recoverable waste efficiently, safely, and sustainably. They prevent operational disruptions, protect personnel, maintain environmental compliance, and enable smooth flow of recovered materials through the facility. By controlling and processing the residual fraction, these systems complete the Material Recovery Facility workflow, ensuring that mixed municipal waste is effectively transformed into high-purity recyclables while minimizing environmental impact and maximizing operational efficiency.
Control and monitoring systems form the nervous system of a Material Recovery Facility, integrating every stage of operation into a cohesive, intelligent, and highly responsive workflow that ensures efficiency, safety, and consistent material recovery. These systems oversee the entire process, from tipping floor reception through conveyor transport, screening, separation, manual sorting, compaction, and residue handling, providing operators with real-time data on equipment performance, material flow, and operational conditions. Sensors, cameras, flow meters, and data acquisition devices are deployed throughout the facility to continuously monitor throughput, detect jams, track material composition, and ensure that each piece of machinery operates within optimal parameters. This level of oversight enables automated adjustments, predictive maintenance, and immediate intervention in case of anomalies, minimizing downtime, reducing operational risks, and maintaining high recovery rates.
At the tipping floor, control systems track incoming waste streams, measuring truck weights, monitoring unloading rates, and regulating feed to conveyors to prevent overloading downstream equipment. Intelligent systems can automatically adjust hopper gate openings, conveyor speeds, and metering bins to ensure a consistent flow of material to screening and separation equipment. Sensors along conveyors detect blockages, irregular distribution, or material buildup, triggering alerts or automated corrective actions that prevent stoppages and maintain smooth operations. By coordinating these initial stages, control systems ensure that the entire facility operates at maximum efficiency and that subsequent sorting processes receive material at the proper rate and consistency.
In the sorting and separation stages, control systems continuously monitor trommel screens, ballistic separators, air classifiers, magnetic and eddy current separators, and optical sorters. Data from cameras, infrared sensors, and other detection devices provide insight into material composition, contamination levels, and throughput rates. Automated adjustments, such as modifying air pressure, conveyor speed, or separation settings, optimize the recovery of plastics, metals, and paper while maintaining quality standards. Advanced optical sorters may employ machine learning algorithms integrated with the control system, allowing the facility to adapt to changing waste streams, recognize new packaging types, and improve sorting accuracy over time.
Manual sorting stations also benefit from centralized control and monitoring. Real-time performance metrics, material flow data, and workstation alerts ensure that operators maintain productivity, adhere to safety protocols, and intervene efficiently when anomalies occur. Control systems coordinate emergency stop mechanisms, interlocks, and alarm systems, providing a rapid response to unsafe conditions or mechanical faults, protecting personnel and equipment alike. In compaction and baling systems, hydraulic pressures, feed rates, and bale density are continuously tracked, with automated adjustments to maintain consistent output quality. Similarly, residue handling systems are monitored to track volumes, moisture content, and transfer schedules, ensuring that non-recoverable waste is moved efficiently without disrupting recovery operations.
Beyond operational efficiency, control and monitoring systems enhance sustainability and economic performance. Data collected across the facility can be analyzed to identify trends, forecast maintenance needs, optimize workflow, and improve throughput. By maintaining consistent material quality, reducing contamination, and maximizing recovery, these systems improve the market value of recyclables while minimizing energy use and operational costs. Facilities can use this information to refine processes, implement preventive measures, and adapt to new waste compositions, supporting continuous improvement and long-term sustainability.
In essence, control and monitoring systems unify all components of a Material Recovery Facility into an intelligent, adaptive, and responsive operation. They ensure that waste flows smoothly through tipping, sorting, recovery, baling, and residue handling stages, maintaining high efficiency, safety, and material quality. By integrating real-time monitoring, automated process control, predictive maintenance, and operational analytics, these systems enable facilities to maximize recovery rates, maintain economic viability, and achieve environmental sustainability, forming the backbone of modern waste management operations.
Compaction and Baling Systems
Compaction and baling systems in a Material Recovery Facility are essential for transforming recovered materials from loose, irregular, and bulky streams into dense, uniform, and manageable units suitable for storage, transport, and sale to recycling industries. After undergoing mechanical, magnetic, optical, and manual sorting, materials such as paper, cardboard, plastics, and metals remain unwieldy and occupy excessive space, making handling and logistics inefficient. Compaction and baling machines solve this problem by compressing these materials into standardized bales, significantly reducing volume, preventing spillage, and maintaining the purity and integrity of each material stream. Dense, uniform bales facilitate easier handling, stacking, and transport, while also ensuring compliance with buyer specifications for weight, dimensions, and contamination levels, which directly affects the economic value of the recovered materials.
The process of compaction and baling begins with a steady, controlled feed of sorted materials into hoppers connected to hydraulic or mechanical balers. Conveyors ensure that material enters evenly, preventing irregularities in bale density. Paper and cardboard may undergo multiple compression cycles to achieve the required density, while flexible plastics, films, or lightweight packaging often require pre-shredding or repeated compression to form stable, cohesive bales. Metals, depending on their thickness and type, may be compacted or crushed to reduce volume while retaining structural integrity. Once the material is compressed, automated tying or strapping systems secure the bales with steel or plastic bands, ensuring they remain intact during handling, storage, and transport. High-quality bales improve not only operational efficiency but also the marketability of the recovered materials, enabling reliable sales to recycling processors.
Compaction and baling systems have a direct impact on operational efficiency and cost-effectiveness. By significantly reducing the volume of materials, they allow facilities to maximize storage space, minimize the number of transport trips required, and reduce labor and fuel costs. Automated bale stacking and handling systems work in tandem with balers to further streamline operations, ensuring safe and organized storage within the facility. Standardized bale dimensions and densities also improve consistency and reliability for buyers, increasing revenue potential while minimizing the risk of rejection due to contamination or irregularity.
Maintenance and monitoring of compaction and baling systems are crucial for sustaining performance and ensuring continuous operation. Hydraulic components, feed mechanisms, pressure controls, and binding equipment must be regularly inspected and calibrated to maintain consistent bale quality and prevent mechanical failures. Modern systems often incorporate sensors and automated monitoring tools that track bale formation in real time, alerting operators to irregularities and enabling immediate adjustments. Preventive maintenance and careful oversight reduce downtime, extend the lifespan of equipment, and ensure that high-throughput facilities can maintain productivity while handling hundreds of tons of material daily.
From an environmental perspective, compaction and baling systems contribute to sustainability by reducing transport volumes, optimizing logistics, and minimizing material loss or contamination. Denser, well-formed bales allow for more efficient use of storage space and transport vehicles, lowering fuel consumption and greenhouse gas emissions. Properly managed bales also ensure that recovered materials reach recycling processors in optimal condition, supporting circular economy principles and reducing the need for virgin materials.
In essence, compaction and baling systems serve as a critical bridge between the recovery of materials and their delivery to recycling markets. They consolidate and densify sorted streams, maintain material integrity, improve operational efficiency, reduce logistical costs, and enhance both the economic and environmental performance of a Material Recovery Facility. By transforming loose, irregular waste into standardized, high-density bales, these systems enable facilities to operate more efficiently, profitably, and sustainably, completing the material recovery process from waste intake to market-ready products.
Residue handling systems in a Material Recovery Facility play a crucial role in managing the portion of municipal solid waste that cannot be recovered through mechanical, optical, or manual sorting processes, ensuring that the facility operates efficiently and safely while maintaining high recovery rates. Despite the advanced technology employed in MRFs, residual materials—often consisting of contaminated recyclables, non-recyclable plastics, organics, textiles, and miscellaneous debris—remain inevitable and require careful handling. Residue handling systems are designed to collect, contain, transport, and, in some cases, process these non-recoverable materials to prevent them from interfering with sorted streams, causing equipment blockages, or creating safety hazards. By systematically managing these residues, the facility maintains smooth workflow, protects personnel, and ensures compliance with environmental and operational regulations.
The operation of residue handling systems begins immediately after the final sorting stages, where conveyors, chutes, and diverters direct residual waste into designated collection areas such as hoppers, bunkers, or compactors. Many facilities incorporate shredders or grinders to homogenize the residue, reduce its volume, and facilitate transport or further processing. Compaction is often used to minimize storage space and ensure safe containment of non-recoverable waste before it is moved to landfills, incineration facilities, or waste-to-energy plants. Properly managed residue handling prevents accumulation of materials on the plant floor, reduces the risk of fires or odors, and ensures that residual waste does not compromise the purity of recovered material streams or the operational efficiency of downstream processes.
Environmental and health considerations are central to residue management. Residual waste can contain moisture, organics, or hazardous substances that create odors, attract pests, or pose fire risks. Facilities use dust suppression, ventilation, and leachate collection systems to mitigate these hazards. Enclosed storage areas, often equipped with negative air pressure and filtration systems, prevent airborne particles and odors from escaping into surrounding areas, protecting workers and the environment. Continuous monitoring of residue levels, moisture content, and composition allows operators to respond quickly to anomalies, maintain safe operational conditions, and ensure that residue does not become a bottleneck or safety concern in the facility workflow.
The routing of residual waste depends on its composition, regulatory requirements, and facility design. Non-recyclable fractions are typically transported to sanitary landfills, while other residues may be processed for energy recovery through incineration or waste-to-energy conversion. Some facilities also implement secondary recovery steps or advanced sorting techniques to extract additional recyclable material from the residue stream, reducing landfill dependency and maximizing the overall recovery rate. Automated monitoring and control systems track residue flow, volume, and composition in real time, optimizing transport schedules, storage capacity, and operational efficiency while preventing disruption to the overall recovery process.
Residue handling systems also play a role in the economic and environmental sustainability of a Material Recovery Facility. By maintaining clean and organized sorting lines, preventing contamination, and ensuring that recoverable materials retain high quality, these systems support consistent output that meets market specifications. Proper handling of residues reduces waste-related risks, improves regulatory compliance, and ensures that materials that cannot be recycled are disposed of or processed responsibly. This comprehensive management allows the facility to maximize resource recovery, minimize environmental impact, and operate safely and efficiently.
In essence, residue handling systems integrate collection, containment, compaction, monitoring, and controlled transfer processes to manage non-recoverable waste effectively. They ensure operational continuity, protect personnel, maintain environmental compliance, and allow high-quality recovered materials to flow seamlessly through the facility. By addressing the challenges posed by residual waste, these systems complete the Material Recovery Facility workflow, transforming mixed municipal waste into high-purity recyclables while responsibly managing the portion that cannot be recovered, thereby optimizing both operational efficiency and sustainability.
Optical sorting systems in a Material Recovery Facility are among the most advanced technologies for improving the purity and quality of recovered materials, providing a level of precision that mechanical, magnetic, and manual sorting alone cannot achieve. These systems are particularly important for the separation of plastics, paper, cardboard, cartons, and composite materials, where even small amounts of contamination can significantly reduce the market value and recyclability of the recovered streams. Optical sorters utilize a combination of high-resolution cameras, near-infrared (NIR) sensors, ultraviolet (UV) detection, and sometimes laser or X-ray technology to analyze each item as it passes along a conveyor. Based on the detected color, shape, material composition, or reflective properties, the system uses rapid-response air jets or mechanical diverters to direct the material into the appropriate collection stream, separating target recyclables from non-recyclables or cross-contaminants. This precision enables facilities to recover different types of plastics, such as PET, HDPE, and polypropylene, as well as specific paper grades, with a high degree of accuracy, ensuring that output streams meet the strict quality requirements of downstream processors.
Integration of optical sorting systems into the facility workflow generally occurs after primary mechanical and magnetic separation, which removes large debris, ferrous and non-ferrous metals, and oversized or undersized materials. At this stage, the waste stream has been partially sorted by size, density, and basic material type, allowing optical sorters to refine the separation process and improve the purity of specific fractions. For example, a plastic stream may still contain labels, small films, or other contaminants that optical sorters can identify and remove with high precision, while paper and cardboard streams benefit from the removal of residual plastics, coatings, or adhesives. The deployment of optical sorting therefore significantly increases the efficiency and effectiveness of the facility, reducing contamination, improving recovery rates, and ensuring that final bales of material meet the stringent requirements of recycling markets.
The operational effectiveness of optical sorting relies on continuous real-time monitoring and automated control. Sensors track material flow, detect contamination, and provide feedback to control systems that adjust conveyor speed, air jet timing, and diverter positioning automatically. Advanced optical sorters often include adaptive algorithms or machine learning capabilities that allow the system to recognize new packaging types, materials, or colors over time, improving sorting accuracy as waste streams evolve. This adaptability is critical in modern MRFs, where changes in consumer packaging and material compositions can otherwise reduce recovery efficiency. Operators oversee the system, ensuring calibration, cleaning of lenses and sensors, and timely maintenance to prevent performance degradation and maintain high throughput without sacrificing quality.
Maintenance, calibration, and operator oversight are essential for optimal performance. Dust, debris, or residual materials can obscure sensors or cameras, so frequent cleaning and inspection are necessary to maintain detection accuracy. Conveyor speeds must be managed to allow items to pass correctly through the detection field, and air jets or diverters require precise calibration to ensure materials are correctly sorted without misclassification. Supervisors monitor system performance using dashboards and real-time analytics, enabling adjustments for different waste types, contamination levels, and material flow variations. Preventive maintenance schedules and responsive troubleshooting reduce downtime and ensure that optical sorting remains reliable even during peak operational periods.
Beyond operational efficiency, optical sorting contributes significantly to sustainability and economic performance. By improving the purity and quality of recovered materials, these systems increase market value, reduce contamination, and enhance the recyclability of output streams. Higher recovery rates and cleaner materials reduce the need for virgin resources, lower processing energy requirements, and support circular economy principles. Optical sorters also reduce the burden on manual sorting, allowing human operators to focus on exceptions and quality assurance rather than routine material separation, thereby improving overall facility efficiency and safety.
In essence, optical sorting systems combine sophisticated sensing technologies, precision engineering, and automated intelligence to elevate material recovery to a level of accuracy and efficiency unattainable through manual or mechanical means alone. They refine sorted streams, increase purity, maximize recovery rates, and enhance the economic and environmental sustainability of a Material Recovery Facility. By integrating seamlessly with other sorting and handling processes, optical sorters play a critical role in transforming mixed municipal waste into high-quality, market-ready recyclables, ensuring that recovered materials are efficiently returned to industrial supply chains while minimizing contamination and operational inefficiencies.
Manual sorting stations in a Material Recovery Facility continue to play a vital role in ensuring the quality and purity of recovered materials, complementing the automated mechanical, magnetic, and optical sorting systems. Even with the most advanced technology, human judgment is indispensable for identifying and removing items that machines may misclassify or overlook. Contaminated plastics, flexible packaging, composite materials, irregularly shaped items, and small debris that evade detection require careful visual inspection by trained operators. Positioned strategically along conveyors, manual sorting stations allow operators to remove contaminants, segregate materials accurately, and ensure that each stream—whether plastics, paper, cardboard, or metals—meets the strict standards required by recycling processors. By intervening where automated systems cannot fully resolve contamination or misclassification, manual sorting stations protect the quality of recovered materials, maximize market value, and support high recovery rates.
The design of these stations emphasizes ergonomic efficiency, safety, and throughput. Conveyor heights and widths are optimized so operators can reach materials comfortably without excessive bending or stretching, reducing fatigue during long shifts. Protective barriers, emergency stop mechanisms, and personal protective equipment shield workers from sharp objects, heavy debris, and potential hazards inherent in mixed waste streams. Adequate lighting, ventilation, and dust control ensure visibility and protect worker health, allowing them to make accurate sorting decisions. Many facilities implement scheduled rotations or breaks for operators to maintain alertness and maintain consistent productivity, which is crucial for both operational efficiency and material quality.
Manual sorting stations are integrated thoughtfully within the facility workflow to maximize impact. They are generally located after mechanical and optical sorting stages, where automated systems handle bulk separation but may leave residual contaminants in high-value streams. In these positions, human operators can target small plastics, misclassified metals, non-recyclable contaminants, and other exceptions that automated systems cannot fully address. Operators often perform final quality checks on material streams before they enter compaction or baling systems, ensuring that bales meet specifications for weight, density, and contamination levels. Their intervention prevents material loss and reduces the risk of downstream processing issues, ensuring that recovered materials are consistently acceptable to recycling buyers.
Training and experience are essential for effective manual sorting. Operators must quickly and accurately differentiate between plastics types, paper grades, metals, and composite materials, while being able to identify and remove contaminants without slowing the production line. Supervisors monitor performance metrics, adjust staffing levels based on material flow, and ensure that safety protocols are followed, creating a well-managed sorting environment. Skilled operators provide adaptability that automated systems lack, allowing the facility to respond to changes in waste stream composition, new packaging materials, or unexpected contamination issues while maintaining high recovery rates and operational efficiency.
From an environmental perspective, manual sorting stations are indispensable in maximizing recycling potential. By removing contaminants and ensuring clean, sorted streams, operators increase the proportion of material that can be processed effectively, reducing landfill diversion and energy costs associated with secondary processing. Clean, high-quality material streams minimize waste, support circular economy initiatives, and reduce reliance on virgin resources. Even in highly automated facilities, human oversight ensures that exceptional cases are addressed promptly and accurately, maintaining the overall quality of recovered materials.
In essence, manual sorting stations integrate human skill, judgment, and oversight into the highly mechanized environment of a Material Recovery Facility. They complement automated systems, ensure material purity, maintain operational efficiency, protect worker safety, and maximize both economic and environmental outcomes. By providing the final layer of quality control, manual sorting stations ensure that recovered materials are market-ready, contribute to high recovery rates, and support the facility’s mission of transforming mixed municipal waste into valuable, reusable resources.
Residue Handling Systems

Residue handling systems in a Material Recovery Facility are a critical component that manages the fraction of municipal solid waste that cannot be recovered through mechanical, optical, or manual sorting processes, ensuring that the facility operates efficiently, safely, and in compliance with environmental regulations. Despite advanced sorting technologies, a residual stream of waste always remains, consisting of contaminated recyclables, non-recyclable plastics, organics, textiles, and miscellaneous debris that cannot be economically or technically recovered. Residue handling systems are designed to collect, contain, transport, and, when applicable, preprocess these materials in a controlled and systematic manner, preventing contamination of recovered streams, avoiding equipment blockages, and minimizing safety risks for personnel. By managing residues effectively, the facility maintains smooth operational flow, maximizes the recovery of valuable materials, and ensures regulatory and environmental compliance.
Residue handling typically begins immediately after the final sorting stages, where conveyors, chutes, and diverters direct non-recoverable materials into designated collection areas such as hoppers, bunkers, or compaction units. Some facilities use shredders or grinders to homogenize residues, reducing volume, improving handling, and preparing the waste for final disposal or energy recovery. Compaction is often applied to minimize storage space and ensure safe transport to landfills, waste-to-energy plants, or other processing facilities. Proper residue management prevents accumulation on the facility floor, reduces the risk of fires or odors, and ensures that residual waste does not compromise the integrity or purity of recovered material streams.
Environmental and health considerations are central to residue handling. Residual waste may contain moisture, organic matter, or potentially hazardous substances that can generate odors, attract pests, or increase fire risk. Facilities mitigate these hazards with dust suppression, ventilation, and leachate collection systems. Enclosed storage areas with negative air pressure and filtration systems prevent airborne particles and odors from escaping, protecting both personnel and the surrounding environment. Continuous monitoring of residue levels, moisture content, and composition allows operators to address anomalies quickly, maintain safe operational conditions, and ensure that residual waste does not disrupt facility operations or create safety hazards.
The routing of residual waste depends on composition, regulatory requirements, and facility design. Non-recyclable fractions are generally transported to sanitary landfills, while some residues may be suitable for energy recovery through incineration or controlled waste-to-energy conversion. In many modern facilities, secondary recovery techniques or additional sorting steps are applied to extract any remaining recyclable material from the residue stream, reducing landfill dependency and improving overall recovery rates. Automated monitoring and control systems track residue volume, flow, and composition in real time, optimizing storage, transport, and operational efficiency while preventing disruptions to the recovery process.
Residue handling also contributes to the economic and environmental sustainability of a facility. By maintaining organized sorting lines, preventing contamination, and ensuring recovered materials retain high quality, residues are managed responsibly without compromising material recovery. Effective handling minimizes waste-related risks, improves compliance with environmental regulations, and ensures that even the fraction of waste that cannot be recovered is processed in a safe and environmentally sound manner. This enhances the facility’s overall performance, allowing maximum value to be extracted from the incoming waste stream while minimizing environmental impact.
In essence, residue handling systems integrate collection, containment, compaction, monitoring, and controlled transfer processes to manage non-recoverable waste efficiently and sustainably. They maintain operational continuity, protect personnel, support environmental compliance, and ensure that high-quality recovered materials flow seamlessly through the facility. By addressing the challenges posed by residual waste, these systems complete the Material Recovery Facility workflow, transforming mixed municipal waste into high-purity recyclables while responsibly managing the portion that cannot be recovered, thereby optimizing operational efficiency, safety, and sustainability.
Control and monitoring systems in a Material Recovery Facility act as the central nervous system of the operation, coordinating every process from the tipping floor to final residue handling, ensuring that materials flow efficiently, equipment operates optimally, and overall recovery rates are maximized. These systems integrate a network of sensors, cameras, flow meters, and data acquisition devices that provide real-time information about material composition, conveyor speeds, equipment performance, and operational anomalies. By collecting and analyzing this data, the control system allows for automated adjustments, predictive maintenance, and rapid intervention whenever deviations occur, minimizing downtime and maintaining consistent throughput. The ability to monitor all stages of the facility simultaneously enables operators to make informed decisions, optimize processing sequences, and ensure that recovered materials meet quality and market standards.
At the tipping floor and reception area, control systems track incoming waste loads, measure truck weights, and regulate feed rates onto conveyors to prevent overloading downstream equipment. Automated sensors detect irregularities in unloading, enabling the system to adjust gate openings, conveyor speeds, and metering devices to maintain a smooth and consistent material flow. This ensures that downstream screening, separation, and sorting equipment receives material at a controlled rate, reducing jams, minimizing wear and tear on machinery, and improving the accuracy and efficiency of subsequent separation processes. By monitoring material input continuously, control systems also provide valuable data for operational planning, scheduling, and resource allocation.
In screening, separation, and sorting stages, control systems play a vital role in ensuring precision and reliability. Data from trommel screens, ballistic separators, air classifiers, magnetic and eddy current separators, and optical sorters feed into a central monitoring platform that tracks performance metrics, contamination levels, and throughput. Automated adjustments to conveyor speeds, air pressure, or diverter timing optimize material separation and ensure that valuable recyclables are recovered efficiently while reducing contamination. Advanced optical sorting systems, integrated with control platforms, often utilize adaptive algorithms or machine learning to improve detection and separation accuracy over time, enabling facilities to respond to changes in packaging materials or waste stream composition without manual recalibration.
Manual sorting stations also benefit from integrated control and monitoring, as operators receive real-time information about material flow, workstation performance, and alerts regarding potential hazards or inefficiencies. Emergency stop systems, interlocks, and alarms are connected to the central control system to provide rapid response in case of mechanical faults or unsafe conditions, protecting workers and preventing damage to equipment. In compaction and baling systems, sensors monitor hydraulic pressure, feed rates, and bale density, with automated adjustments ensuring consistent output quality. Residue handling systems are likewise monitored, with the system tracking volume, composition, and transfer schedules to optimize storage and disposal without interrupting the overall recovery workflow.
Control and monitoring systems also support sustainability and economic efficiency by enabling data-driven operational improvements. Analytics derived from continuous monitoring can identify bottlenecks, predict maintenance needs, optimize workflow, and adjust processing parameters to maintain high recovery rates. Ensuring that materials are consistently sorted and bales are uniform in density and contamination level increases market value, reduces energy and processing costs, and minimizes the environmental footprint of the facility. By maintaining operational oversight at every stage, control systems enhance productivity, reliability, and safety, allowing the facility to respond dynamically to variations in incoming waste and maintain high-quality outputs.
In essence, control and monitoring systems unify all components of a Material Recovery Facility into an intelligent, responsive, and adaptive network. They provide continuous oversight, automated adjustments, and predictive analytics that ensure smooth material flow, efficient operation of all machinery, and high-quality recovered streams. By integrating human operators with automated processes, these systems maximize recovery rates, maintain safety, support regulatory compliance, and enhance both the economic and environmental performance of the facility, forming the backbone of modern waste management operations.
Conveyor systems in a Material Recovery Facility serve as the lifeline of operations, connecting every stage of waste processing from the tipping floor to final sorting, compaction, and residue handling. These systems are designed to transport mixed municipal solid waste efficiently, reliably, and safely across the facility, ensuring that material flows continuously through screening, separation, manual sorting, and baling processes. Conveyors vary in design depending on the type of material being transported; belt conveyors, roller conveyors, chain conveyors, and slat conveyors are all used strategically to handle different sizes, weights, and compositions of waste. Properly engineered conveyor systems reduce material spillage, minimize handling time, and maintain a steady flow, which is critical for high-throughput operations where hundreds of tons of waste may be processed daily.
At the tipping floor and reception area, conveyors are responsible for moving incoming waste from trucks and containers into the facility’s sorting line. They are often equipped with automated feed hoppers and metering devices that regulate the flow of material, preventing overloading and ensuring a consistent feed rate to downstream sorting and separation equipment. Sensors and weight monitors track the amount of material on the conveyor and can trigger adjustments to speed, gate openings, or feed distribution to maintain smooth operations. Conveyors in this area are also designed to handle a wide variety of material types, from bulky items like furniture and appliances to dense, irregularly shaped industrial waste, ensuring versatility while maintaining reliability.
As waste progresses through screening and separation stages, conveyors continue to play a critical role in delivering material to trommel screens, ballistic separators, air classifiers, magnetic and eddy current separators, and optical sorting systems. These conveyors are engineered to handle the speed and precision required for efficient separation, often incorporating vibration, incline, or multiple lanes to optimize distribution across different machines. Integration with control and monitoring systems ensures that conveyors maintain optimal speed and alignment, preventing jams or blockages that could disrupt the recovery process. Specially designed chutes, diverters, and automated sorting gates are frequently used to direct material streams accurately, ensuring that valuable recyclables are properly separated from non-recoverable residues.
Conveyors also support manual sorting stations by presenting materials at a controlled pace that allows operators to identify and remove contaminants effectively. Ergonomic design considerations, such as adjustable conveyor heights and anti-fatigue mats, ensure that operators can work efficiently over extended periods without physical strain. Sensors and monitoring systems track throughput, detect irregularities, and provide real-time feedback to operators and central control systems, enabling quick response to issues such as jams, overflows, or excessive contamination in material streams. This integration enhances both efficiency and material quality, reducing the likelihood of downstream contamination and ensuring high-purity outputs for compaction and baling.
In residue handling and compaction stages, conveyors deliver non-recoverable waste to hoppers, grinders, compactors, and balers. Proper conveyor design is critical here to manage heavy, dense, and sometimes abrasive materials safely while maintaining continuous flow to storage or disposal areas. Conveyors reduce manual handling, minimize exposure to hazardous materials, and allow residues to be processed efficiently, whether for landfill disposal, waste-to-energy conversion, or secondary recovery operations. Automated control of conveyor speed, load detection, and routing ensures that residues do not disrupt the main recovery line, allowing the facility to maintain high operational efficiency.
From an operational and environmental perspective, conveyors are essential for maximizing throughput, minimizing energy consumption, and reducing labor requirements. Well-designed conveyor systems minimize spillage and contamination, improve the consistency of material flow, and enable smooth integration with automated sorting, optical detection, and compaction systems. By keeping materials moving efficiently through every stage of the facility, conveyors ensure that recovered streams maintain high quality, facilitate effective residue management, and optimize overall economic and environmental performance.
In essence, conveyor systems form the backbone of a Material Recovery Facility, linking all stages of processing into a continuous, efficient, and controllable workflow. They transport mixed waste, sorted recyclables, and residual materials safely and reliably, integrate seamlessly with sorting, compaction, and monitoring systems, and enable both human operators and automated technologies to work effectively. By maintaining steady material flow, minimizing contamination, and supporting high-throughput operations, conveyors play a crucial role in ensuring the facility operates efficiently, sustainably, and profitably.
Screening and separation equipment in a Material Recovery Facility is fundamental for dividing mixed municipal solid waste into distinct fractions based on size, weight, density, and material type, enabling efficient recovery of valuable recyclables while directing non-recoverable residues to appropriate disposal pathways. After waste is delivered to the facility and fed onto conveyors from the tipping floor, it passes through a series of screens and separators designed to sort the material into streams that can be processed further. Trommel screens, vibrating screens, and perforated plate screens separate materials by size, allowing smaller items to fall through apertures while larger objects continue along the line for additional processing. This size-based separation ensures that subsequent equipment, such as air classifiers, magnetic and eddy current separators, or optical sorters, can operate more efficiently, as each stream is already partially sorted and better suited to precise recovery operations.
Air classifiers and ballistic separators play a critical role in separating materials by density and shape. Lightweight items, such as paper, cardboard, and plastics, are lifted or deflected by controlled airflows, while heavier objects like metals, glass, and stones continue along a different trajectory. Ballistic separators, using oscillating decks, differentiate materials based on their rolling, sliding, or bouncing behavior, effectively isolating flat, rigid, and dense fractions. These systems improve purity and reduce contamination by ensuring that materials of similar physical characteristics are grouped together before entering manual or optical sorting stages. By handling large volumes of mixed waste continuously and efficiently, screening and separation equipment reduces the burden on downstream processes and increases overall recovery rates.
Magnetic and eddy current separators target metals in the waste stream, with magnetic separators attracting ferrous metals and eddy current systems repelling non-ferrous metals like aluminum and copper. Proper placement of these machines along the line ensures that metals are recovered early, preventing contamination of other material streams and enabling efficient downstream processing. Magnetic and eddy current systems are often complemented by sensors that monitor throughput, detect blockages, and provide real-time performance feedback, allowing operators to adjust speed, positioning, or separation intensity to maintain high recovery rates. These machines are crucial for maximizing material value, as metals represent one of the highest-value fractions in municipal waste streams.
Screening and separation equipment is closely integrated with manual and optical sorting systems, ensuring that materials presented to operators or advanced sorters are already partially organized and free from oversized or obstructive debris. Conveyors, diverters, and chutes guide material efficiently to the appropriate machines, while control systems monitor the flow and detect irregularities that could disrupt processing. By combining size, density, and magnetic separation techniques with automated monitoring and control, facilities can maintain consistent throughput, reduce contamination, and increase the efficiency of subsequent sorting stages.
The effectiveness of screening and separation equipment directly impacts operational efficiency, economic performance, and environmental outcomes. Accurate separation of recyclables reduces contamination, increases the marketability of recovered materials, and decreases the volume of waste sent to landfill or energy recovery. Additionally, well-calibrated and maintained equipment reduces energy consumption, minimizes wear and tear, and ensures a continuous flow of materials, supporting both productivity and sustainability. By systematically dividing waste into manageable, high-purity streams, screening and separation systems form the foundation of the recovery process, enabling a Material Recovery Facility to transform mixed municipal waste into valuable, reusable materials while minimizing environmental impact.
In essence, screening and separation equipment orchestrates the initial and critical stages of material recovery, using size, density, shape, and magnetic properties to classify waste efficiently. By combining mechanical precision with integration into automated control systems and downstream sorting processes, these systems maximize recovery rates, maintain material quality, and facilitate smooth, continuous operations. Without effective screening and separation, downstream processes would be overwhelmed, contamination rates would increase, and the facility’s ability to convert waste into valuable recyclables would be significantly compromised.
Control and Monitoring Systems
Control and monitoring systems in a Material Recovery Facility function as the central nervous system, orchestrating the entire operation from waste intake at the tipping floor to final residue handling and baling, ensuring that each stage of processing operates efficiently, safely, and in coordination with other systems. These systems are responsible for continuously collecting real-time data from a wide range of sensors, cameras, flow meters, and detection devices distributed throughout the facility. Information on conveyor speeds, material flow rates, equipment performance, and potential operational anomalies is gathered and analyzed, allowing the control system to make instantaneous adjustments to maintain optimal throughput, prevent blockages, and ensure that recovered material streams meet stringent quality standards. By integrating automated monitoring with human oversight, these systems provide both operational efficiency and reliability while minimizing downtime and operational risk.
At the tipping floor and reception area, control systems manage incoming waste loads, measuring truck weights, regulating feed rates onto conveyors, and monitoring unloading processes to prevent overloading of downstream equipment. Intelligent control algorithms can adjust hopper gate openings, conveyor speeds, and metering devices to maintain a smooth, consistent flow of material, which is critical for downstream screening, separation, and sorting equipment to function effectively. The systems also provide detailed operational data for planning and resource allocation, allowing managers to anticipate bottlenecks, adjust staffing levels, and maintain high throughput. Sensors track both material volume and composition, helping to identify unexpected contaminants or oversized objects that could disrupt processing or damage equipment.
Throughout the sorting and separation stages, control and monitoring systems oversee trommel screens, ballistic separators, air classifiers, magnetic and eddy current separators, and optical sorters. They track performance metrics, detect anomalies, and adjust operational parameters in real time, such as conveyor speed, air pressure, or diverter timing. Advanced optical sorting systems often integrate with control systems using machine learning algorithms, which allow for adaptive recognition of new packaging types, materials, or colors, improving separation accuracy and maintaining high purity levels in recovered streams. By continuously monitoring and adjusting equipment, the control system reduces material contamination, maximizes recovery rates, and ensures consistent output quality, even when waste streams vary in composition.
Manual sorting stations benefit from control system integration as well, with operators receiving real-time alerts and performance data about material flow and workstation conditions. Emergency stop mechanisms, interlocks, and alarms are connected to the central system, allowing for immediate response to unsafe conditions or equipment malfunctions, which enhances both operator safety and facility reliability. Similarly, in compaction and baling systems, hydraulic pressures, feed rates, and bale density are monitored continuously, and automated adjustments maintain consistent output quality. Residue handling systems are also integrated into the monitoring framework, tracking volume, composition, and transfer schedules to ensure that non-recoverable materials are moved efficiently without interrupting primary recovery operations.
Control and monitoring systems support sustainability and operational efficiency by providing data-driven insights into facility performance. Analytics derived from real-time monitoring can identify trends, forecast maintenance needs, optimize workflow, and improve throughput, reducing energy consumption and operational costs. By maintaining clean, high-quality material streams, these systems increase the market value of recovered recyclables, reduce contamination, and support circular economy objectives. They also allow facilities to adapt to changing waste compositions, optimize equipment utilization, and prevent disruptions that could reduce overall recovery efficiency.
In essence, control and monitoring systems unify all components of a Material Recovery Facility into an intelligent, responsive, and adaptive network that maximizes operational performance, safety, and material quality. They integrate automated processes with human oversight, enabling continuous adjustment and predictive maintenance while providing the data and controls necessary to maintain high recovery rates. By coordinating the flow of materials, monitoring equipment, and ensuring the purity of recovered streams, these systems form the backbone of modern waste management operations, supporting both economic profitability and environmental sustainability.
Compaction and baling systems in a Material Recovery Facility are critical for converting recovered materials from loose, irregular, and bulky streams into dense, uniform, and manageable units that are suitable for storage, transport, and sale to recycling processors. Once materials such as paper, cardboard, plastics, and metals have passed through mechanical, magnetic, optical, and manual sorting stages, they remain bulky and difficult to handle efficiently. Compaction and baling equipment compresses these materials into standardized bales, dramatically reducing volume, preventing spillage, and maintaining the purity and integrity of each material stream. The densification process facilitates stacking, storage, and transport, while also ensuring that the recovered materials meet buyer specifications for weight, density, and contamination levels, which directly impacts marketability and economic value.
The process of compaction and baling begins with the controlled feeding of sorted materials into hoppers connected to hydraulic or mechanical balers. Conveyors deliver material evenly to avoid inconsistencies in bale formation. Paper and cardboard often undergo multiple compression cycles to achieve the necessary density, while lightweight or flexible plastics may require pre-shredding or repeated compression to form stable, cohesive bales. Metals, depending on thickness and type, can be compacted or crushed to reduce volume while preserving their structural integrity. Once compression is complete, automated strapping or tying systems secure the bales with steel or plastic bands, ensuring that they remain intact during storage, handling, and transportation. High-quality bales not only streamline logistics but also enhance the market value of the recovered materials, facilitating reliable sales to recycling facilities.
Compaction and baling systems significantly improve operational efficiency and cost-effectiveness. By reducing material volume, facilities can maximize storage space, minimize transport trips, lower fuel consumption, and reduce labor costs. Automated stacking and palletizing systems often work alongside balers, streamlining the movement of bales from production lines to storage areas or transportation vehicles. Standardized bale sizes and densities ensure consistency for buyers, improving revenue potential while reducing the risk of rejection due to contamination or irregularity. This consolidation of materials also minimizes handling risks, prevents spillage, and contributes to safer working conditions within the facility.
Maintenance and monitoring are essential for sustaining the performance of compaction and baling systems. Hydraulic components, feed mechanisms, pressure controls, and binding equipment require regular inspection and calibration to maintain consistent bale quality and prevent mechanical failures. Modern systems are equipped with sensors and real-time monitoring tools that track bale formation, providing alerts to operators when irregularities are detected and allowing immediate adjustments. Preventive maintenance schedules and careful oversight reduce downtime, extend equipment life, and ensure continuous operation even in high-throughput facilities processing hundreds of tons of material daily.
From an environmental perspective, compaction and baling systems contribute to sustainability by reducing transport volumes, optimizing logistics, and minimizing material loss or contamination. Denser, well-formed bales allow for more efficient use of storage and transport resources, lowering energy consumption and greenhouse gas emissions. Properly compacted materials also ensure that recyclables reach processing facilities in optimal condition, supporting circular economy principles, reducing reliance on virgin resources, and enhancing the overall environmental performance of the facility.
In essence, compaction and baling systems are a critical link between material recovery and delivery to recycling markets. They consolidate and densify sorted streams, maintain material quality, improve operational efficiency, and enhance both economic and environmental outcomes. By transforming loose, irregular waste into standardized, high-density bales, these systems enable Material Recovery Facilities to operate more efficiently, profitably, and sustainably, completing the material recovery process from waste intake to market-ready recyclable products.
Residue handling systems in a Material Recovery Facility are essential for managing the fraction of municipal solid waste that cannot be recovered through mechanical, optical, or manual sorting processes, ensuring that operations remain efficient, safe, and environmentally compliant. Even in the most advanced facilities, residual waste streams—composed of contaminated recyclables, non-recyclable plastics, organics, textiles, and miscellaneous debris—persist and require systematic handling to prevent contamination of recovered materials, equipment blockages, or safety hazards. Residue handling integrates collection, containment, compaction, and transfer processes that move non-recoverable materials from the end of the sorting line to storage, disposal, or energy recovery facilities, maintaining operational continuity and protecting both personnel and the environment.
Residue handling begins immediately after the final sorting stages, where conveyors, chutes, and diverters direct non-recoverable material into hoppers, bunkers, or compactors. Some facilities employ shredders or grinders to homogenize residues, reduce volume, and facilitate handling or transport. Compaction further densifies materials, minimizing storage space requirements and enabling safe transport to landfills, waste-to-energy plants, or other processing destinations. Efficient residue management prevents accumulation on plant floors, reduces fire and odor risks, and ensures that recovered materials remain uncontaminated and suitable for sale to recycling processors. By maintaining an organized flow of residual materials, facilities can sustain high throughput while mitigating environmental and operational risks.
Environmental and safety considerations are central to effective residue handling. Residual materials may contain moisture, organics, or hazardous substances that can produce odors, attract pests, or increase fire risk. Facilities use dust suppression, ventilation, and leachate collection systems to manage these hazards. Enclosed storage areas with negative air pressure and filtration systems prevent airborne particles and odors from escaping, protecting workers and surrounding communities. Continuous monitoring of residue levels, moisture content, and composition allows operators to respond quickly to anomalies, ensuring safe operational conditions and preventing bottlenecks or overflows that could disrupt the recovery process.
The routing of residual waste depends on material composition, regulatory requirements, and facility design. Non-recoverable fractions are generally transported to sanitary landfills, while some residues may undergo energy recovery through incineration or controlled waste-to-energy conversion. Secondary recovery technologies or additional sorting steps can sometimes extract remaining recyclable materials, further reducing landfill dependency and increasing overall recovery rates. Automated control systems track residue flow, volume, and composition in real time, enabling optimization of storage capacity, transport schedules, and disposal methods without interrupting the main recovery line.
Residue handling systems also contribute to the economic and environmental sustainability of a Material Recovery Facility. By maintaining organized sorting lines and preventing contamination, they protect the quality and market value of recovered materials. Effective residue management reduces operational risks, supports regulatory compliance, and ensures that even the fraction of waste that cannot be recovered is handled responsibly. By integrating collection, containment, compaction, monitoring, and controlled transfer, residue handling systems complete the workflow of a Material Recovery Facility, allowing mixed municipal waste to be transformed into high-purity recyclables while responsibly managing the non-recoverable portion, optimizing both operational efficiency and environmental performance.
Optical sorting systems in a Material Recovery Facility represent one of the most advanced stages of waste separation, providing precision and efficiency that complement mechanical, magnetic, and manual sorting methods. These systems are particularly valuable for identifying and separating plastics, paper, cardboard, cartons, and composite materials, where even minor contamination can reduce the quality and marketability of recovered materials. Optical sorters rely on a combination of high-resolution cameras, near-infrared (NIR) sensors, ultraviolet (UV) detection, and sometimes laser or X-ray technology to analyze each item on a conveyor. Based on the detected color, shape, material type, or reflective properties, items are then diverted using high-speed air jets or mechanical gates into the appropriate collection streams, ensuring that target materials are recovered accurately while contaminants are removed. This level of precision is essential for maintaining the purity of recovered streams, which directly impacts their economic value and suitability for downstream recycling processes.
Integration of optical sorting systems usually occurs after initial mechanical and magnetic separation, where the bulk of heavy metals, oversized debris, and large objects have been removed. At this stage, optical sorters refine the separation of lighter or more complex materials that cannot be efficiently handled by earlier systems. For example, plastic streams may still contain labels, films, or small contaminants that optical sorters can detect and remove, while paper and cardboard streams benefit from the removal of residual plastics, adhesives, or coatings. By performing these refinements, optical sorting systems significantly improve overall material recovery, reduce contamination, and enhance the quality and consistency of bales produced for sale to recycling facilities.
Operational efficiency of optical sorting systems relies heavily on real-time monitoring and integration with control systems. Sensors continuously track material flow, contamination levels, and equipment performance, enabling automated adjustments to conveyor speeds, air pressure, and diverter timing. Advanced systems may include machine learning algorithms that allow them to adapt to changing waste streams, recognize new packaging types, and improve sorting accuracy over time. This adaptability is critical in modern Material Recovery Facilities, where packaging designs, material composition, and consumer behavior constantly evolve, presenting challenges that purely mechanical systems cannot address.
Maintenance and operator oversight are key to maintaining the performance of optical sorters. Dust, debris, or residual material can obstruct sensors and reduce detection accuracy, so frequent cleaning and calibration are necessary. Conveyor speeds must be carefully managed to ensure items pass correctly through the detection field, and air jets or mechanical diverters require precise alignment to avoid misclassification. Supervisors monitor system performance using dashboards and analytics tools, enabling adjustments for varying waste compositions and contamination levels. Preventive maintenance and rapid response to anomalies reduce downtime, extend equipment lifespan, and maintain high throughput, even in high-volume facilities processing hundreds of tons of waste per day.
Beyond operational considerations, optical sorting systems contribute substantially to environmental and economic sustainability. By improving the purity and quality of recovered materials, they increase market value, reduce contamination, and ensure that materials are suitable for industrial recycling processes. Higher recovery rates mean less material ends up in landfills, lower energy consumption in processing, and reduced reliance on virgin resources. Additionally, by relieving manual operators from routine sorting tasks, these systems allow humans to focus on quality assurance and exception handling, improving safety, efficiency, and overall productivity.
In essence, optical sorting systems integrate sophisticated sensing technologies, automated control, and adaptive intelligence to elevate material recovery in a facility. They refine partially sorted streams, ensure high-purity output, maximize recovery rates, and enhance both economic and environmental performance. By working in concert with mechanical, magnetic, and manual sorting methods, optical sorters enable a Material Recovery Facility to transform mixed municipal waste into high-quality, market-ready recyclables while minimizing contamination and operational inefficiencies, making them indispensable in modern waste management operations.
Composting Plants
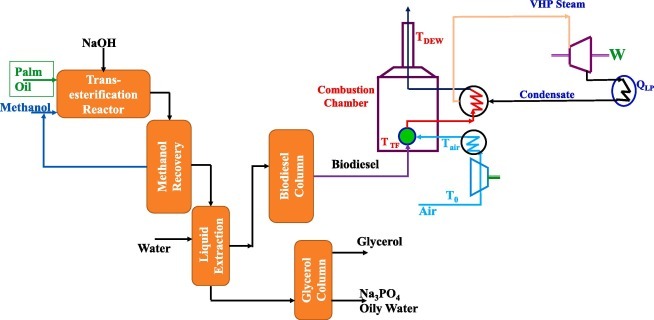
Composting plants are specialized facilities designed to transform organic waste materials, such as food scraps, yard trimmings, agricultural residues, and certain industrial organics, into nutrient-rich compost that can be used to improve soil health, support agriculture, and reduce reliance on chemical fertilizers. These plants operate by creating controlled environments where organic matter decomposes through the action of microorganisms under regulated temperature, moisture, and aeration conditions. The composting process not only diverts biodegradable waste from landfills, reducing methane emissions and leachate production, but also produces a valuable soil amendment that enhances soil structure, water retention, and nutrient content. Modern composting plants are engineered to handle large volumes of organic waste efficiently while minimizing odors, emissions, and potential contamination, making them an integral part of sustainable waste management strategies.
The operation of a composting plant begins with the collection and preprocessing of organic waste. Incoming materials are typically inspected to remove contaminants such as plastics, metals, or glass that could compromise the composting process. Preprocessing may include shredding, grinding, or mixing different waste streams to create a uniform feedstock that decomposes more efficiently. In-vessel composting systems, aerated static piles, or windrow methods are then employed to provide optimal conditions for microbial activity. Temperature, moisture, and oxygen levels are closely monitored and adjusted to maintain aerobic conditions, which accelerate decomposition and reduce the formation of odors or harmful byproducts. Some facilities also incorporate biofilters, scrubbers, or ventilation systems to control emissions and minimize the environmental impact of the composting process.
Composting plants are often equipped with sophisticated monitoring and control systems that track key parameters such as temperature, moisture content, oxygen levels, and microbial activity in real time. This allows operators to adjust aeration rates, turning schedules, or water content to maintain consistent decomposition rates and ensure high-quality compost. Mechanical turners, blowers, and conveyors are used to move, mix, and aerate composting material efficiently, enabling high-throughput processing while maintaining optimal environmental conditions. Automated monitoring systems also provide data for operational planning, quality control, and regulatory compliance, helping facilities meet local, national, or international composting standards.
The maturation stage is a critical part of the composting process, where partially decomposed material is further stabilized under controlled conditions until it reaches the desired nutrient content, moisture level, and structural stability. Mature compost is screened to remove large particles or remaining contaminants and may undergo additional curing or blending to produce a uniform final product suitable for agricultural, horticultural, or landscaping applications. Quality assurance measures, such as testing for nutrient content, pH, pathogen levels, and heavy metals, ensure that the compost meets safety and performance standards before distribution to end users.
From an environmental and economic perspective, composting plants provide multiple benefits. By diverting organic waste from landfills, they reduce greenhouse gas emissions, prevent odor and leachate issues, and contribute to circular economy initiatives. The production of high-quality compost enhances soil fertility, reduces the need for chemical fertilizers, and supports sustainable agriculture and landscaping practices. Economically, composting plants can generate revenue through the sale of compost products while reducing waste management costs for municipalities and industries. Additionally, the integration of automated systems, real-time monitoring, and efficient preprocessing equipment allows modern composting plants to handle large volumes of organic waste with minimal labor and operational disruptions.
In essence, composting plants transform organic waste into valuable soil amendments through controlled decomposition processes, integrating mechanical, biological, and monitoring systems to maximize efficiency, product quality, and environmental performance. They play a crucial role in sustainable waste management by reducing landfill dependency, lowering emissions, enhancing soil health, and supporting circular economy principles, providing both ecological and economic benefits while contributing to resilient urban and agricultural ecosystems.
Composting plants function as highly organized systems for transforming organic waste into nutrient-rich compost, providing a sustainable solution for the management of biodegradable materials while contributing to soil health and environmental protection. These facilities are designed to handle diverse organic inputs, including food waste, yard trimmings, agricultural residues, and certain biodegradable industrial byproducts, ensuring that these materials are diverted from landfills and repurposed into valuable soil amendments. The composting process relies on controlled microbial decomposition, where bacteria, fungi, and other microorganisms break down complex organic compounds under carefully managed conditions of temperature, moisture, and aeration. By maintaining aerobic conditions and optimal environmental parameters, composting plants accelerate decomposition, minimize the formation of odors or harmful gases such as methane, and produce a stable, high-quality end product that can enhance soil structure, fertility, and water retention capacity.
The operational workflow of a composting plant begins with the reception and preprocessing of organic waste. Incoming materials are inspected and contaminants such as plastics, metals, and glass are removed to prevent interference with microbial activity and to ensure the final compost meets quality standards. Preprocessing techniques such as shredding, grinding, and mixing are applied to create a uniform feedstock that decomposes evenly and efficiently. Depending on the facility design, materials may be processed in windrows, aerated static piles, or in-vessel systems that provide controlled temperature and moisture conditions while allowing for mechanical turning or forced aeration. These techniques ensure that the microbial population remains active and effective, accelerating the breakdown of organic matter and reducing processing time while maintaining high-quality compost output.
Monitoring and control are central to the efficiency of composting plants. Modern facilities employ a network of sensors and automated systems to track critical parameters such as temperature, moisture content, oxygen levels, and carbon-to-nitrogen ratios. This real-time data allows operators to adjust aeration rates, turning frequency, or water addition to maintain optimal conditions, preventing anaerobic zones that could generate odors or slow decomposition. Mechanical equipment such as aerators, conveyors, and turners ensures uniform mixing and proper oxygen distribution throughout the composting mass, allowing the plant to handle high volumes of waste efficiently. Integration of these monitoring and control systems not only improves operational reliability but also supports regulatory compliance, product quality control, and predictive maintenance of machinery.
The maturation and curing phase is an essential stage in composting, during which partially decomposed material stabilizes, moisture levels balance, and nutrient composition reaches a desirable state for soil application. The compost is typically screened to remove large debris or residual contaminants, and may be blended or further cured to achieve consistent texture and quality. Quality assurance measures, including testing for nutrient content, pathogen levels, pH, and heavy metals, ensure that the final product is safe and effective for use in agriculture, horticulture, or landscaping. By producing compost that meets stringent standards, facilities can provide a marketable product that supports sustainable land management, reduces reliance on synthetic fertilizers, and enhances soil ecosystems.
From both environmental and economic perspectives, composting plants offer significant benefits. By diverting biodegradable waste from landfills, these facilities reduce greenhouse gas emissions, prevent leachate formation, and contribute to circular economy practices. The production of nutrient-rich compost provides an alternative to chemical fertilizers, improving soil health, water retention, and crop productivity, while also offering municipalities and businesses a cost-effective solution for organic waste management. The use of automated systems, efficient preprocessing, and real-time monitoring enables facilities to operate at high throughput with minimal labor, maintaining both operational efficiency and product consistency.
In essence, composting plants convert organic waste into high-quality compost through controlled microbial processes, integrating mechanical, biological, and monitoring systems to ensure efficiency, safety, and environmental compliance. These facilities play a critical role in sustainable waste management by reducing landfill dependency, lowering emissions, improving soil fertility, and promoting circular economy principles, ultimately transforming urban, agricultural, and industrial organic waste streams into valuable resources that support ecological resilience and sustainable development.
The main parts of a composting plant are designed to work together to transform organic waste into stable, nutrient-rich compost efficiently while minimizing environmental impact and ensuring operational safety. The first critical part is the reception and preprocessing area, where incoming organic waste is delivered, inspected, and sorted. Contaminants such as plastics, metals, glass, and other non-biodegradable materials are removed to prevent interference with microbial decomposition. Preprocessing equipment such as shredders, grinders, and mixers is used to reduce particle size, homogenize the feedstock, and balance moisture and carbon-to-nitrogen ratios, creating optimal conditions for microbial activity and uniform composting.
The composting area itself is the central part of the facility, where biological decomposition takes place. Depending on the technology used, this area may consist of windrows, aerated static piles, or in-vessel composting systems. Windrows are long, narrow piles of organic material turned periodically to maintain aerobic conditions, while aerated static piles use forced airflow to supply oxygen without mechanical turning. In-vessel systems enclose the material in controlled chambers with automated temperature, moisture, and airflow regulation. This section typically includes aeration systems, turning equipment, temperature and moisture sensors, and sometimes automated feeding or mixing mechanisms to ensure efficient microbial decomposition and uniform breakdown of organic matter.
The curing and maturation section follows the active composting phase and allows partially decomposed material to stabilize, further breaking down organic compounds and achieving the desired nutrient profile and structural stability. During this stage, the compost is monitored for moisture, temperature, and pH, and may be turned or aerated periodically to maintain optimal conditions. Screening equipment may be used at the end of this stage to remove oversized materials or residual contaminants, resulting in a uniform, market-ready compost product.
Monitoring and control systems are integral to all stages of the facility. Sensors track temperature, moisture, oxygen levels, and other critical parameters in real time, feeding data into a centralized control platform that allows operators to adjust aeration, turning schedules, and water addition. This ensures optimal microbial activity, prevents odors or anaerobic conditions, and maintains consistent product quality. Automated alerts and performance dashboards also support operational decision-making, predictive maintenance, and regulatory compliance.
Finally, handling, storage, and distribution systems manage both incoming feedstock and finished compost. Conveyors, hoppers, and feed systems move materials efficiently through preprocessing and composting stages, while compactors or conveyors may transfer cured compost to storage silos or packaging stations. The storage area is designed to protect compost from contamination, manage moisture, and allow for efficient loading onto trucks or other distribution methods. Properly integrated handling systems ensure continuous workflow, minimize labor, and support the delivery of high-quality compost to end users.
In essence, the main parts of a composting plant—reception and preprocessing, composting area, curing and maturation section, monitoring and control systems, and handling and distribution infrastructure—work in concert to convert organic waste into valuable, safe, and uniform compost efficiently, sustainably, and reliably.
Reception and Preprocessing Area
This is the initial stage where incoming organic waste is delivered, inspected, and sorted. Contaminants such as plastics, metals, and glass are removed to ensure the composting process is not compromised. Preprocessing equipment like shredders, grinders, and mixers reduces particle size, homogenizes the feedstock, and balances moisture and carbon-to-nitrogen ratios, creating optimal conditions for microbial activity and efficient decomposition.
Composting Area
The composting area is the heart of the facility, where biological decomposition occurs. Depending on the technology, this may include windrows, aerated static piles, or in-vessel composting systems. Windrows are long piles that are turned periodically, aerated static piles use forced airflow, and in-vessel systems enclose material in controlled chambers. This area includes aeration systems, turning equipment, temperature and moisture sensors, and sometimes automated feeding or mixing mechanisms to ensure uniform decomposition and maintain optimal microbial conditions.
Curing and Maturation Section
After active composting, materials move to the curing phase to stabilize and further decompose. Temperature, moisture, and pH are monitored to ensure consistent quality. Screening equipment is often used to remove oversized materials or residual contaminants, resulting in uniform, market-ready compost suitable for agricultural, horticultural, or landscaping applications.
Monitoring and Control Systems
These systems provide real-time data on temperature, moisture, oxygen levels, and other critical parameters. Centralized control platforms allow operators to adjust aeration, turning schedules, and water addition, ensuring optimal microbial activity and preventing odors or anaerobic conditions. Monitoring systems also support predictive maintenance, operational efficiency, and regulatory compliance.
Handling, Storage, and Distribution Systems
This includes conveyors, hoppers, compactors, and storage silos used to move both incoming feedstock and finished compost efficiently. Proper storage protects compost from contamination, manages moisture, and facilitates transportation or packaging for distribution to end users, ensuring continuous workflow and high-quality output.
These sections together enable a composting plant to efficiently convert organic waste into safe, high-quality compost while maintaining operational efficiency and environmental compliance.
Reception and Preprocessing Area

The Reception and Preprocessing Area is the first and one of the most critical parts of a composting plant, as it sets the foundation for the entire composting process. In this area, incoming organic waste from municipal sources, agricultural operations, food industries, or landscaping activities is received, inspected, and prepared for efficient decomposition. The initial step involves removing contaminants such as plastics, metals, glass, stones, or other non-biodegradable materials that could disrupt microbial activity, compromise compost quality, or damage equipment. Proper sorting at this stage ensures that only biodegradable materials enter the composting process, directly impacting the purity and marketability of the final compost product.
Preprocessing equipment plays a vital role in this stage by preparing the feedstock for optimal microbial activity. Shredders and grinders reduce particle size, increasing surface area and accelerating decomposition. Mixers and homogenizers blend different types of organic waste, balancing moisture content, carbon-to-nitrogen ratios, and overall nutrient composition, which are essential for maintaining aerobic conditions and efficient microbial breakdown. Sometimes, water or bulking agents such as wood chips or straw are added to adjust moisture levels and improve porosity, ensuring proper airflow during the composting process.
The design of the reception and preprocessing area also prioritizes operational efficiency and safety. Conveyors, hoppers, and metering devices are used to move materials systematically into the composting stage, while dust control systems, drainage, and containment measures prevent odors, leachate, and potential cross-contamination. In larger facilities, automated sensors and weighing systems track the volume and type of incoming waste, providing data that helps optimize processing schedules, manage throughput, and plan for resource allocation.
By thoroughly inspecting, cleaning, and preparing organic waste, the reception and preprocessing area ensures that only suitable materials progress to the composting phase. This reduces contamination risks, promotes uniform microbial decomposition, and enhances the overall efficiency and quality of the facility’s operations. It forms the foundation for a well-managed composting process, ultimately contributing to the production of high-quality, nutrient-rich compost that meets regulatory standards and market requirements.
The reception and preprocessing area of a composting plant serves as the critical entry point where all incoming organic waste is first received, inspected, and prepared for the composting process, setting the stage for efficient and high-quality material transformation. In this area, trucks or containers deliver a wide variety of biodegradable materials, including food scraps, yard waste, agricultural residues, and other organic byproducts, which must be carefully managed to prevent contamination of the composting stream. Non-biodegradable materials such as plastics, metals, glass, stones, and textiles are identified and removed using a combination of manual sorting, magnetic separators, and screening equipment. Removing these contaminants at the outset is crucial, as even small amounts of foreign materials can disrupt microbial activity, damage machinery, or reduce the quality and marketability of the finished compost product.
Once contaminants are removed, preprocessing equipment prepares the organic material for optimal microbial decomposition. Shredders, grinders, and hammer mills reduce particle size, increasing the surface area for microorganisms and accelerating the breakdown of organic matter. Mixers and homogenizers blend different types of waste to balance moisture levels and the carbon-to-nitrogen ratio, which are essential for maintaining aerobic conditions and promoting rapid, uniform composting. Bulking agents such as wood chips, straw, or sawdust may be added to improve porosity and airflow within the composting mass, while moisture adjustment systems ensure the feedstock is neither too dry nor too wet, as either condition could hinder microbial activity or lead to anaerobic pockets that produce odors and slow decomposition.
Operational efficiency and environmental control are central concerns in the reception and preprocessing area. Conveyors, hoppers, and feed systems transport material systematically through the preprocessing line and into the main composting area, ensuring a continuous and controlled flow that prevents bottlenecks. Dust suppression systems, drainage channels, and containment barriers manage leachate, odors, and airborne particulates, minimizing the impact on workers and surrounding areas. Larger facilities often integrate automated weighing systems and sensors to track the volume, type, and composition of incoming material, providing valuable data for scheduling, resource allocation, and optimization of downstream processing.
The reception and preprocessing stage also plays a significant role in overall facility safety and quality control. By inspecting and preparing waste before it enters the composting process, operators reduce the risk of equipment damage and operational interruptions, while ensuring that only suitable, biodegradable materials are processed. This stage directly affects the efficiency of microbial decomposition, the consistency of the compost, and the purity of the final product. A well-managed reception and preprocessing area ensures that the facility can operate at high throughput, handle diverse waste streams effectively, and produce high-quality, nutrient-rich compost that meets regulatory standards and market demands, forming the foundation for a sustainable and productive composting operation.
The reception and preprocessing area in a composting plant is the gateway through which all incoming organic waste is first introduced to the facility, and it plays a pivotal role in ensuring the efficiency and quality of the entire composting process. As trucks deliver mixed organic materials such as food scraps, garden trimmings, agricultural residues, and biodegradable industrial byproducts, the reception area functions as both a storage and initial processing zone. Here, the waste is carefully inspected to remove non-biodegradable contaminants like plastics, metals, glass, stones, or synthetic fibers that could interfere with microbial activity, damage machinery, or reduce the overall quality of the final compost product. Advanced facilities often combine manual inspection with mechanical separation tools such as magnets, screens, and air classifiers to ensure that only suitable organic material continues into the preprocessing stage.
Preprocessing is critical for preparing the feedstock to achieve consistent and rapid decomposition. Shredders, grinders, and hammer mills reduce particle size, increasing surface area and allowing microorganisms to break down organic matter more efficiently. Mixers and homogenizers combine different waste streams to balance moisture content and carbon-to-nitrogen ratios, which are vital for maintaining aerobic conditions and supporting robust microbial activity. Bulking agents such as wood chips, straw, or shredded paper are sometimes added to improve aeration and structural porosity within the compost mass, while water addition systems adjust moisture levels to prevent the material from becoming too dry, which could slow decomposition, or too wet, which could lead to anaerobic conditions and unpleasant odors. Properly prepared feedstock ensures uniform decomposition and higher-quality compost at the end of the process.
The design of the reception and preprocessing area emphasizes operational efficiency and safety. Conveyors, hoppers, and metering devices control the flow of material from the unloading point to the composting area, maintaining a consistent throughput and preventing blockages or overloading of downstream equipment. Dust suppression systems, drainage channels, and containment measures mitigate the environmental impact of the incoming waste by controlling odors, leachate, and airborne particulates. In larger, automated facilities, weighing systems and sensors track the quantity, composition, and characteristics of incoming waste in real time, providing data that operators use to optimize processing schedules, allocate resources, and maintain high efficiency throughout the facility.
By carefully inspecting, sorting, and conditioning organic waste, the reception and preprocessing area ensures that the materials entering the composting process are suitable, homogeneous, and balanced for microbial decomposition. This not only increases the speed and efficiency of the composting process but also protects the facility’s machinery and enhances the quality of the final product. A well-managed reception and preprocessing stage lays the foundation for a smooth, continuous workflow, reduces contamination risks, and allows a composting plant to consistently produce nutrient-rich, market-ready compost that meets environmental regulations and supports sustainable agriculture and landscaping practices.
The reception and preprocessing area of a composting plant is the essential first stage where all incoming organic waste is carefully managed to ensure efficient, high-quality compost production. In this area, trucks or collection vehicles deliver a diverse mix of biodegradable materials, including food waste, garden trimmings, agricultural residues, and certain industrial byproducts. Before these materials enter the main composting process, they must undergo thorough inspection to remove non-biodegradable contaminants such as plastics, metals, glass, stones, and synthetic fibers. Even small amounts of such contaminants can disrupt microbial decomposition, damage machinery, or reduce the overall quality and marketability of the final compost product. Facilities often combine manual inspection with mechanical systems such as magnets, air classifiers, and screening equipment to ensure the feedstock is clean, homogeneous, and ready for processing.
Preprocessing plays a crucial role in preparing organic waste for optimal microbial activity and efficient decomposition. Shredders, grinders, and hammer mills reduce the size of organic particles, increasing surface area and allowing microorganisms to break down the material more quickly and uniformly. Mixers and homogenizers blend different types of waste to balance moisture content and carbon-to-nitrogen ratios, which are vital for maintaining aerobic conditions and preventing the formation of anaerobic pockets that can cause odors and slow the composting process. Bulking agents, including wood chips, straw, or shredded paper, may be added to improve porosity and airflow within the compost mass, while water is applied as needed to ensure moisture levels remain within an optimal range. This careful preparation ensures that the material entering the composting area is consistent, balanced, and capable of producing high-quality compost efficiently.
Operational efficiency and environmental control are central to the design of the reception and preprocessing area. Conveyors, hoppers, and feed systems move material systematically through the preprocessing stage and into the main composting area, maintaining a continuous flow and preventing bottlenecks. Dust suppression, drainage, and containment systems reduce odors, leachate, and airborne particulates, protecting workers, neighboring communities, and the surrounding environment. In modern, high-capacity facilities, automated weighing and sensor systems track the quantity, type, and composition of incoming waste, providing valuable real-time data that helps operators optimize throughput, allocate resources, and plan processing schedules. This level of control enhances both efficiency and safety, ensuring that the composting plant can operate at high volumes without interruptions or contamination issues.
The reception and preprocessing area ultimately sets the foundation for the entire composting process. By ensuring that only suitable, properly conditioned organic materials progress to the composting stage, it enhances microbial activity, accelerates decomposition, and maximizes the quality of the final product. Well-managed preprocessing reduces the risk of machinery damage, minimizes contamination, and maintains operational continuity, allowing the plant to consistently produce nutrient-rich compost that meets regulatory standards and is suitable for agricultural, horticultural, or landscaping applications. The careful integration of inspection, sorting, shredding, mixing, and moisture management in this stage ensures that the composting process begins efficiently and reliably, forming the backbone of a successful, sustainable composting facility.
Composting Area
The Composting Area is the core of a composting plant, where organic waste undergoes controlled biological decomposition to transform into stable, nutrient-rich compost. Once preprocessed and homogenized in the reception area, the organic material is moved into this section, which is designed to provide optimal conditions for microbial activity. Depending on the facility design, composting may be conducted using windrows, aerated static piles, or in-vessel systems. Windrows consist of long, narrow piles of organic material that are periodically turned using mechanical turners to maintain aerobic conditions and uniform decomposition. Aerated static piles use forced airflow to supply oxygen without frequent turning, while in-vessel systems enclose the material in controlled chambers with automated regulation of temperature, moisture, and aeration. Regardless of the method, the primary goal is to maintain an environment where microorganisms can break down complex organic matter efficiently and consistently.
Within the composting area, maintaining aerobic conditions is critical for both decomposition speed and odor control. Temperature, moisture, and oxygen levels are continuously monitored to ensure microbial populations remain active and effective. Thermophilic temperatures, typically between 55–65°C, are achieved and maintained to accelerate the breakdown of organic compounds and to destroy pathogens and weed seeds. Moisture is managed to allow microbial activity without creating anaerobic conditions that could lead to foul odors or slower decomposition. Aeration is typically achieved through mechanical turning, forced air blowers, or perforated piping systems, ensuring uniform distribution of oxygen throughout the composting mass. This careful control of environmental parameters not only accelerates decomposition but also ensures a consistent and high-quality final product.
The design of the composting area emphasizes operational efficiency and scalability. Conveyors, chutes, and feed systems deliver preprocessed material to the composting site in a controlled and measured manner, preventing overloading and ensuring uniform pile formation. Mechanical turners, scrapers, or automated mixing equipment keep the piles aerated and homogeneous, promoting even microbial activity across the material. Sensors and automated monitoring systems provide real-time data on temperature, moisture, and oxygen levels, allowing operators to adjust aeration rates, turning frequency, and water addition to maintain optimal composting conditions. These systems ensure high throughput while minimizing manual labor and operational disruptions.
In addition to decomposition efficiency, the composting area is also designed to mitigate environmental impacts. Dust control, leachate management, and odor suppression systems are integrated to protect workers, neighboring communities, and the surrounding environment. The controlled conditions within this area prevent the formation of anaerobic zones that could produce methane or other harmful gases, ensuring the process remains environmentally sustainable. By maintaining proper microbial activity, the composting area effectively transforms preprocessed organic waste into a stabilized intermediate material that is ready for curing and maturation.
Overall, the composting area is the heart of a composting plant, where controlled biological processes convert organic waste into valuable compost. Through careful regulation of temperature, moisture, and aeration, combined with efficient material handling and monitoring systems, this area ensures consistent decomposition, high-quality output, and environmentally responsible operations. It is in this section that the bulk of the transformation occurs, forming the foundation for producing mature, nutrient-rich compost that can be used to improve soil fertility, structure, and water retention.
The composting area of a composting plant serves as the central hub where preprocessed organic waste is transformed into nutrient-rich compost through controlled biological decomposition. After materials pass through the reception and preprocessing stage, they enter this area where the conditions necessary for microbial activity—temperature, moisture, oxygen, and carbon-to-nitrogen balance—are carefully managed to optimize decomposition rates and ensure a high-quality end product. Depending on the facility design and capacity, the composting area may employ windrows, aerated static piles, or in-vessel systems. Windrows involve long piles of organic material that are mechanically turned at intervals to maintain aerobic conditions and uniform microbial activity, while aerated static piles rely on forced airflow through perforated piping to supply oxygen without constant mechanical turning. In-vessel systems enclose the material in controlled chambers with automated regulation of temperature, moisture, and aeration, allowing for faster processing times and more precise environmental control. Regardless of the method, the goal is to create a stable, uniform environment that supports efficient microbial breakdown of organic matter while minimizing odors, emissions, and environmental impacts.
Maintaining aerobic conditions is essential in the composting area, as oxygen availability directly affects microbial activity and decomposition efficiency. Thermophilic temperatures, generally ranging between 55 and 65 degrees Celsius, are sustained to accelerate the breakdown of complex organic compounds and eliminate pathogens and weed seeds. Moisture levels are closely monitored and adjusted, either by adding water or through controlled aeration, to prevent the material from becoming too dry, which would slow microbial activity, or too wet, which could create anaerobic zones that generate unpleasant odors and greenhouse gases. Mechanical turners, blowers, and perforated piping systems work in coordination to ensure that oxygen is distributed evenly throughout the compost mass, maintaining uniform decomposition and preventing hotspots or anaerobic pockets. This precise control of environmental conditions ensures that microbial populations remain active, efficient, and capable of processing large volumes of organic waste continuously.
Operational efficiency in the composting area is also enhanced through automated monitoring and material handling systems. Sensors track temperature, moisture content, oxygen levels, and pile structure, providing real-time data to centralized control platforms. Operators can use this data to adjust turning schedules, aeration rates, and water addition to maintain optimal conditions throughout the composting process. Conveyors, chutes, and feed systems deliver preprocessed materials into the composting area at controlled rates, ensuring uniform pile formation and preventing bottlenecks or overloading. High-capacity facilities often integrate these systems with predictive maintenance and performance dashboards, allowing continuous monitoring, early detection of anomalies, and rapid response to operational challenges without disrupting the composting process.
Environmental management is another critical aspect of the composting area. Odor control systems, dust suppression, and leachate management are integrated to minimize the impact on workers, neighboring communities, and the surrounding environment. By maintaining proper aerobic conditions and preventing anaerobic decomposition, the composting area reduces the production of methane and other harmful gases, contributing to sustainable and environmentally responsible operations. The careful control of temperature, moisture, and airflow also ensures that the material emerging from this area is stable, partially decomposed, and ready for the curing and maturation stage, where further stabilization and refinement occur.
Ultimately, the composting area is the heart of a composting plant, where the transformation of organic waste into compost takes place. Through precise environmental control, efficient material handling, and continuous monitoring, this area ensures that decomposition proceeds rapidly, uniformly, and safely, producing high-quality, nutrient-rich compost. By converting heterogeneous organic waste into a stabilized intermediate material, the composting area forms the foundation for the subsequent curing and maturation stages, enabling the plant to deliver a consistent, market-ready product that supports sustainable agriculture, soil improvement, and circular economy objectives.
The composting area of a composting plant is the critical zone where the majority of biological transformation occurs, turning preprocessed organic waste into stabilized, nutrient-rich material suitable for agricultural or landscaping use. Once the feedstock has been cleaned, shredded, and homogenized in the reception and preprocessing area, it is transported into this section where environmental conditions are carefully controlled to maximize microbial activity and decomposition efficiency. The composting area may use different configurations depending on the facility’s scale and technology, including windrows, aerated static piles, or in-vessel composting systems. Windrows are long, elongated piles of organic material that are mechanically turned at regular intervals to maintain aerobic conditions, ensure uniform temperature distribution, and prevent anaerobic zones. Aerated static piles rely on a network of perforated pipes and forced airflow to supply oxygen without frequent turning, while in-vessel systems enclose the material in climate-controlled chambers where temperature, moisture, and airflow are continuously regulated. Each of these approaches is designed to create an optimal microbial environment, accelerate decomposition, and maintain consistent compost quality across the entire volume of material.
Maintaining precise environmental conditions in the composting area is essential to promote efficient microbial activity while avoiding issues such as odor generation or slow decomposition. Aerobic microorganisms require adequate oxygen, balanced moisture, and the correct carbon-to-nitrogen ratio to break down complex organic compounds into simpler, stable substances. Thermophilic temperatures, typically ranging between 55 and 65 degrees Celsius, are sustained to speed up decomposition and simultaneously inactivate pathogens, weed seeds, and other undesirable organisms. Moisture levels are continuously monitored and adjusted through controlled aeration or water addition to prevent drying, which would reduce microbial activity, or excess wetness, which could lead to anaerobic conditions, odors, and potential greenhouse gas emissions. Mechanical turners, blowers, and perforated piping systems work in concert to ensure that oxygen is evenly distributed throughout the compost mass, allowing microorganisms to act efficiently and uniformly on the material.
Operational efficiency in the composting area is supported by automated monitoring and material handling systems. Sensors track temperature, moisture, oxygen levels, and pile structure, feeding real-time data to central control systems that allow operators to make rapid adjustments to aeration rates, turning schedules, and water application. Conveyors and feed systems ensure a controlled, continuous flow of material from the preprocessing area, maintaining uniform pile formation and preventing bottlenecks or overloading. The integration of automated monitoring with mechanical handling reduces labor requirements, improves throughput, and ensures that large volumes of organic waste can be processed without interruption, maintaining consistent decomposition rates and high-quality output.
Environmental management is also a key consideration in the composting area. Dust suppression systems, odor control measures, and leachate management prevent the release of pollutants into the surrounding environment, ensuring that the composting process is safe for workers and nearby communities. By maintaining aerobic conditions and preventing anaerobic decomposition, the facility minimizes methane and other harmful emissions, supporting sustainable and environmentally responsible operations. The careful balance of temperature, moisture, and airflow also ensures that the material leaving this area is partially stabilized and ready for the subsequent curing and maturation stage, where further breakdown occurs, and the compost achieves uniform structure, nutrient content, and moisture levels.
In essence, the composting area is the central processing stage where the transformation of organic waste into compost occurs under carefully controlled conditions. Through the integration of precise environmental regulation, mechanical handling, and continuous monitoring, this area ensures efficient, uniform decomposition while minimizing odors and emissions. It produces a partially stabilized material that forms the foundation for the curing and maturation process, ultimately enabling the facility to deliver high-quality, nutrient-rich compost suitable for sustainable agriculture, landscaping, and soil improvement applications, while supporting circular economy objectives and reducing environmental impact.
The composting area of a composting plant is the essential section where the majority of the biological transformation of organic waste takes place, converting preprocessed materials into stabilized compost through controlled microbial activity. Once organic waste has passed through the reception and preprocessing stage—where contaminants are removed, materials are shredded, homogenized, and moisture content is adjusted—it enters the composting area, which is designed to provide optimal conditions for aerobic decomposition. Depending on the design and capacity of the facility, this area may consist of windrows, aerated static piles, or in-vessel composting systems. Windrows involve long, narrow piles of organic material that are periodically turned using mechanical turners to maintain uniform aeration, temperature, and microbial activity. Aerated static piles utilize perforated pipes and forced airflow to supply oxygen without the need for continuous turning, while in-vessel systems enclose the material in climate-controlled chambers with automated regulation of temperature, moisture, and airflow. These configurations are carefully engineered to ensure consistent decomposition, maximize efficiency, and produce a uniform, high-quality compost product.
Maintaining precise environmental conditions in the composting area is critical for promoting microbial efficiency, preventing odors, and ensuring the safety of the process. Aerobic microorganisms require sufficient oxygen, balanced moisture, and an appropriate carbon-to-nitrogen ratio to break down organic compounds into simpler, stable substances. Thermophilic temperatures, typically ranging from 55 to 65 degrees Celsius, are maintained to accelerate decomposition while destroying pathogens, weed seeds, and other harmful organisms. Moisture levels are continuously monitored and adjusted to prevent excessive dryness, which can slow microbial activity, or oversaturation, which can create anaerobic zones that produce odors and harmful gases. Mechanical turners, aeration blowers, and perforated piping systems work together to distribute oxygen evenly throughout the compost mass, ensuring uniform microbial activity and preventing hotspots or anaerobic pockets. This careful control allows the composting area to handle high volumes of waste efficiently while maintaining consistent quality throughout the piles or vessels.
Operational efficiency in the composting area is enhanced through integrated monitoring and automated control systems. Sensors track temperature, moisture content, oxygen levels, and pile structure, providing real-time data to centralized control systems. This enables operators to adjust turning schedules, aeration rates, and water addition in response to changing conditions, maintaining optimal microbial activity and uniform decomposition. Conveyors, chutes, and feed systems ensure that preprocessed material is delivered consistently to the composting area, preventing overloading and maintaining a steady workflow. The combination of automation, monitoring, and mechanical handling allows the facility to process large volumes of organic waste continuously, reducing labor demands and minimizing operational disruptions.
Environmental management is also a central focus in the composting area. Odor control measures, dust suppression, and leachate management systems protect both workers and surrounding communities while preventing contamination of the compost. By maintaining aerobic conditions and avoiding anaerobic decomposition, the facility reduces methane and other greenhouse gas emissions, contributing to environmentally sustainable operations. The composting area produces a partially stabilized material that is ready for the subsequent curing and maturation stage, where further decomposition, nutrient stabilization, and refinement occur. This ensures the final compost meets quality standards, has consistent structure and moisture content, and is safe for use in agriculture, horticulture, and landscaping.
In summary, the composting area is the heart of a composting plant, where preprocessed organic waste is transformed into stabilized, nutrient-rich compost through carefully controlled biological processes. Through the integration of mechanical handling, precise environmental regulation, and continuous monitoring, this area ensures efficient, uniform decomposition, minimizes odors and emissions, and produces a high-quality material that serves as the foundation for the curing and maturation stage. By efficiently managing microbial activity and environmental conditions, the composting area enables the facility to deliver consistent, market-ready compost that supports sustainable agriculture, soil improvement, and circular economy goals.
Curing and Maturation Section
The Curing and Maturation Section of a composting plant is the stage where partially decomposed organic material from the composting area undergoes stabilization to produce a finished, high-quality compost product. After the active composting phase, the material has already undergone significant microbial decomposition, but it still contains labile organic compounds, residual moisture, and unevenly decomposed particles that require further processing. The curing and maturation process allows these remaining components to break down fully under controlled conditions, ensuring that the final compost is stable, pathogen-free, odor-free, and nutritionally balanced. This stage is critical for producing a product that meets regulatory standards and is safe for agricultural, horticultural, or landscaping applications.
During the curing phase, environmental conditions such as temperature, moisture, and aeration are carefully managed to maintain aerobic microbial activity while preventing the formation of anaerobic zones that could cause odors or slow stabilization. Unlike the high-intensity thermophilic temperatures of the active composting stage, curing typically occurs at lower mesophilic temperatures, which allow slower, more controlled microbial processes to continue breaking down complex organic molecules. This slower decomposition ensures that nutrients such as nitrogen, phosphorus, and potassium are retained in stable forms, enhancing the agronomic value of the final compost. Moisture levels are monitored and adjusted as necessary, while periodic turning or passive aeration may be employed to maintain oxygen availability and uniform decomposition.
Screening and particle refinement often take place during the curing and maturation stage to improve the physical quality of the compost. Oversized or undecomposed materials, such as wood fragments, plastics, or other inert debris, are removed using mechanical screens, trommels, or air classifiers. The remaining material is blended or further cured to achieve uniform particle size, texture, and nutrient composition, ensuring a consistent product suitable for packaging or bulk application. This stage also allows for additional quality control testing, including checks for moisture content, pH, electrical conductivity, pathogen levels, and heavy metals, ensuring that the final compost meets safety and performance standards before distribution.
Operationally, the curing and maturation section is designed to maintain continuous workflow while allowing sufficient time for stabilization. Depending on the scale of the facility, curing may occur in outdoor windrows, covered bays, or controlled-environment chambers. Equipment such as conveyors, hoppers, and turning machines may be used to manage material flow, while automated monitoring systems track environmental parameters and alert operators to any deviations. This level of control ensures that compost matures consistently, reducing the risk of producing unstable material that could cause odor problems or nutrient imbalances during use.
The curing and maturation stage also plays a vital role in environmental management. By providing a controlled period for stabilization, this stage prevents the release of volatile compounds, reduces leachate generation, and minimizes the risk of odors escaping into surrounding areas. It also ensures that the compost is biologically stable, reducing the likelihood of further microbial activity once applied to soil, which could otherwise lead to nitrogen immobilization or other undesirable effects.
In essence, the curing and maturation section is the final biological stage of a composting plant, where partially decomposed material is stabilized into a uniform, nutrient-rich, and safe compost product. Through careful management of temperature, moisture, aeration, and particle quality, this stage ensures that the final product is mature, consistent, and suitable for agricultural, landscaping, or horticultural applications. It completes the transformation of organic waste into a high-value resource, enhancing soil fertility, supporting sustainable agriculture, and ensuring that the composting process achieves both operational efficiency and environmental responsibility.
The curing and maturation section of a composting plant is the stage where partially decomposed organic material from the composting area undergoes further stabilization to become fully mature, nutrient-rich compost suitable for agricultural, horticultural, and landscaping applications. After the active composting phase, the material has already undergone significant microbial decomposition, but it still contains labile organic compounds, unevenly decomposed particles, and residual moisture that require additional processing. During curing, the microbial activity shifts from the intense thermophilic stage to slower mesophilic processes, allowing remaining organic matter to break down more gradually and uniformly. This phase ensures that the compost becomes biologically stable, odor-free, and safe for use, while preserving essential nutrients such as nitrogen, phosphorus, and potassium in forms that are readily available to plants. Properly managed curing not only improves the agronomic quality of the compost but also reduces the risk of post-application instability, odor generation, or nutrient imbalances.
Environmental conditions in the curing and maturation section are carefully controlled to maintain aerobic microbial activity while preventing anaerobic zones. Moisture levels are monitored and adjusted as necessary, using water addition or passive aeration, to maintain optimal microbial function without creating wet pockets that could slow decomposition or produce odors. Temperature is typically lower than in the active composting stage, supporting slow and steady microbial activity that completes the breakdown of remaining organic compounds. Aeration may be provided through periodic turning of windrows, forced airflow in static piles, or controlled ventilation in in-vessel curing systems, ensuring that oxygen is evenly distributed throughout the material and that decomposition proceeds uniformly across the entire mass. This careful management of environmental conditions ensures that the compost achieves consistent maturity, texture, and nutrient content.
During curing, screening and refinement are often applied to improve the physical quality of the compost. Oversized particles, inert debris, or any remaining contaminants are removed using mechanical screens, trommels, or air classifiers, producing a uniform particle size suitable for packaging or bulk distribution. Blending or additional curing may be applied to achieve consistency in texture, moisture, and nutrient composition. Quality control measures are also implemented at this stage, including testing for pH, electrical conductivity, pathogen levels, heavy metals, and overall stability, ensuring that the finished compost meets regulatory and market standards. These measures guarantee that the product is safe, high-quality, and ready for agricultural, horticultural, or landscaping use.
Operationally, the curing and maturation section is designed to allow sufficient time for stabilization while maintaining continuous workflow and efficiency in the plant. Material handling systems, including conveyors, hoppers, and mechanical turners, may be used to move compost through curing zones or to mix and aerate piles as needed. Automated monitoring systems track temperature, moisture, and oxygen levels, providing real-time feedback to operators who can adjust environmental conditions to maintain optimal decomposition rates and prevent hotspots or anaerobic conditions. The integration of these systems ensures that large volumes of compost can mature effectively without manual labor bottlenecks, maintaining efficiency and high throughput throughout the plant.
The curing and maturation section also plays an essential role in environmental management, reducing potential negative impacts of the composting process. By allowing partially decomposed material to stabilize under controlled conditions, emissions of volatile compounds are minimized, leachate generation is reduced, and odors are kept under control. The resulting compost is biologically stable, meaning it will not continue to decompose aggressively once applied to soil, preventing nitrogen immobilization or other undesirable effects that could impact plant growth. This stage, therefore, ensures that the final product is both environmentally safe and agriculturally effective.
In essence, the curing and maturation section is the final stage in transforming organic waste into high-quality compost. By maintaining careful control of temperature, moisture, aeration, and physical consistency, this section ensures that the compost becomes fully stabilized, uniform, and nutrient-rich. It completes the conversion of preprocessed and partially decomposed organic material into a finished product that supports sustainable agriculture, soil health, and environmental stewardship, while also providing a market-ready resource that fulfills both economic and ecological objectives.
The curing and maturation section of a composting plant is the stage where the partially decomposed organic material from the active composting phase is allowed to stabilize and mature into a finished, high-quality compost product. After leaving the composting area, the material still contains organic compounds that require further breakdown, moisture that needs to equilibrate, and particles that may not have fully decomposed. The purpose of this stage is to allow microbial activity to continue in a slower, more controlled manner, completing the transformation of labile organic matter into stable humus-like compounds. This process ensures that the final compost is biologically stable, odor-free, and safe for use in agriculture, horticulture, landscaping, and soil improvement applications. Maintaining appropriate environmental conditions—moisture, temperature, and oxygen levels—is essential in this stage, as it allows beneficial microorganisms to continue metabolizing remaining organic matter without creating anaerobic zones that could cause odors or slow stabilization.
During the curing and maturation phase, temperature typically drops from the high thermophilic levels of the active composting stage to lower mesophilic ranges, supporting slower microbial activity that finalizes the breakdown of complex organics. Moisture is carefully monitored and adjusted, either by water addition or by controlling aeration, to maintain optimal microbial function. Aeration, whether passive or mechanical, ensures oxygen is evenly distributed throughout the material, preventing anaerobic pockets and ensuring uniform maturation. This slow and steady microbial activity not only stabilizes the material but also preserves essential nutrients such as nitrogen, phosphorus, and potassium, making them readily available for plant growth when the compost is applied to soil. By maintaining consistent environmental conditions throughout this phase, the composting plant ensures a uniform and high-quality end product.
Screening and refinement are often part of the curing process to improve the physical properties of the compost. Oversized or undecomposed fragments, inert debris, and any residual contaminants are removed using mechanical screens, trommels, or air classifiers. The compost may also be blended or further cured to achieve a uniform texture, particle size, and nutrient composition. This stage often incorporates quality control measures such as testing for moisture content, pH, electrical conductivity, heavy metals, and pathogen levels to ensure that the compost meets regulatory and market standards. These measures guarantee that the final product is safe, stable, and suitable for widespread use, while also ensuring consistency for commercial or agricultural applications.
Operationally, the curing and maturation section is designed to maintain continuous workflow while allowing sufficient time for stabilization. Material handling equipment such as conveyors, hoppers, and mechanical turners may be used to move compost within curing zones or to periodically mix and aerate the piles. Automated monitoring systems track environmental parameters in real time, providing data that enables operators to make adjustments to aeration, moisture, or turning schedules as needed. This integration of monitoring, control, and material handling ensures that large volumes of compost mature effectively without manual intervention, maintaining operational efficiency while guaranteeing consistent product quality.
The curing and maturation stage also has an important role in environmental management. By providing a controlled environment for the final breakdown of organic material, emissions of volatile compounds are minimized, odors are reduced, and leachate generation is controlled. The process produces biologically stable compost that will not continue to decompose aggressively once applied to soil, preventing nutrient immobilization and supporting soil health. This stage ensures that the compost leaving the plant is safe, mature, and ready to be used as a valuable soil amendment, completing the transformation of organic waste into a product that supports sustainable agriculture, landscaping, and environmental stewardship.
In summary, the curing and maturation section is the final biological phase in a composting plant, where partially decomposed organic material is stabilized into mature, nutrient-rich compost. Through careful control of moisture, temperature, aeration, and particle quality, this stage ensures the production of uniform, high-quality compost that is safe, environmentally responsible, and suitable for agricultural or landscaping use. By completing the transformation process begun in the active composting stage, the curing and maturation section allows the facility to deliver a market-ready product that enhances soil fertility, supports sustainable waste management, and contributes to circular economy objectives.
The curing and maturation section of a composting plant is the stage where the partially decomposed organic material from the active composting phase undergoes further stabilization to produce a fully mature, high-quality compost product. After leaving the composting area, the material still contains organic matter that has not yet fully broken down, moisture that needs to balance throughout the mass, and particles that may vary in size or consistency. This stage provides the time and controlled environmental conditions necessary for slower, more controlled microbial activity to complete the transformation of labile organic compounds into stable humus-like substances. By maintaining proper aeration, moisture, and temperature, the curing and maturation process ensures that the compost is biologically stable, odor-free, pathogen-free, and nutrient-rich, ready for use in agriculture, horticulture, landscaping, or soil improvement applications.
Temperature during curing typically decreases from the high thermophilic levels of the active composting phase to mesophilic ranges, which allows microorganisms to slowly continue decomposing remaining organic matter. Moisture is carefully monitored and adjusted, either through water addition or controlled aeration, to maintain optimal microbial activity without creating anaerobic zones that could produce odors or slow down stabilization. Aeration, whether provided mechanically through turning or passively via natural airflow, ensures that oxygen penetrates throughout the compost mass, supporting uniform microbial activity and preventing localized anaerobic conditions. This careful environmental control not only accelerates the final breakdown of organic matter but also preserves nutrients such as nitrogen, phosphorus, and potassium in stable forms that are beneficial for soil and plant growth.
Screening and refinement of the material often occur during the curing and maturation stage to improve the physical quality of the compost. Oversized particles, undecomposed fragments, and inert debris are removed using mechanical screens, trommels, or air classifiers. The compost may also be blended or further cured to achieve uniform particle size, texture, and nutrient content. Quality control tests are conducted to ensure the final product meets regulatory standards and market requirements, including measurements of moisture content, pH, electrical conductivity, pathogen levels, and the absence of contaminants. These measures guarantee that the compost is safe, stable, and consistent, providing a reliable and high-quality end product for customers.
Operationally, the curing and maturation section is designed to maintain efficient workflow while allowing sufficient time for stabilization. Conveyors, hoppers, and mechanical turning equipment may be used to move, mix, or aerate the material as needed. Automated monitoring systems provide continuous data on temperature, moisture, and oxygen levels, allowing operators to adjust conditions in real time to ensure optimal microbial activity. This combination of monitoring and mechanical management enables the facility to process large volumes of compost continuously while maintaining uniformity and quality throughout the curing process.
The curing and maturation stage also plays a crucial role in environmental management. By providing a controlled period for stabilization, this stage minimizes emissions of volatile compounds, reduces odor, and limits leachate production. The resulting compost is biologically stable, which prevents ongoing decomposition once applied to soil, reducing the risk of nitrogen immobilization or other negative effects on plant growth. By carefully managing microbial activity and environmental conditions, the curing and maturation section ensures that the final compost is both safe and effective, supporting sustainable agricultural practices and contributing to overall environmental stewardship.
In essence, the curing and maturation section completes the transformation of organic waste into high-quality, mature compost. Through careful regulation of moisture, temperature, aeration, and particle consistency, this stage produces a stable, nutrient-rich, uniform product that meets regulatory and market standards. It allows the composting plant to deliver a reliable, environmentally responsible, and agriculturally valuable product that enhances soil fertility, promotes sustainable waste management, and supports circular economy objectives.
Monitoring and Control Systems
Monitoring and control systems in a composting plant are critical for ensuring that the entire process—from reception and preprocessing to active composting and curing—operates efficiently, safely, and produces a high-quality end product. These systems provide real-time oversight of key environmental parameters such as temperature, moisture content, oxygen levels, pH, and the carbon-to-nitrogen ratio, all of which directly influence microbial activity and the rate of decomposition. By continuously collecting and analyzing this data, operators can make informed adjustments to aeration, water addition, turning schedules, and feedstock composition, maintaining optimal conditions for aerobic decomposition and preventing issues such as anaerobic zones, foul odors, or uneven maturation. In modern composting facilities, automated monitoring and control systems not only enhance operational efficiency but also reduce labor requirements, minimize human error, and ensure consistency and quality across large volumes of material.
Temperature monitoring is one of the most essential functions of these systems, as it indicates the level of microbial activity and the progress of decomposition. Sensors embedded within piles, windrows, or in-vessel systems track temperature throughout the material, ensuring that thermophilic conditions are achieved and maintained during the active composting phase to accelerate decomposition and destroy pathogens and weed seeds. As compost moves into the curing and maturation stage, temperature sensors continue to provide data, indicating when the material has stabilized and reached biological maturity. Similarly, moisture sensors are integrated to ensure that water content remains within optimal ranges. Too little moisture can slow microbial activity, while excessive moisture can create anaerobic conditions, leading to odors, greenhouse gas emissions, and reduced compost quality. Automated irrigation or water injection systems can respond to sensor data in real time, maintaining moisture balance without manual intervention.
Oxygen and airflow control are equally important for efficient composting, as aerobic microorganisms require adequate oxygen to break down organic material effectively. Monitoring systems track oxygen concentrations within piles or vessels, and automated control adjusts aeration blowers, perforated piping airflow, or turning frequency accordingly. This continuous adjustment prevents the formation of anaerobic zones, ensures uniform decomposition, and helps control temperature and moisture distribution. Some advanced systems also track carbon dioxide production, microbial respiration rates, or volatile organic compounds, providing additional insight into the decomposition process and enabling predictive adjustments to maintain optimal composting conditions.
In addition to environmental monitoring, control systems often include operational management functions that enhance overall plant efficiency. Conveyors, hoppers, mechanical turners, aeration blowers, and water delivery systems can be integrated into a centralized control platform, allowing operators to coordinate the movement, mixing, and aeration of material automatically. Data logging and process visualization enable long-term analysis of plant performance, helping identify bottlenecks, optimize throughput, and plan maintenance schedules. This integration of monitoring and control ensures a smooth, continuous workflow, reducing downtime and operational disruptions while maintaining consistent quality of the compost.
Environmental compliance and safety are also major benefits of monitoring and control systems. By tracking parameters such as temperature, moisture, oxygen, and leachate production, facilities can minimize odors, control emissions of volatile compounds and greenhouse gases, and prevent environmental contamination. Automated alerts and alarms notify operators of any deviations from optimal conditions, enabling rapid corrective action and reducing the risk of accidents or regulatory violations. In essence, these systems act as the nervous system of a composting plant, providing real-time feedback, operational control, and predictive insight to ensure that each stage of the composting process functions efficiently, safely, and sustainably.
Overall, monitoring and control systems are indispensable for modern composting plants, providing the technological backbone that enables precise management of microbial activity, environmental conditions, and material handling. Through continuous data collection, real-time control, and operational integration, these systems ensure efficient decomposition, consistent product quality, environmental protection, and optimized workflow, allowing composting facilities to produce stable, nutrient-rich compost that meets regulatory standards and supports sustainable agriculture, landscaping, and soil improvement practices.
Monitoring and control systems in a composting plant form the technological backbone that ensures the entire composting process operates efficiently, safely, and consistently produces high-quality compost. These systems provide continuous, real-time data on the critical parameters that govern microbial activity and decomposition, such as temperature, moisture content, oxygen concentration, pH, and carbon-to-nitrogen ratios. By monitoring these factors, operators can make precise adjustments to aeration, water addition, turning schedules, and feedstock composition, ensuring optimal conditions for aerobic microbial breakdown while preventing the formation of anaerobic zones that can generate odors, slow decomposition, or create greenhouse gas emissions. Modern facilities rely on automated systems that integrate sensors, data loggers, and control software to reduce manual labor, minimize human error, and maintain consistent process control across large volumes of organic waste.
Temperature monitoring is a core function of these systems because it directly reflects the intensity of microbial activity. Sensors embedded in windrows, static piles, or in-vessel composters track temperature continuously, allowing the system to confirm that thermophilic conditions are reached and maintained during active composting, which accelerates the breakdown of organic material and destroys pathogens and weed seeds. During the curing and maturation stage, temperature sensors provide critical feedback on the stabilization process, indicating when the material has matured and is biologically stable. Moisture monitoring is equally vital; sensors detect whether the compost has adequate water content for microbial activity, and automated irrigation or water injection systems can adjust levels in real time. Maintaining correct moisture prevents the compost from becoming too dry, which would slow decomposition, or too wet, which would create anaerobic pockets and odors.
Oxygen levels are another key parameter managed by monitoring and control systems. Aerobic microorganisms require sufficient oxygen to function efficiently, so oxygen sensors are used in combination with aeration systems to ensure air is evenly distributed throughout the compost mass. Mechanical turning, forced air blowers, or perforated pipe systems are automatically adjusted based on sensor feedback to maintain optimal oxygen levels, supporting uniform decomposition and preventing hotspots. Advanced systems may also monitor microbial respiration, carbon dioxide output, and volatile organic compound emissions, offering predictive insight into the decomposition process and allowing operators to preemptively adjust conditions to maintain ideal composting performance.
Control systems also extend to operational management, integrating conveyors, hoppers, feed systems, and mechanical turners with centralized monitoring platforms. This enables automated coordination of material flow, mixing, and aeration, ensuring consistent throughput and reducing bottlenecks or downtime. Real-time dashboards, data logging, and trend analysis allow operators to optimize workflow, predict maintenance needs, and plan resource allocation more efficiently. These capabilities make it possible for large-scale composting facilities to handle high volumes of organic waste without sacrificing process control or product quality.
Environmental compliance and safety are further enhanced through monitoring and control systems. By tracking environmental and process parameters, facilities can minimize odors, control emissions of volatile compounds, and prevent leachate contamination. Automated alarms and notifications alert operators to deviations from set thresholds, enabling rapid corrective action and reducing the risk of operational failures, safety incidents, or regulatory violations. In this way, monitoring and control systems serve as the nervous system of the composting plant, providing constant feedback, control, and predictive insight that supports efficient, safe, and sustainable operations.
Ultimately, monitoring and control systems are indispensable for modern composting plants, ensuring that every stage—from reception and preprocessing to active composting and curing—functions under optimal conditions. By continuously managing temperature, moisture, oxygen, and other critical variables, and integrating operational controls with automated monitoring, these systems enable facilities to produce uniform, stable, nutrient-rich compost efficiently and reliably. They enhance process efficiency, protect the environment, support regulatory compliance, and ensure that the end product meets quality standards, providing a valuable resource for agriculture, landscaping, and soil improvement while promoting sustainable waste management practices.
Monitoring and control systems are the central intelligence of a composting plant, providing real-time oversight and automated management of all critical process parameters to ensure efficient, safe, and high-quality compost production. From the moment organic waste enters the reception and preprocessing area, these systems track and regulate key factors such as temperature, moisture, oxygen levels, pH, and carbon-to-nitrogen ratios, all of which influence microbial activity and the speed of decomposition. Continuous monitoring allows operators to detect variations or imbalances that could compromise aerobic conditions, slow down microbial breakdown, or generate odors, and automated control mechanisms can adjust aeration, water application, or turning frequency immediately in response. In this way, the plant maintains optimal conditions for decomposition throughout every stage—from preprocessing to active composting and final curing—ensuring consistent, high-quality output with minimal labor input.
Temperature monitoring is one of the most critical functions in a composting plant because it directly reflects microbial activity and the progress of decomposition. Sensors embedded within piles, windrows, or in-vessel systems provide continuous feedback, ensuring that thermophilic temperatures are reached and maintained during the active composting phase to accelerate breakdown of organic materials and destroy pathogens and weed seeds. During the curing and maturation stage, temperature data indicates when the compost has stabilized and reached biological maturity, allowing operators to determine the optimal time for final handling, screening, or packaging. Moisture levels are equally important, as inadequate moisture can slow microbial activity while excessive moisture can lead to anaerobic conditions, odors, and greenhouse gas emissions. Automated irrigation or water addition systems respond to real-time sensor data to maintain the correct moisture balance, reducing the need for manual intervention and ensuring uniform microbial activity throughout the compost mass.
Oxygen concentration is another critical variable controlled by these systems, as aerobic microorganisms require sufficient oxygen to break down organic matter effectively. Sensors monitor oxygen levels, and control systems adjust airflow through perforated pipes, forced-air blowers, or mechanical turning schedules to maintain uniform aeration. This prevents the formation of anaerobic zones, ensures even decomposition, and helps control temperature and moisture distribution. Advanced monitoring systems may also track carbon dioxide production, volatile organic compound emissions, or microbial respiration rates, providing predictive insight that allows operators to make proactive adjustments to optimize decomposition rates, prevent process disruptions, and maintain environmental compliance.
Beyond environmental parameter control, monitoring and control systems manage operational aspects of the plant to maximize efficiency. Conveyors, hoppers, mechanical turners, aeration blowers, and water delivery systems can be integrated into centralized control platforms, allowing automated coordination of material flow, mixing, and aeration across the facility. Data logging and process visualization tools provide operators with real-time dashboards and historical trends, enabling them to identify bottlenecks, optimize throughput, and plan maintenance proactively. This integration ensures smooth continuous operation, reduces downtime, and allows high-volume composting facilities to maintain consistent process control and product quality.
Monitoring and control systems also play a critical role in environmental management and safety. By tracking parameters such as oxygen, temperature, moisture, and leachate generation, facilities can minimize odors, control emissions, and prevent environmental contamination. Automated alarms and notifications alert operators to deviations from set thresholds, enabling rapid corrective action and reducing the risk of safety incidents or regulatory non-compliance. In essence, these systems act as the nervous system of the composting plant, continuously collecting data, regulating environmental conditions, and managing operational functions to maintain an efficient, safe, and sustainable process.
Ultimately, monitoring and control systems are indispensable in modern composting operations. They ensure that every stage of the process—from reception and preprocessing to active composting and curing—is conducted under optimal conditions, maintaining consistent microbial activity, preventing environmental issues, and producing stable, nutrient-rich compost. By combining real-time monitoring, automated control, and data-driven operational management, these systems enable composting plants to operate efficiently, produce a high-quality product, comply with regulations, and support sustainable waste management practices while contributing to soil health and circular economy objectives.
Monitoring and control systems are the critical framework that enables a composting plant to operate efficiently, safely, and consistently produce high-quality compost, serving as the central intelligence for the entire process. From the reception and preprocessing of organic waste to the active composting and final curing stages, these systems continuously collect, analyze, and respond to data on key parameters such as temperature, moisture content, oxygen levels, pH, and carbon-to-nitrogen ratios. By monitoring these variables in real time, operators are able to detect potential imbalances or deviations that could compromise aerobic conditions, slow microbial decomposition, or generate odors, and automated control mechanisms can respond immediately to maintain optimal conditions. This continuous oversight ensures that microbial activity remains vigorous and uniform, that decomposition proceeds efficiently, and that the final compost achieves consistent quality and stability, all while minimizing labor and reducing the risk of human error.
Temperature is one of the most critical parameters monitored, as it directly reflects microbial activity and the progress of decomposition. Sensors placed within windrows, static piles, or in-vessel systems track temperature continuously, ensuring that thermophilic conditions are achieved and maintained during the active composting phase to accelerate the breakdown of organic material and eliminate pathogens and weed seeds. As compost transitions into the curing and maturation stage, temperature monitoring remains crucial, indicating when microbial activity has slowed sufficiently and the material has stabilized. Moisture content is equally important for efficient composting, as insufficient moisture can reduce microbial activity while excess moisture can create anaerobic pockets that produce odors, slow decomposition, and increase greenhouse gas emissions. Automated irrigation or water delivery systems can respond to real-time sensor readings to maintain optimal moisture levels, ensuring uniform microbial activity and reducing the need for manual intervention.
Oxygen concentration is another key variable controlled by these systems, as aerobic microorganisms require consistent oxygen levels to metabolize organic matter efficiently. Oxygen sensors provide data that allow automated systems to regulate aeration through forced air blowers, perforated piping networks, or mechanical turning schedules, ensuring even distribution of oxygen throughout the compost mass. Advanced monitoring systems may also track secondary indicators of microbial activity, such as carbon dioxide evolution, volatile organic compound emissions, or respiration rates, providing predictive insight into the decomposition process. This predictive capability allows operators to adjust airflow, moisture, or turning frequency proactively to prevent anaerobic conditions, maintain uniform decomposition, and optimize the efficiency and quality of the compost.
Beyond environmental monitoring, these systems manage operational workflows and equipment integration, coordinating conveyors, hoppers, mechanical turners, aeration blowers, and water delivery mechanisms through centralized control platforms. Automated management of material flow, aeration cycles, and turning schedules ensures that piles or vessels are processed consistently, maintaining uniform decomposition and reducing bottlenecks. Data logging and visualization provide operators with comprehensive insights into plant performance, enabling optimization of throughput, early detection of maintenance needs, and improved resource allocation. This level of control ensures smooth continuous operations, even in high-capacity facilities processing large volumes of organic waste.
Environmental compliance and safety are enhanced by monitoring and control systems, which help reduce odors, emissions, and leachate production while ensuring regulatory standards are met. Real-time alarms and notifications alert operators to deviations from established thresholds, enabling rapid corrective action and minimizing the risk of environmental contamination or operational accidents. By continuously monitoring, analyzing, and controlling the critical parameters that govern microbial activity and compost quality, these systems act as the nervous system of the plant, ensuring efficient, sustainable, and environmentally responsible operation.
In essence, monitoring and control systems are indispensable for modern composting plants, providing the data, automation, and operational integration needed to manage every stage of the process with precision. Through continuous oversight of temperature, moisture, oxygen, and other critical factors, these systems maintain optimal microbial activity, ensure uniform and consistent composting, minimize environmental impact, and produce a stable, nutrient-rich final product. Their role extends from improving operational efficiency and product quality to supporting regulatory compliance and sustainability goals, making them the cornerstone of any advanced, high-capacity composting facility.
Handling, Storage, and Distribution Systems
Handling, storage, and distribution systems are critical components of a composting plant, forming the final stage where the stabilized and mature compost is prepared, stored, and delivered to end-users efficiently and safely. After compost has passed through the curing and maturation phase, it must be moved from piles, bays, or in-vessel systems into storage or packaging facilities without disrupting its stability or quality. Mechanical handling equipment such as conveyors, hoppers, front-end loaders, screw feeders, and bucket elevators are commonly employed to transport the compost within the plant, ensuring smooth flow from the maturation area to storage or loading zones. These systems are designed to minimize material loss, prevent contamination, and reduce dust generation, protecting both the product and the working environment. Efficient internal handling also allows the plant to maintain continuous processing, preventing bottlenecks and ensuring that freshly cured compost can be stored or dispatched promptly.
Storage systems are engineered to maintain the quality and stability of compost over time, protecting it from environmental factors such as moisture fluctuations, excessive drying, or waterlogging from rain. Covered storage areas, silos, bins, or roofed bays are often used to control exposure, while aeration systems or passive ventilation may be employed to maintain proper airflow and prevent anaerobic conditions that could lead to odors or degradation of nutrient content. Storage planning also considers inventory management, ensuring that older compost can be rotated out efficiently while accommodating seasonal variations in production or demand. Proper storage helps maintain the biological stability, moisture content, and physical uniformity of the compost, ensuring that the final product delivered to customers meets quality standards and is safe for use.
Distribution systems integrate equipment and processes for packaging, loading, and transporting compost to markets or end-users. Depending on the scale of the facility and the type of compost produced, distribution may involve bulk handling using trucks, silos, or pneumatic systems, as well as bagging operations for retail or landscaping applications. Automated bagging lines, weigh stations, and palletizers can be used to package compost in standardized units, facilitating storage, transport, and sale. Loading equipment such as conveyors, screw feeders, or front-end loaders is coordinated with transportation vehicles to optimize efficiency, minimize product loss, and ensure safety during handling. Distribution planning also accounts for logistical considerations, including route optimization, delivery scheduling, and compliance with local transportation regulations.
Environmental and safety considerations are paramount throughout handling, storage, and distribution. Dust suppression systems, enclosed conveyors, and controlled loading processes reduce airborne particulate matter, protecting workers and nearby communities. Preventing moisture fluctuations and leachate generation during storage and handling minimizes potential environmental contamination. Proper handling procedures also prevent physical damage to compost, preserving its nutrient content, texture, and usability. These systems collectively ensure that the compost reaches the market in the same high-quality condition as it left the curing and maturation section, supporting customer satisfaction and maintaining the plant’s operational reputation.
Overall, handling, storage, and distribution systems form the final critical stage of the composting process, connecting the production of stabilized compost to its delivery and use. Through efficient internal transport, carefully managed storage, and well-organized distribution operations, these systems protect the quality and consistency of the compost, reduce environmental impact, and enable the plant to meet both operational and market demands. By integrating mechanical handling equipment, controlled storage environments, and optimized logistics, a composting facility can ensure that its nutrient-rich, stable compost is delivered safely and efficiently, supporting sustainable agriculture, landscaping, and soil improvement objectives.
Handling, storage, and distribution systems are essential components in a composting plant that ensure the safe, efficient, and high-quality movement of compost from the curing and maturation area to the point of delivery or sale. Once compost has fully matured, it must be transferred carefully to prevent disruption of its stability, loss of nutrients, or contamination. Mechanical handling equipment such as conveyors, hoppers, bucket elevators, screw feeders, and front-end loaders is typically employed to move compost within the plant, enabling smooth and continuous flow from storage areas to packaging or loading zones. These systems are designed not only for efficiency but also to minimize dust generation, reduce product loss, and maintain the structural integrity of the compost, ensuring that it remains uniform in texture and moisture content throughout the handling process. Effective internal material handling is critical to maintaining operational continuity, allowing newly matured compost to be promptly stored or dispatched without bottlenecks or interruptions in production.
Storage systems play a vital role in preserving the quality and stability of compost before distribution. Compost must be protected from environmental conditions such as rain, excessive sunlight, or wind, which could alter moisture content, cause nutrient leaching, or create anaerobic conditions. Covered storage areas, roofed bays, silos, and bins are commonly used to control exposure, while passive or forced aeration systems maintain airflow and prevent anaerobic pockets. Storage planning also involves inventory management to ensure that older material is rotated efficiently, preventing over-aging and maintaining consistent quality. Proper storage helps retain the compost’s biological stability, nutrient content, and physical uniformity, guaranteeing that the final product delivered to end-users meets all regulatory and quality standards.
Distribution systems connect the composting plant to markets and customers, facilitating both bulk and packaged deliveries. Depending on the plant’s scale and the target market, compost may be handled in bulk using trucks, silos, or pneumatic systems, or packaged in bags for retail, landscaping, or horticultural applications. Automated bagging lines, palletizers, and weigh stations are often integrated to improve efficiency, maintain accurate product quantities, and ensure uniform packaging. Loading systems, including conveyors, screw feeders, or front-end loaders, are coordinated with transport vehicles to optimize turnaround times, reduce product loss during transfer, and ensure safe handling. Logistics planning also considers scheduling, route optimization, and regulatory compliance, ensuring that compost reaches customers efficiently while maintaining its quality and environmental safety.
Environmental and safety considerations are crucial across all handling, storage, and distribution operations. Dust suppression systems, enclosed conveyors, and controlled loading procedures help protect workers and surrounding communities from airborne particulates. Moisture control during storage and handling prevents leachate generation and reduces the risk of environmental contamination. Careful handling procedures preserve the physical integrity, nutrient content, and usability of the compost, ensuring it arrives in optimal condition for agricultural, landscaping, or horticultural use. These measures collectively ensure that the composting plant delivers a consistent, high-quality, and environmentally safe product to the market, supporting customer satisfaction and the plant’s operational reputation.
In essence, handling, storage, and distribution systems form the final link in the composting process, transforming stabilized, mature compost into a market-ready product while maintaining its quality, safety, and consistency. By integrating efficient internal transport, controlled storage environments, and optimized distribution logistics, these systems enable composting facilities to meet production and market demands, protect environmental resources, and ensure that nutrient-rich, stable compost is delivered effectively for use in sustainable agriculture, landscaping, and soil improvement projects.
Anaerobic Digestion (Biogas Plants)
Anaerobic digestion, the central process in biogas plants, is a biological treatment method where organic waste materials, such as food waste, agricultural residues, manure, and certain types of industrial effluents, are decomposed by microorganisms in an oxygen-free environment to produce biogas and digestate. The process relies on a complex microbial ecosystem that works in sequential stages—hydrolysis, acidogenesis, acetogenesis, and methanogenesis—to break down complex organic molecules into simpler compounds and finally generate methane-rich biogas. Biogas typically contains 50–70% methane, 25–45% carbon dioxide, and trace amounts of other gases such as hydrogen sulfide and ammonia, making it a renewable energy source that can be used for electricity, heat, or upgraded to biomethane for injection into natural gas grids. The digestate, the residual material remaining after digestion, is nutrient-rich and can be used as a soil conditioner or fertilizer, closing the loop in organic waste recycling.
Biogas plants are designed to maximize the efficiency and stability of anaerobic digestion through careful control of operational parameters such as temperature, pH, feedstock composition, retention time, and mixing. Digesters can operate under mesophilic conditions, typically around 35–40°C, or thermophilic conditions, around 50–55°C, with thermophilic digestion offering faster reaction rates and improved pathogen destruction but requiring more precise control. Feedstock is typically preprocessed to ensure particle size reduction, homogenization, and removal of contaminants that could inhibit microbial activity or damage equipment. Proper mixing is essential to maintain contact between microorganisms and substrates, prevent the formation of scum layers or sedimentation, and ensure uniform digestion throughout the tank. The organic loading rate and hydraulic retention time are carefully calculated to balance biogas production with system stability and prevent overloading that could cause acid accumulation and process failure.
Biogas collection and storage systems are integral components of a biogas plant, capturing the methane-rich gas generated during digestion and preventing leaks to the atmosphere. Gas storage can be achieved in floating covers, flexible gas holders, or pressurized storage tanks, and systems are equipped with safety features such as pressure relief valves, gas scrubbers, and monitoring sensors to manage fluctuations in gas production and composition. Biogas is then either directly utilized in combined heat and power units, burned for heat generation, or upgraded to biomethane through CO₂ and contaminant removal processes. The digestate is separated into solid and liquid fractions, each of which can be handled differently: solids are often dewatered and composted or used as fertilizer, while liquids may be stored in tanks and applied to fields as nutrient-rich irrigation.
Advanced monitoring and control systems are crucial in biogas plants to ensure safe operation, optimize energy recovery, and maintain digester stability. Parameters such as pH, temperature, volatile fatty acids, ammonia concentration, and biogas production rates are continuously measured, allowing operators to make timely adjustments to feeding rates, mixing intensity, or temperature control. Alarm systems, automated valves, and integrated SCADA platforms enable real-time responses to deviations, minimizing the risk of digester upset, overpressure events, or gas leaks. In modern biogas plants, automation and data analysis improve efficiency, maximize energy output, and allow large-scale facilities to process a wide range of organic waste streams while maintaining regulatory compliance.
Environmental benefits of anaerobic digestion are significant. By capturing methane that would otherwise be released from decomposing organic matter in landfills or open storage, biogas plants reduce greenhouse gas emissions. They also convert organic waste into valuable energy and nutrient-rich digestate, reducing dependence on fossil fuels and synthetic fertilizers. Properly designed and managed biogas plants mitigate odor, minimize leachate generation, and provide a safe, controlled environment for organic waste treatment. In this way, anaerobic digestion supports circular economy principles by transforming waste into energy and agricultural resources, contributing to sustainable waste management and renewable energy production.
In summary, anaerobic digestion in biogas plants is a highly efficient and environmentally friendly method for converting organic waste into renewable energy and nutrient-rich digestate. Through careful control of operational parameters, effective preprocessing, mixing, gas collection, and advanced monitoring, these plants produce stable, methane-rich biogas while generating valuable by-products for agriculture. Anaerobic digestion not only provides a reliable source of renewable energy but also reduces greenhouse gas emissions, recycles nutrients, and supports sustainable, circular waste management practices on a large scale.
Anaerobic digestion in biogas plants is a complex biological process in which organic materials such as food waste, agricultural residues, livestock manure, and industrial effluents are broken down by microorganisms in the absence of oxygen to produce biogas and nutrient-rich digestate. The process involves multiple microbial stages, starting with hydrolysis, where complex organic polymers are broken down into simpler sugars, amino acids, and fatty acids, followed by acidogenesis, in which these compounds are converted into volatile fatty acids, alcohols, and other intermediates. Acetogenesis then transforms these products into acetic acid, hydrogen, and carbon dioxide, which are finally converted into methane and carbon dioxide by methanogenic archaea during methanogenesis. The biogas produced typically contains 50–70% methane, 25–45% carbon dioxide, and trace gases such as hydrogen sulfide and ammonia, offering a renewable energy source that can be used for electricity generation, heat production, or upgraded to biomethane for injection into natural gas grids. The remaining digestate is rich in nutrients and can be applied to agricultural fields or used as a soil conditioner, closing the loop in sustainable organic waste management.
Efficient operation of anaerobic digestion systems depends on careful control of process parameters such as temperature, pH, feedstock composition, retention time, and mixing. Digesters can operate under mesophilic conditions, around 35–40°C, or thermophilic conditions, around 50–55°C, with thermophilic digestion providing faster reaction rates, improved pathogen destruction, and higher biogas yields but requiring stricter control to avoid process instability. Feedstock is often preprocessed to remove contaminants, reduce particle size, and ensure homogeneity, which enhances microbial access to organic material and prevents equipment damage or inhibition of microbial activity. Continuous or periodic mixing is essential to distribute microorganisms evenly, prevent sedimentation or scum formation, and maintain consistent digestion throughout the reactor. Organic loading rates and hydraulic retention times are carefully calculated to balance microbial activity and biogas production, ensuring stable operation and preventing the accumulation of acids that could upset the system.
Biogas collection and storage systems are integral to plant operation, capturing methane and preventing its release into the atmosphere. Gas storage solutions can include flexible gas holders, floating covers, or pressurized tanks, and are often equipped with safety features such as pressure relief valves, gas scrubbers, and monitoring systems to manage fluctuations in production and maintain operational safety. The collected biogas can be used directly in combined heat and power units, burned to generate heat, or upgraded to biomethane through removal of carbon dioxide and other impurities. Digestate management is another critical aspect; solid fractions are often dewatered and can be composted or used directly as fertilizer, while liquid fractions may be stored in tanks or applied to fields as nutrient-rich irrigation, providing valuable agronomic benefits and reducing the need for synthetic fertilizers.
Advanced monitoring and control systems are essential for maintaining stability, optimizing energy production, and ensuring safe operation. Sensors continuously track parameters such as temperature, pH, volatile fatty acids, ammonia levels, and gas production rates, providing real-time feedback that enables operators to make adjustments to feeding rates, mixing intensity, or temperature control. Automated valves, alarms, and integrated SCADA platforms allow rapid responses to deviations from optimal conditions, minimizing the risk of digester upset, overpressure events, or gas leaks. These systems not only enhance operational efficiency but also allow large-scale plants to process diverse organic waste streams while maintaining high levels of safety, environmental compliance, and energy recovery.
Environmental and economic benefits of anaerobic digestion in biogas plants are substantial. By capturing methane that would otherwise be released from decomposing organic matter in landfills or open storage, biogas plants significantly reduce greenhouse gas emissions. The biogas produced provides a renewable energy source that can offset fossil fuel use, while the digestate serves as a sustainable fertilizer, recycling nutrients back into agricultural soils. The controlled environment within the digester minimizes odors, prevents leachate contamination, and enables safe handling of organic waste. Through the combination of energy production, nutrient recycling, and environmental protection, anaerobic digestion embodies circular economy principles, converting organic waste into valuable resources, supporting sustainable agriculture, and contributing to renewable energy generation on both local and industrial scales.
In conclusion, anaerobic digestion in biogas plants transforms organic waste into renewable energy and nutrient-rich digestate through a carefully managed microbial process. By controlling temperature, pH, moisture, feedstock composition, and mixing, and by employing efficient gas collection, digestate handling, and advanced monitoring systems, these facilities optimize biogas production while maintaining stable, safe, and environmentally friendly operations. Anaerobic digestion not only reduces greenhouse gas emissions and recycles nutrients but also provides a reliable source of energy, demonstrating a sustainable approach to organic waste management that integrates waste treatment, energy recovery, and agricultural benefits in a circular economy framework.
Anaerobic digestion in biogas plants is a sophisticated biological process that transforms organic waste streams into renewable energy and nutrient-rich byproducts under oxygen-free conditions. Organic materials, including food waste, agricultural residues, animal manure, and certain industrial effluents, are decomposed by specialized microbial communities in sequential stages, beginning with hydrolysis, where complex carbohydrates, proteins, and fats are broken down into simpler molecules like sugars, amino acids, and fatty acids. This is followed by acidogenesis, in which these molecules are converted into volatile fatty acids, alcohols, and other intermediates, and acetogenesis, which produces acetic acid, hydrogen, and carbon dioxide. Finally, methanogenic archaea convert these intermediates into methane and carbon dioxide during methanogenesis, generating a biogas mixture that typically contains 50–70% methane and 25–45% carbon dioxide, with trace amounts of hydrogen sulfide, ammonia, and other gases. The digestate that remains after digestion is a nutrient-rich organic material that can be used as a fertilizer or soil conditioner, completing a sustainable cycle of organic waste recovery.
The efficiency of anaerobic digestion heavily depends on precise control of operational parameters. Temperature regulation is crucial, with digesters operating under mesophilic conditions around 35–40°C or thermophilic conditions around 50–55°C. Thermophilic digestion accelerates microbial activity and pathogen destruction, but it requires stricter control to prevent system instability. Feedstock preparation, including size reduction, homogenization, and removal of contaminants, is essential to ensure uniform digestion and prevent inhibitory substances from affecting microbial performance. Proper mixing within the digester is necessary to maintain even distribution of microbes and substrate, prevent scum formation or sedimentation, and optimize biogas production. Organic loading rates and hydraulic retention times are carefully balanced to maintain microbial health, avoid acid accumulation, and achieve stable, continuous biogas generation.
Biogas collection and storage are critical elements of the system, capturing methane while preventing leaks and ensuring safety. Biogas may be stored in flexible gas holders, floating covers, or pressurized tanks, and these systems are equipped with monitoring devices, safety valves, and gas scrubbing units to remove hydrogen sulfide and other impurities. Collected biogas can be used in combined heat and power units to produce electricity and heat, burned for direct thermal applications, or upgraded to biomethane for grid injection. Digestate management is equally important: solids can be dewatered and further processed into compost or used as fertilizer, while liquid fractions may be stored or applied to fields as nutrient-rich irrigation, providing significant agronomic value and minimizing environmental impact.
Modern biogas plants rely on advanced monitoring and control systems to maintain stable operation, optimize energy recovery, and prevent process failures. Continuous measurement of temperature, pH, volatile fatty acids, ammonia concentration, and gas production rates allows operators to respond quickly to deviations by adjusting feed rates, mixing schedules, or temperature control systems. Integration with SCADA platforms, automated valves, and alarm systems enables rapid intervention, reducing the risk of digester upset, overpressure events, or gas leaks. These control systems also provide valuable data for performance analysis, operational optimization, and long-term planning, enabling plants to handle varying feedstock types and volumes while maintaining efficiency, safety, and regulatory compliance.
Environmental and economic benefits of anaerobic digestion are significant, as the process captures methane that would otherwise be emitted from decomposing organic waste, reducing greenhouse gas emissions and mitigating climate impact. The production of renewable energy in the form of biogas offsets fossil fuel consumption, while the digestate recycles nutrients back into agricultural soils, reducing dependence on synthetic fertilizers. Odor management, leachate prevention, and controlled handling of organic waste further minimize environmental impacts, making biogas plants an essential component of sustainable waste management. By converting organic waste into energy and fertilizer, anaerobic digestion exemplifies circular economy principles, supporting renewable energy production, nutrient recycling, and environmental protection in a single integrated system.
In summary, anaerobic digestion in biogas plants represents a highly efficient and environmentally responsible method for processing organic waste. Through careful management of temperature, pH, moisture, feedstock quality, mixing, gas collection, and digestate handling, combined with advanced monitoring and control systems, these plants generate methane-rich biogas and nutrient-dense digestate while minimizing environmental impact and maintaining stable operation. The process not only provides renewable energy and valuable soil amendments but also demonstrates a sustainable, circular approach to organic waste management that integrates energy recovery, nutrient recycling, and environmental stewardship on both industrial and community scales.
Anaerobic digestion in biogas plants is a comprehensive biological process that converts organic waste into renewable energy and valuable byproducts through the activity of specialized microorganisms operating in the absence of oxygen. Organic materials such as agricultural residues, food waste, livestock manure, and certain industrial effluents are fed into digesters, where they undergo a series of microbial processes, including hydrolysis, acidogenesis, acetogenesis, and methanogenesis. During hydrolysis, complex carbohydrates, proteins, and fats are broken down into simple sugars, amino acids, and fatty acids, which are then converted in acidogenesis to volatile fatty acids, alcohols, and other intermediates. Acetogenesis transforms these compounds into acetic acid, hydrogen, and carbon dioxide, which methanogenic archaea finally convert into methane and carbon dioxide, producing biogas rich in energy content. The digestate, the remaining material after digestion, is nutrient-dense and can be applied to agricultural fields as a soil amendment or fertilizer, completing a sustainable nutrient recycling cycle.
The performance and stability of anaerobic digestion rely on precise control of operational conditions such as temperature, pH, organic loading rate, hydraulic retention time, and mixing intensity. Digesters typically operate under mesophilic conditions around 35–40°C or thermophilic conditions around 50–55°C, with thermophilic systems offering faster digestion rates and improved pathogen reduction but requiring tighter monitoring to maintain stability. Preprocessing of feedstock—including particle size reduction, homogenization, and removal of contaminants—is crucial to prevent inhibition of microbial activity, improve substrate accessibility, and reduce the risk of mechanical or chemical interference within the digester. Proper mixing ensures even distribution of microorganisms and substrates, prevents sedimentation or scum formation, and enhances contact between microbes and organic matter, supporting consistent biogas production throughout the system. The organic loading rate and hydraulic retention time are carefully balanced to maintain microbial activity and prevent acid accumulation that could destabilize the digestion process, ensuring continuous and efficient biogas generation.
Biogas collection, storage, and utilization are central to plant operation, capturing methane while minimizing emissions and ensuring safe handling. Gas may be stored in flexible gas holders, floating covers, or pressurized tanks equipped with monitoring systems, pressure relief valves, and gas scrubbing units to remove contaminants such as hydrogen sulfide and moisture. Collected biogas can be used for electricity generation in combined heat and power units, burned for direct thermal energy, or upgraded to biomethane for use in natural gas grids. Digestate management is equally critical; solid fractions are often dewatered and processed for use as fertilizer or soil conditioner, while liquid fractions may be stored in tanks and applied as nutrient-rich irrigation. These handling systems not only preserve the quality and nutrient content of the digestate but also prevent environmental contamination and optimize the recycling of resources.
Advanced monitoring and control systems are indispensable in modern biogas plants to maintain operational efficiency, optimize energy recovery, and safeguard the process from disturbances. Sensors continuously measure temperature, pH, volatile fatty acids, ammonia concentration, and biogas production rates, providing real-time data for precise control. Automated feeding systems, mixers, valves, and SCADA platforms enable rapid adjustments to feeding rates, aeration, or mixing intensity in response to process fluctuations, preventing digester upset, overpressure, or gas leaks. Historical data logging and trend analysis further allow operators to identify inefficiencies, optimize throughput, and plan maintenance schedules, enhancing the plant’s overall reliability and energy yield.
The environmental and economic advantages of anaerobic digestion are substantial. By capturing methane that would otherwise be released from decomposing organic waste, biogas plants significantly reduce greenhouse gas emissions. The renewable energy generated displaces fossil fuel consumption, while the digestate returns nutrients to agricultural soils, reducing dependence on synthetic fertilizers and enhancing soil health. Controlled digestion minimizes odors, prevents leachate contamination, and allows safe management of diverse organic waste streams. In this way, anaerobic digestion aligns with circular economy principles, converting waste into energy and valuable soil amendments while promoting sustainable agriculture and renewable energy production.
In essence, anaerobic digestion in biogas plants is a highly efficient and environmentally responsible method for transforming organic waste into biogas and nutrient-rich digestate. By integrating careful feedstock preparation, precise control of temperature, pH, and retention times, effective mixing, biogas collection, digestate management, and advanced monitoring systems, these plants achieve stable, high-yield operation. The process not only produces renewable energy and valuable fertilizers but also reduces environmental impacts, supports sustainable waste management, and exemplifies a circular approach that combines energy recovery, nutrient recycling, and ecological stewardship on a large scale.
Waste-to-Energy (WtE) Incineration Plants
Waste-to-Energy (WtE) incineration plants are advanced facilities designed to convert municipal solid waste (MSW) and other combustible waste streams into usable energy in the form of electricity, heat, or combined heat and power (CHP) while reducing the volume of waste that would otherwise require landfill disposal. These plants operate on the principle of controlled combustion, where organic components of waste are oxidized at high temperatures, typically ranging from 850°C to 1,200°C, producing thermal energy, flue gases, and residual ash. The combustion process is carefully managed to ensure complete oxidation of combustible materials, minimize pollutant formation, and maximize energy recovery. The energy generated can be harnessed through boilers and steam turbines to produce electricity or district heating, making WtE plants a key technology in sustainable waste management and renewable energy production, particularly in urban areas with limited landfill capacity.
A WtE incineration plant is designed with several interconnected systems to ensure efficient combustion, energy recovery, and environmental compliance. The waste reception and storage area serves as the first point of contact, where incoming waste is unloaded, inspected, and temporarily stored before feeding into the combustion system. Mechanical handling equipment such as cranes, hoppers, and conveyors facilitate the movement of waste to feeding systems while reducing manual labor and maintaining operational safety. Waste is typically homogenized and, in some cases, shredded to improve combustion efficiency and ensure uniform feed into the furnace. The combustion chamber or furnace is the heart of the WtE plant, where carefully controlled air injection, temperature regulation, and residence time guarantee thorough combustion. Modern systems employ multiple-stage combustion or fluidized bed technologies to optimize thermal efficiency, reduce unburned residues, and control emissions.
Energy recovery in WtE plants occurs primarily through heat exchangers or boilers, where the thermal energy from combustion is transferred to water to produce high-pressure steam. This steam is then routed to steam turbines connected to generators for electricity production or to district heating networks for thermal energy distribution. Combined heat and power systems maximize overall plant efficiency by utilizing both electrical and thermal outputs, often achieving overall energy conversion efficiencies between 25% and 40% for electricity and up to 80% when heat is also utilized. Flue gas treatment systems are a critical component, designed to capture and neutralize pollutants such as particulate matter, nitrogen oxides, sulfur oxides, hydrogen chloride, and trace heavy metals. Technologies such as electrostatic precipitators, baghouse filters, selective catalytic reduction, and dry or wet scrubbers are integrated to ensure emissions comply with stringent environmental regulations and minimize impact on air quality.
The ash handling system deals with two primary types of residues: bottom ash collected from the furnace floor and fly ash captured from flue gas treatment. Bottom ash typically contains inert materials and can be processed for use in construction or road building after metal recovery, whereas fly ash is more toxic and requires careful stabilization and disposal in specialized landfills. Both ash streams are managed to minimize environmental contamination and allow recovery of metals and other materials where feasible. Advanced monitoring and control systems are essential in WtE plants to maintain combustion stability, optimize energy output, and ensure environmental compliance. Continuous sensors track temperature, oxygen levels, flue gas composition, and boiler performance, enabling automated adjustments to feed rates, air injection, and combustion parameters while providing real-time alerts for any deviations.
Waste-to-Energy incineration plants provide significant environmental and economic benefits. By converting waste into energy, they reduce reliance on landfills, decrease greenhouse gas emissions from decomposing waste, and provide a stable source of renewable energy. WtE plants also facilitate resource recovery through the extraction of metals from ash and can complement recycling programs by handling non-recyclable residual waste streams. Properly designed and operated facilities control emissions effectively, minimize odors, and ensure safe handling of both solid and gaseous byproducts. They play a critical role in urban waste management strategies, integrating energy production with sustainable disposal practices and supporting the transition to a circular economy.
In conclusion, Waste-to-Energy incineration plants represent a technologically advanced and environmentally responsible approach to waste management, turning municipal and industrial waste into electricity and heat while reducing landfill dependency. Through controlled combustion, efficient energy recovery, robust flue gas treatment, and careful ash management, these plants maximize energy output, ensure regulatory compliance, and minimize environmental impact. By integrating advanced handling systems, sophisticated monitoring and control, and emissions management, WtE facilities provide a reliable, sustainable solution for converting waste into valuable energy and supporting modern urban waste management and circular economy objectives.
Waste-to-Energy (WtE) incineration plants are sophisticated facilities designed to convert municipal solid waste and other combustible waste streams into electricity, heat, or combined heat and power, simultaneously reducing the volume of waste destined for landfills. These plants operate by subjecting waste to high-temperature combustion, typically between 850°C and 1,200°C, in a controlled environment that ensures complete oxidation of organic materials while minimizing the formation of pollutants. The thermal energy generated from this process is captured in boilers and converted into high-pressure steam, which can then drive turbines to produce electricity or provide heat for district heating networks, making WtE plants a key technology in urban waste management and renewable energy generation. The controlled nature of the combustion process allows operators to maximize energy recovery, maintain stable operation, and handle a wide variety of waste types, including non-recyclable materials, thus supporting sustainable waste disposal strategies.
In a WtE incineration plant, the waste reception and storage area serves as the initial stage, where incoming waste is unloaded, inspected, and temporarily stored before being conveyed to the furnace. Mechanical handling systems such as cranes, hoppers, shredders, and conveyors facilitate the movement and homogenization of waste, improving combustion efficiency and ensuring a steady and uniform feed to the combustion chamber. The furnace itself is the heart of the plant, where combustion is carefully controlled through precise air injection, temperature regulation, and residence time management. Modern facilities may utilize multiple-stage combustion or fluidized bed technology to optimize fuel burn, minimize unburned residues, and enhance energy extraction while controlling emissions. Advanced monitoring systems continuously track key parameters such as furnace temperature, oxygen concentration, and flue gas composition to maintain process stability and prevent operational disruptions.
Energy recovery in WtE plants is achieved primarily through heat transfer to water in boilers, generating high-pressure steam that drives turbines for electricity production or supplies thermal energy for heating systems. Combined heat and power configurations maximize overall plant efficiency, often reaching 25–40% electrical conversion efficiency and up to 80% when heat is also utilized. Flue gas treatment is a critical component, employing technologies such as electrostatic precipitators, baghouse filters, selective catalytic reduction, and dry or wet scrubbers to remove particulate matter, nitrogen oxides, sulfur oxides, hydrogen chloride, and trace metals. These systems ensure that emissions meet strict environmental regulations, protecting air quality and minimizing the environmental footprint of the plant.
Ash handling systems manage the solid residues generated by combustion, including bottom ash from the furnace floor and fly ash captured from flue gas treatment. Bottom ash typically contains inert materials and can be processed for construction or road-building applications, while fly ash is more toxic and requires careful stabilization and disposal in specialized landfills. Both types of ash often undergo metal recovery processes to extract ferrous and non-ferrous metals, contributing to resource recovery and circular economy practices. Proper handling of ash is essential to prevent environmental contamination and to recover value from residual materials, reinforcing the sustainability of WtE operations.
Advanced control and monitoring systems are essential to ensure safe, efficient, and compliant operation of WtE incineration plants. Continuous real-time monitoring of furnace conditions, flue gas composition, boiler performance, and emissions allows automated systems to adjust feed rates, air supply, and combustion parameters to maintain optimal performance. These systems also provide critical data for performance analysis, preventive maintenance, and regulatory reporting, enabling operators to respond quickly to deviations and maintain safe plant operation. By integrating monitoring, control, and automation, WtE facilities achieve reliable energy production, high operational efficiency, and environmental compliance.
Waste-to-Energy incineration plants offer substantial environmental and economic benefits by reducing landfill use, mitigating greenhouse gas emissions from decomposing waste, and generating renewable energy. They complement recycling programs by processing non-recyclable residual waste, recovering metals from ash, and producing energy from materials that would otherwise contribute to environmental burden. Properly designed and managed plants control odors, minimize pollutants, and safely handle both solid and gaseous byproducts. By converting waste into usable energy while reducing environmental impact, WtE incineration plants support sustainable urban waste management strategies, contribute to renewable energy generation, and exemplify circular economy principles through resource recovery and energy efficiency.
In essence, WtE incineration plants represent a technologically advanced and environmentally responsible solution for modern waste management, transforming municipal and industrial waste into electricity, heat, and valuable byproducts. Through precise control of combustion, efficient energy recovery, sophisticated flue gas treatment, careful ash management, and integrated monitoring and control systems, these plants provide a reliable and sustainable method for handling non-recyclable waste while supporting renewable energy generation, resource recovery, and urban environmental sustainability.
Waste Reception and Storage Area
This is the initial stage of the plant where incoming municipal solid waste (MSW) or industrial waste is unloaded, inspected, and temporarily stored. Mechanical handling systems such as cranes, hoppers, conveyors, and shredders are used to move, homogenize, and prepare the waste for feeding into the combustion system. Proper storage ensures a continuous and uniform supply of waste to the furnace, enhancing combustion efficiency and operational stability.
Waste Feeding System
The feeding system transports waste from the reception area into the combustion chamber. Depending on the plant design, waste may be fed via moving grates, screw feeders, or hydraulic pushers. This system is designed to control the flow of waste, prevent blockages, and ensure uniform combustion by providing a consistent feed rate into the furnace.
Combustion Chamber / Furnace
The combustion chamber is the core component of the WtE plant where the actual incineration takes place. Waste is burned at high temperatures, typically between 850°C and 1,200°C, under controlled conditions to ensure complete oxidation of combustible materials. Modern plants may use multiple-stage combustion or fluidized bed technology to optimize efficiency, reduce unburned residues, and minimize pollutant formation.
Boiler and Energy Recovery System
The thermal energy generated during combustion is captured in boilers where water is converted into high-pressure steam. This steam can drive turbines to produce electricity or supply district heating networks in a combined heat and power (CHP) configuration. The energy recovery system is critical to maximizing plant efficiency and converting waste into usable energy.
Flue Gas Treatment System
Flue gas treatment removes pollutants from the gases generated during combustion. Technologies such as electrostatic precipitators, baghouse filters, selective catalytic reduction (SCR), and dry or wet scrubbers are used to capture particulate matter, nitrogen oxides, sulfur oxides, hydrogen chloride, and trace metals. This system ensures compliance with environmental regulations and protects air quality.
Ash Handling System
The ash handling system manages the solid residues produced by combustion. Bottom ash collected from the furnace floor can be processed for construction or road-building applications, while fly ash from flue gas treatment is more toxic and requires stabilization and disposal in specialized landfills. Metal recovery from both ash streams is often performed to support recycling and circular economy principles.
Monitoring and Control System
Advanced monitoring and control systems oversee all operational parameters, including furnace temperature, oxygen levels, flue gas composition, boiler performance, and emissions. These systems allow automated adjustments to optimize combustion, maintain energy recovery efficiency, and ensure environmental compliance. Real-time monitoring also provides data for performance analysis, maintenance planning, and safety management.
Energy Distribution System
This system delivers the energy produced by the WtE plant, either as electricity through grid connections or as thermal energy for district heating. Proper integration of turbines, generators, and heat exchangers ensures efficient transfer and utilization of the energy produced.
These main parts work together to ensure that a WtE incineration plant operates efficiently, safely, and in compliance with environmental regulations while converting waste into usable energy and minimizing landfill dependency.
Waste Reception and Storage Area
The Waste Reception and Storage Area is the first and one of the most critical components of a Waste-to-Energy (WtE) incineration plant, serving as the initial point of contact for incoming municipal solid waste (MSW) or industrial waste. In this area, waste is unloaded from collection vehicles, inspected for prohibited or hazardous materials, and temporarily stored before being fed into the combustion system. Proper design and organization of this area are essential for ensuring a continuous, uniform supply of waste to the furnace, which is vital for stable combustion and optimal energy recovery.
Mechanical handling systems play a central role in the reception and storage area. Cranes, grabbers, and hydraulic loaders are commonly used to move large volumes of waste from delivery trucks to storage bunkers or hoppers. Conveyors transport waste efficiently within the facility, while shredders or homogenizers may be employed to reduce particle size, mix heterogeneous waste streams, and improve combustibility. These processes enhance combustion efficiency, reduce blockages in the feeding system, and help maintain a consistent energy output from the plant.
Storage areas are designed to accommodate fluctuations in waste delivery, seasonal variations in waste composition, and operational downtime in downstream processes. Covered storage or enclosed bunkers are often used to protect waste from environmental conditions such as rain or wind, which could affect moisture content and combustion efficiency. Adequate ventilation is also necessary to reduce odors, prevent the accumulation of harmful gases, and maintain safe working conditions for personnel.
Safety and operational efficiency are key considerations in the waste reception and storage area. Equipment is designed to handle large volumes of waste safely, minimizing manual handling and reducing the risk of accidents. Fire detection and suppression systems may also be installed to address the risk of spontaneous combustion or smoldering waste. By providing a controlled and well-organized environment for waste reception, storage, and preliminary processing, this area ensures that the WtE plant receives a consistent and reliable feedstock, which is essential for stable combustion, optimal energy recovery, and environmentally compliant operation.
The Waste Reception and Storage Area in a Waste-to-Energy (WtE) incineration plant is a vital component that sets the foundation for the entire waste-to-energy process, serving as the first point of contact for all incoming municipal solid waste and industrial refuse. In this area, waste is unloaded from collection vehicles and thoroughly inspected to remove hazardous or non-combustible materials that could interfere with the incineration process or damage equipment. Once inspected, the waste is temporarily stored in designated bunkers or storage zones designed to accommodate fluctuations in delivery volumes, seasonal variations in waste composition, and operational needs downstream. Proper storage ensures a continuous and uniform feed to the combustion system, which is essential for maintaining stable furnace temperatures, achieving complete combustion, and optimizing energy recovery.
Mechanical handling systems are central to the efficiency and safety of the reception and storage area. Large-capacity cranes, hydraulic grabbers, and front-end loaders are used to move incoming waste from delivery trucks into storage bunkers or onto conveyor systems. Conveyors then transport the waste to shredders, homogenizers, or hoppers that reduce particle size and mix heterogeneous waste streams, creating a more uniform feedstock that enhances combustion efficiency. This preprocessing also reduces the risk of blockages in the feeding system and ensures consistent energy output from the plant. The storage area is often enclosed or covered to protect waste from environmental exposure, maintaining optimal moisture levels that influence combustion performance. Adequate ventilation and odor control measures are implemented to maintain air quality and create safe working conditions for plant personnel, while dust suppression systems prevent airborne particulate contamination.
Safety and operational efficiency are paramount in the waste reception and storage area. Equipment is designed to handle large volumes of waste safely, reducing the need for manual handling and minimizing the risk of accidents or injuries. Fire detection and suppression systems are typically installed to address the risk of smoldering waste or spontaneous combustion, which can occur in large, densely packed waste piles. Additionally, the layout of the reception area is carefully planned to allow smooth flow of trucks, efficient unloading, and rapid transfer of waste to the furnace, minimizing downtime and ensuring uninterrupted operation. By providing a controlled, well-organized, and safe environment for the receipt, inspection, storage, and preliminary processing of waste, this area plays a critical role in ensuring the stability, efficiency, and environmental compliance of the entire Waste-to-Energy incineration process.
The Waste Reception and Storage Area is a foundational element of a Waste-to-Energy (WtE) incineration plant, serving as the first interface between the facility and incoming municipal solid waste or industrial refuse. In this area, waste is offloaded from collection vehicles and carefully inspected to remove hazardous materials, bulky objects, or items that could damage downstream equipment or interfere with combustion efficiency. Once sorted, the waste is temporarily stored in large bunkers, silos, or open but controlled storage zones, allowing the plant to accommodate variations in delivery volume, seasonal waste composition, and operational scheduling. This temporary storage is crucial for maintaining a continuous and stable feed to the combustion system, which directly impacts furnace performance, combustion efficiency, and overall energy recovery. The design and layout of the storage area are therefore critical, as they must support smooth material flow, prevent blockages, and enable quick access for handling equipment.
Mechanical handling and material transfer systems dominate the operations within the reception and storage area. Cranes, hydraulic grabbers, front-end loaders, and other heavy machinery move waste from trucks into storage bunkers or onto conveyor systems that transport it toward shredders or hoppers for preprocessing. Shredding and homogenization reduce particle size and create a more uniform waste mixture, which improves combustion characteristics, enhances energy recovery, and reduces the risk of clogging or incomplete burning in the furnace. Conveyors and automated feeding systems ensure that waste moves efficiently from storage to the furnace, allowing the plant to operate continuously without interruptions. The storage area is often covered or enclosed to protect waste from weather conditions such as rain, wind, or extreme temperatures, which could affect moisture content and, consequently, the efficiency of combustion. Ventilation systems, odor control measures, and dust suppression mechanisms are integrated to maintain a safe and healthy environment for plant personnel and to prevent environmental contamination.
Safety and operational reliability are major priorities in the waste reception and storage area. Equipment is designed to handle large volumes of waste efficiently while minimizing manual handling, reducing the risk of accidents, and ensuring worker safety. Fire detection and suppression systems are often installed to mitigate the risk of spontaneous combustion or smoldering waste piles, which can occur in densely packed or high-moisture waste. The layout of the area is optimized for the smooth movement of waste trucks, quick unloading, and efficient transfer to the furnace feed system, minimizing bottlenecks and downtime. By ensuring that waste is properly inspected, stored, and prepared before entering the combustion chamber, the reception and storage area guarantees a stable, high-quality feedstock that supports efficient energy recovery, safe operation, and environmental compliance. This area is therefore not just a holding space but a critical operational hub that influences the performance and sustainability of the entire WtE incineration plant.
The Waste Reception and Storage Area in a Waste-to-Energy (WtE) incineration plant serves as the initial gateway for all incoming municipal solid waste and industrial refuse, functioning as both a staging area and a preliminary processing hub. Waste delivered by collection vehicles is first unloaded and inspected for hazardous materials, oversized items, or contaminants that could damage downstream equipment or interfere with combustion. Once cleared, the waste is temporarily stored in bunkers, silos, or other controlled storage zones, which are designed to accommodate fluctuations in delivery volume, seasonal variations in waste composition, and operational scheduling. This temporary storage is critical for ensuring a continuous and uniform feed to the combustion system, which directly affects furnace stability, combustion efficiency, and energy recovery rates. The design of this area must facilitate smooth material flow, rapid access for handling equipment, and safe operation for personnel while also providing adequate capacity to manage peak waste loads or temporary interruptions in downstream processes.
Mechanical handling systems dominate operations in the reception and storage area, enabling the efficient movement and preparation of waste for combustion. Heavy equipment such as cranes, hydraulic grabbers, and front-end loaders transfer waste from delivery vehicles into storage bunkers or onto conveyors that transport it toward shredders, hoppers, or homogenizers. Shredding reduces particle size, homogenization ensures a more uniform waste mixture, and preliminary sorting can remove non-combustible materials, all of which contribute to more efficient and consistent combustion in the furnace. Conveyors and automated feeding systems ensure that waste moves smoothly from storage to the furnace, maintaining a steady feed rate and preventing operational bottlenecks. Covering or enclosing storage areas protects waste from environmental factors such as rain, wind, or extreme temperatures, which can affect moisture content and combustion quality, while ventilation, dust suppression, and odor control systems maintain safe and healthy working conditions for staff and prevent environmental contamination.
Safety and operational reliability are central to the functionality of the waste reception and storage area. Equipment is designed to handle high volumes of waste efficiently while minimizing manual handling, reducing the risk of accidents, and supporting continuous operation. Fire detection and suppression systems are typically installed to address the risk of smoldering waste or spontaneous combustion in densely packed storage areas. The layout of the reception and storage zone is carefully planned to allow smooth traffic flow for waste collection vehicles, efficient unloading, and rapid transfer of waste to the furnace feed system, minimizing downtime and maintaining consistent energy production. By providing a controlled, well-organized environment for receiving, inspecting, storing, and partially processing waste, the reception and storage area plays a critical role in ensuring the stability, efficiency, and environmental compliance of the entire WtE incineration plant. It is not simply a holding space but a dynamic operational hub that directly influences the quality of combustion, the reliability of energy recovery, and the overall performance and sustainability of the facility.
Waste Feeding System
The Waste Feeding System in a Waste-to-Energy (WtE) incineration plant is a critical component that ensures the continuous and controlled transfer of waste from the reception and storage area into the combustion chamber. Its primary function is to deliver a consistent and uniform feedstock to the furnace, which is essential for maintaining stable combustion temperatures, optimizing energy recovery, and minimizing the formation of pollutants. Waste feeding systems are designed to handle the wide variability in waste composition, density, and moisture content typical of municipal solid waste, as well as non-recyclable industrial residues, ensuring that the combustion process operates efficiently and reliably.
The feeding system typically consists of a combination of mechanical conveyors, hoppers, pushers, and in some designs, screw feeders or hydraulic ram systems that transport waste into the furnace in measured quantities. Moving grates or continuous feed systems are often used to control the rate at which waste enters the combustion chamber, allowing operators to regulate the energy output and adjust to fluctuations in waste calorific value. Shredders or macerators are sometimes integrated into the feeding system to reduce particle size and homogenize the waste mixture, which improves combustion efficiency and reduces the risk of blockages or uneven burning in the furnace. The system is designed to handle high volumes of waste safely while minimizing manual intervention, reducing the risk of accidents, and maintaining smooth, uninterrupted operation.
Advanced waste feeding systems are equipped with automated control mechanisms that monitor waste flow, feed rate, and furnace conditions in real time. Sensors and feedback loops allow the system to adjust feeding speed or volume in response to changes in combustion temperature, oxygen concentration, or steam demand, optimizing energy output and maintaining operational stability. These control systems also help prevent overfeeding or underfeeding, which could lead to incomplete combustion, excessive emissions, or damage to the furnace lining. Integration with plant-wide monitoring and SCADA systems ensures coordinated operation with other subsystems such as combustion air injection, boiler operation, and flue gas treatment, allowing for precise management of energy recovery and emission control.
Safety and reliability are central considerations in the design of waste feeding systems. Fire detection systems, emergency stop mechanisms, and robust mechanical design help prevent accidents, particularly in areas where waste is compressed, pushed, or moved into the furnace under high pressure. The layout of the feeding system is engineered to provide clear access for maintenance and cleaning, while also minimizing exposure of personnel to hazardous gases, dust, or heat. By delivering a steady, controlled stream of waste into the combustion chamber, the waste feeding system ensures that the WtE plant operates at optimal efficiency, maintains stable energy production, and complies with environmental regulations, making it a vital link between waste reception and the energy recovery process.
Overall, the Waste Feeding System is not merely a conveyor of material but a sophisticated, integrated mechanism that balances operational efficiency, safety, and environmental performance. Its ability to manage variable waste streams, maintain consistent combustion, and interact with other plant systems directly influences the reliability and effectiveness of energy recovery, the stability of furnace operation, and the overall sustainability of a Waste-to-Energy incineration plant.
The Waste Feeding System in a Waste-to-Energy (WtE) incineration plant plays a pivotal role in ensuring that the plant operates efficiently, safely, and continuously by delivering a steady and controlled stream of waste from the reception and storage area into the combustion chamber. Since municipal solid waste and industrial refuse are highly heterogeneous in composition, density, and moisture content, the feeding system must be capable of handling significant variability while maintaining a uniform supply to the furnace. A stable feed is essential for maintaining consistent combustion temperatures, maximizing energy recovery, and minimizing the production of pollutants such as carbon monoxide, unburned hydrocarbons, and particulate matter. Any disruption or uneven feeding can lead to incomplete combustion, reduced efficiency, and increased wear on furnace components, making the feeding system a critical link between waste reception and energy generation.
Mechanical conveyors, hoppers, pushers, and hydraulic or screw feeding systems form the core of the waste feeding infrastructure. These mechanisms move waste efficiently from storage bunkers to the furnace while allowing operators to control the feed rate in real time. Some designs incorporate shredders or macerators to reduce particle size and homogenize the waste mixture, which enhances combustibility, reduces the risk of blockages, and promotes even heat distribution in the furnace. Moving grates or continuous feed systems are often employed to maintain a precise and adjustable flow of waste into the combustion chamber, providing flexibility to respond to fluctuations in calorific value, moisture content, and composition. By ensuring a continuous and regulated feed, the system supports stable combustion and optimal energy recovery throughout the plant’s operation.
Modern waste feeding systems are integrated with advanced monitoring and automated control mechanisms that allow precise regulation of feed rate, flow, and material distribution based on real-time measurements from the furnace and boiler. Sensors track furnace temperature, oxygen levels, and steam production, providing feedback that enables the system to adjust waste input automatically. This automation prevents overfeeding, which could cause smoldering or incomplete combustion, and underfeeding, which would lower energy output and efficiency. Integration with SCADA systems and plant-wide monitoring platforms ensures that the feeding system operates in harmony with combustion air supply, boiler performance, and flue gas treatment, allowing seamless coordination across the entire WtE facility.
Safety is a primary concern in the waste feeding process, as the handling of combustible and sometimes hazardous materials carries inherent risks. Fire detection systems, emergency stops, and mechanical interlocks are implemented to prevent accidents, while robust equipment design ensures reliable operation under high loads and variable waste characteristics. The layout of the feeding system allows safe access for inspection, maintenance, and cleaning, minimizing personnel exposure to dust, gases, and heat. By providing a consistent, controlled, and safe transfer of waste into the furnace, the feeding system ensures that the WtE plant maintains stable combustion, achieves high energy efficiency, and meets environmental regulations, making it a critical operational hub for sustainable waste-to-energy conversion.
Ultimately, the Waste Feeding System is far more than a simple conveyor mechanism; it is a sophisticated, integrated part of the WtE process that directly affects plant efficiency, reliability, and environmental performance. Its ability to handle variable waste streams, maintain consistent furnace loading, and interact with automated monitoring and control systems ensures that energy recovery is maximized, emissions are minimized, and the plant operates safely and continuously. The feeding system is therefore a key component that bridges waste reception and combustion, enabling the WtE plant to transform heterogeneous waste materials into reliable renewable energy.
The Waste Feeding System in a Waste-to-Energy (WtE) incineration plant is a central element that ensures the continuous and controlled movement of waste from the reception and storage area into the combustion chamber, and its performance has a direct impact on the stability, efficiency, and environmental compliance of the entire plant. Given the heterogeneous nature of municipal solid waste, which includes variable amounts of paper, plastics, organics, metals, and non-combustible materials, the feeding system must be robust and adaptable to handle differences in density, moisture content, and calorific value while maintaining a uniform flow into the furnace. A consistent feed is critical to sustaining high combustion temperatures, achieving complete oxidation of combustible materials, minimizing the formation of pollutants, and maximizing the energy that can be recovered in the form of electricity or heat. Any interruptions, surges, or inconsistencies in feeding can lead to uneven combustion, increased emissions, and mechanical strain on the furnace and downstream equipment.
Mechanical components such as conveyors, hoppers, pushers, hydraulic rams, and screw feeders are commonly employed to transport waste efficiently and safely from storage bunkers to the furnace. Some systems incorporate shredders, grinders, or homogenizers to reduce particle size and ensure a more uniform mixture, which improves combustibility, reduces the risk of clogging, and facilitates even heat distribution within the combustion chamber. Continuous feed systems or moving grates are often used to control the volume and rate of waste entering the furnace, allowing operators to adjust feeding in real time based on variations in waste composition or changes in energy demand. By maintaining a steady and measured input, these systems help optimize thermal efficiency, stabilize steam production, and ensure consistent energy output from the plant.
Modern waste feeding systems are integrated with sophisticated control and monitoring technologies that enhance operational reliability and efficiency. Sensors continuously track parameters such as furnace temperature, oxygen concentration, flue gas composition, and steam output, feeding data into automated control systems that adjust feed rates, conveyor speeds, or pusher activity to maintain optimal combustion conditions. This level of automation helps prevent overfeeding, which could cause smoldering, incomplete combustion, or mechanical blockages, as well as underfeeding, which would reduce energy recovery and plant efficiency. Integration with SCADA and plant-wide control systems enables the feeding mechanism to work in coordination with combustion air systems, boilers, flue gas treatment units, and energy recovery components, ensuring that the plant operates as a fully synchronized and efficient energy conversion system.
Safety is a primary consideration in the design and operation of waste feeding systems due to the combustible and often heterogeneous nature of the waste. Fire detection and suppression systems, emergency stops, and mechanical interlocks are standard features that help protect equipment and personnel from the risk of fires or accidents. The physical layout is designed to allow safe access for maintenance, cleaning, and inspection while minimizing personnel exposure to dust, toxic gases, or extreme temperatures. By combining robust mechanical design, automated control, and safety features, the feeding system provides a reliable and secure means of delivering waste to the furnace, which is essential for the continuous and efficient operation of the WtE plant.
In essence, the Waste Feeding System is not merely a conveyor of materials but a highly integrated operational hub that links waste reception with combustion, directly influencing energy recovery, furnace stability, and environmental performance. Its ability to manage variable waste streams, maintain a controlled and consistent feed, and operate in harmony with monitoring, control, and safety systems ensures that the plant can produce energy efficiently, minimize emissions, and operate safely over the long term. By optimizing the delivery of waste into the combustion chamber, the feeding system plays a fundamental role in the sustainability, reliability, and overall success of a Waste-to-Energy incineration facility.
The Waste Feeding System in a Waste-to-Energy (WtE) incineration plant is a fundamental component that directly influences the operational stability, efficiency, and energy output of the facility. It is responsible for transferring waste from the reception and storage area into the combustion chamber in a controlled and continuous manner, ensuring that the furnace receives a uniform and consistent feed. Because municipal solid waste and industrial refuse are highly heterogeneous in composition, moisture content, density, and calorific value, the feeding system must be capable of handling significant variability while maintaining a steady supply. The uniformity of the feed is critical for sustaining optimal combustion temperatures, maximizing energy recovery, and minimizing the formation of pollutants such as carbon monoxide, dioxins, and particulate matter. Any interruptions, surges, or inconsistencies in feeding can lead to unstable combustion, reduced efficiency, increased emissions, and accelerated wear on furnace components, highlighting the centrality of this system to the overall WtE process.
Mechanical and hydraulic equipment forms the backbone of the waste feeding system, including conveyors, hoppers, pushers, hydraulic rams, screw feeders, and moving grate systems that regulate the flow of waste into the furnace. Shredders or macerators are often incorporated to reduce particle size and homogenize the waste mixture, which enhances combustibility and ensures more uniform heat distribution in the combustion chamber. By creating a consistent and manageable feedstock, the feeding system reduces the risk of blockages, uneven burning, or the formation of hot and cold spots in the furnace, all of which can impact energy production and operational reliability. Continuous feed designs allow the system to respond dynamically to changes in waste composition or calorific value, ensuring that combustion remains efficient and energy recovery remains high.
Automation and advanced monitoring systems are integral to modern waste feeding operations, providing real-time control and feedback to maintain consistent performance. Sensors monitor furnace temperature, oxygen levels, flue gas composition, and steam generation, feeding this data into control algorithms that adjust feed rates, conveyor speeds, and pusher activity. This integration prevents overfeeding, which could cause smoldering or incomplete combustion, and underfeeding, which would reduce energy output and overall efficiency. Feeding systems are often connected to plant-wide SCADA platforms, coordinating with combustion air injection, boiler operation, and flue gas treatment systems to optimize plant performance while ensuring environmental compliance. This level of automation not only maximizes energy efficiency but also enhances operational safety and reduces the need for manual intervention.
Safety considerations are paramount in the design and operation of waste feeding systems. Fire detection and suppression equipment, emergency stops, and mechanical interlocks protect both personnel and machinery from the hazards associated with combustible materials and high temperatures. The layout of feeding components is engineered to facilitate maintenance, inspection, and cleaning while minimizing personnel exposure to dust, toxic gases, or moving machinery. By providing a controlled, safe, and efficient mechanism for introducing waste into the combustion chamber, the feeding system ensures that the WtE plant operates continuously, produces stable energy output, and complies with environmental regulations.
Ultimately, the Waste Feeding System is far more than a simple mechanism for transporting material—it is a highly sophisticated and integrated hub that links waste reception to energy generation. Its ability to manage variable waste streams, maintain consistent furnace loading, and operate in harmony with automated monitoring and control systems determines the efficiency, reliability, and environmental performance of the entire plant. By ensuring that the furnace receives a steady, uniform feed, the waste feeding system supports optimal combustion, maximizes energy recovery, and plays a critical role in the sustainable operation of a Waste-to-Energy incineration facility.
Combustion Chamber / Furnace
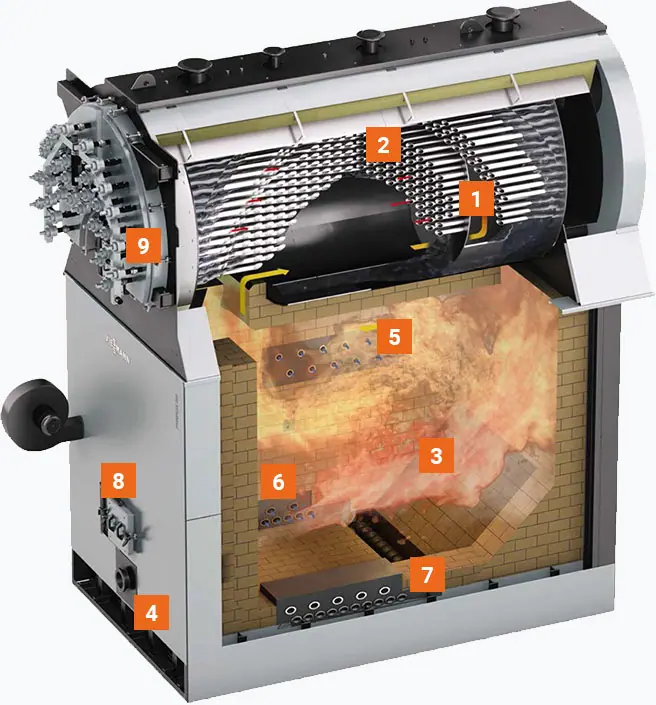
The Combustion Chamber, or furnace, is the core component of a Waste-to-Energy (WtE) incineration plant and represents the heart of the energy recovery process, where municipal solid waste or industrial refuse is transformed into thermal energy through controlled combustion. In this high-temperature environment, typically ranging from 850°C to 1,200°C, organic materials in the waste are oxidized to release heat, while inorganic components remain as residual ash. The furnace is designed to ensure complete combustion of the feedstock, minimizing unburned residues and reducing the formation of pollutants such as carbon monoxide, dioxins, furans, and particulate matter. The design and operation of the combustion chamber directly influence the efficiency of energy recovery, the stability of flue gas composition, and the overall environmental compliance of the WtE plant. Achieving stable and complete combustion requires careful control of air supply, temperature, residence time, and mixing within the chamber, all of which are critical for maximizing energy output and maintaining safe operation.
Modern WtE furnaces utilize advanced designs to handle the heterogeneous nature of waste and optimize the combustion process. Moving grate systems, fluidized beds, rotary furnaces, or multiple-stage combustion chambers are commonly employed depending on plant capacity, feedstock type, and desired energy recovery efficiency. Moving grate systems provide continuous transport of waste through the furnace while ensuring uniform exposure to combustion air and temperature, facilitating complete oxidation of combustible materials. Fluidized bed furnaces, by suspending waste particles in a hot, aerated medium, enhance heat transfer and combustion uniformity, particularly for fine or pre-processed waste. In multi-stage combustion chambers, primary and secondary combustion zones are arranged to ensure that volatile gases released during the initial combustion of waste are further oxidized in a high-temperature secondary chamber, reducing pollutant emissions and improving overall thermal efficiency.
Air supply and mixing are critical for optimal furnace operation, with primary air typically introduced beneath the grate or through the furnace floor to support the initial combustion of solid waste, while secondary air is injected into the upper chamber to ensure complete oxidation of volatile gases. Careful regulation of air flow maintains the ideal oxygen concentration, prevents incomplete combustion, and controls furnace temperature. Residence time is also a key parameter, as waste particles must remain in the combustion zone long enough to achieve complete oxidation. Furnaces are equipped with temperature monitoring sensors, flue gas analyzers, and automated control systems to continuously adjust air supply, waste feed rate, and combustion conditions to maintain optimal performance.
The combustion chamber also serves as a critical interface with downstream systems such as boilers, energy recovery units, and flue gas treatment equipment. Heat generated in the furnace is transferred to water in the boiler to produce high-pressure steam, which drives turbines for electricity generation or supplies district heating networks. The quality and consistency of combustion directly affect steam production, boiler efficiency, and the stability of energy output. Residual ash, collected from the bottom of the furnace or entrained in flue gas, is handled separately for material recovery or safe disposal. The design of the furnace must facilitate safe ash removal, prevent buildup that could interfere with operations, and allow for periodic maintenance without disrupting continuous energy production.
Safety, reliability, and environmental compliance are central to the operation of the combustion chamber. Furnaces are constructed from high-temperature-resistant materials and lined with refractory bricks to withstand thermal stress and corrosive flue gases. Fire detection, emergency cooling systems, and automated shutdown mechanisms protect the plant from potential hazards associated with high-temperature operations or abnormal combustion conditions. By maintaining controlled and complete combustion, the furnace ensures maximum energy recovery, stable operation, and reduced pollutant emissions, forming the backbone of a Waste-to-Energy incineration plant.
In essence, the Combustion Chamber or furnace is the critical zone where waste is converted into energy through high-temperature oxidation. Its design, control, and integration with feeding systems, air supply, and energy recovery units determine the efficiency, reliability, and environmental performance of the entire WtE facility. By providing stable, complete combustion of heterogeneous waste streams, the furnace ensures that energy recovery is maximized, emissions are minimized, and the plant operates safely and sustainably over the long term.
The Combustion Chamber, or furnace, in a Waste-to-Energy (WtE) incineration plant is the central element where waste is transformed into energy through controlled high-temperature combustion, and it plays a decisive role in the overall efficiency, safety, and environmental performance of the facility. Municipal solid waste and industrial refuse are highly heterogeneous, containing organic materials, plastics, paper, metals, and other incombustible components, so the furnace must be capable of handling this variability while maintaining consistent and complete combustion. Typically operating at temperatures between 850°C and 1,200°C, the furnace ensures that combustible materials are fully oxidized, generating heat that can be transferred to boilers for steam production and electricity generation, while minimizing the production of pollutants such as carbon monoxide, dioxins, furans, and particulate matter. The stability of the combustion process is essential, as fluctuations in temperature, oxygen availability, or feed composition can lead to incomplete burning, reduced energy output, or increased emissions, making precise control of the furnace environment critical for plant performance.
Modern WtE plants employ a variety of furnace designs to optimize combustion and energy recovery. Moving grate systems, fluidized bed reactors, rotary kilns, and multi-stage combustion chambers are commonly used depending on the type of waste, plant capacity, and energy recovery goals. Moving grate systems provide a continuous transport of waste through the combustion zone while ensuring even exposure to air and heat, allowing complete oxidation of solids and volatiles. Fluidized bed furnaces suspend waste particles in a bed of hot, aerated material, promoting uniform combustion and efficient heat transfer, which is particularly useful for finely shredded or preprocessed waste. Multi-stage combustion systems use primary and secondary zones to ensure that volatile gases released during initial combustion are further oxidized in a secondary chamber at high temperatures, reducing pollutant formation and enhancing thermal efficiency. Each of these designs allows for flexible operation, efficient energy recovery, and stable handling of heterogeneous feedstocks.
The supply and distribution of air within the furnace are critical to maintaining optimal combustion. Primary air, often introduced beneath the grate or at the furnace floor, initiates combustion of the solid waste, while secondary air is injected into the upper chamber to ensure the complete oxidation of volatile gases. Maintaining proper oxygen levels, airflow, and temperature is essential to prevent incomplete combustion, reduce emissions, and maximize heat generation. Advanced sensors and monitoring systems continuously track furnace conditions, including temperature profiles, flue gas composition, and oxygen concentration, providing real-time feedback to automated control systems that adjust air supply, waste feed rate, and combustion parameters. These adjustments ensure that combustion remains stable despite variations in waste composition or calorific value, enhancing both energy efficiency and environmental compliance.
The combustion chamber also interacts closely with downstream energy recovery and emissions control systems. Heat released during combustion is transferred to water in boilers to produce high-pressure steam, which drives turbines for electricity generation or supplies district heating networks. The quality and consistency of combustion directly influence steam production, turbine efficiency, and the overall stability of energy output. Residual ash, collected from the bottom of the furnace or entrained in flue gases, is managed through specialized handling systems that allow for material recovery, metal extraction, and safe disposal. The furnace is designed to facilitate safe ash removal and periodic maintenance while ensuring uninterrupted operation and consistent thermal performance.
Safety, durability, and environmental protection are key considerations in furnace operation. High-temperature-resistant materials and refractory linings protect structural components from thermal stress and corrosive flue gases, while fire detection systems, emergency cooling mechanisms, and automated shutdown protocols safeguard against potential hazards. By ensuring controlled, complete combustion of heterogeneous waste streams, the furnace maximizes energy recovery, stabilizes operation, and minimizes emissions, serving as the backbone of the WtE incineration plant. Its design, operation, and integration with feeding systems, air injection mechanisms, and energy recovery units determine the plant’s overall reliability, efficiency, and sustainability, making the combustion chamber the critical heart of the waste-to-energy process.
The Combustion Chamber, or furnace, in a Waste-to-Energy (WtE) incineration plant represents the critical zone where the transformation of waste into usable energy occurs, and its design and operation are fundamental to the efficiency, reliability, and environmental performance of the facility. Waste entering the furnace is highly heterogeneous, containing organics, plastics, paper, metals, and other incombustible materials, so the furnace must accommodate significant variability in composition, moisture content, and calorific value while maintaining complete and stable combustion. Operating at temperatures typically ranging from 850°C to 1,200°C, the furnace ensures that combustible materials are fully oxidized, generating thermal energy that can be transferred to boilers for steam production or electricity generation while simultaneously minimizing the formation of pollutants such as carbon monoxide, particulate matter, dioxins, and furans. The stability and uniformity of combustion are vital, as fluctuations in feedstock quality, furnace temperature, or oxygen availability can lead to incomplete combustion, reduced energy recovery, higher emissions, and accelerated wear on furnace components.
Modern WtE furnaces employ a variety of designs to optimize energy recovery and handle the complex nature of municipal solid waste. Moving grate systems provide continuous transport of waste through the combustion zone, exposing it evenly to combustion air and heat, while allowing ash to fall through to collection systems. Fluidized bed furnaces suspend waste particles in a bed of hot, aerated material, improving heat transfer, ensuring uniform combustion, and enabling more efficient handling of shredded or homogenized waste. Rotary kilns or multi-stage combustion chambers are also used, with primary and secondary zones that ensure volatile gases released during initial burning are fully oxidized in a subsequent high-temperature chamber, thereby reducing pollutants and improving thermal efficiency. Each furnace design balances the need for high energy recovery, operational flexibility, and stable handling of heterogeneous waste streams, ensuring reliable performance under varying operational conditions.
Air supply and mixing within the combustion chamber are critical for efficient operation. Primary air is introduced beneath the grate or into the lower combustion zone to support initial burning of solid waste, while secondary air is injected into the upper chamber to ensure complete oxidation of volatile gases. Proper distribution of air and control of oxygen levels prevent incomplete combustion, maintain desired furnace temperatures, and reduce pollutant formation. Advanced monitoring and control systems provide real-time feedback on parameters such as temperature, oxygen concentration, and flue gas composition, enabling automated adjustments of feed rate, air supply, and combustion conditions. This ensures continuous optimization of energy recovery, minimizes emissions, and compensates for variability in waste composition or calorific value.
The combustion chamber interfaces directly with downstream systems such as boilers, steam turbines, and flue gas treatment units. The heat generated in the furnace is captured in water-filled boilers to produce high-pressure steam, which drives turbines for electricity generation or supplies heat for district heating networks. Consistent and complete combustion is essential to stabilize steam production, maximize turbine efficiency, and maintain continuous energy output. Residual ash, including bottom ash and fly ash, is collected and processed separately, often for metal recovery, inert material recycling, or safe disposal in controlled landfills. The furnace design accommodates efficient ash removal while allowing for regular maintenance without interrupting energy production, ensuring that the plant operates reliably and sustainably.
Safety and durability are key considerations in furnace operation. High-temperature-resistant materials, refractory linings, and corrosion-resistant components protect structural integrity, while fire detection systems, emergency cooling, and automated shutdown mechanisms safeguard against operational hazards. By ensuring controlled and complete combustion of heterogeneous waste streams, the furnace maximizes energy recovery, stabilizes plant operation, and minimizes environmental impact, making it the essential heart of a Waste-to-Energy incineration plant. Its careful integration with feeding systems, air injection mechanisms, energy recovery units, and control systems ensures that the plant can operate continuously, efficiently, and safely, transforming complex waste streams into reliable, renewable energy.
The Combustion Chamber, or furnace, in a Waste-to-Energy (WtE) incineration plant is the heart of the facility where waste is transformed into usable thermal energy, and its performance directly impacts energy efficiency, environmental compliance, and operational reliability. In this chamber, heterogeneous waste streams consisting of organic matter, plastics, paper, metals, and other materials are subjected to high temperatures, typically between 850°C and 1,200°C, to achieve complete combustion. The combustion process converts the chemical energy of the waste into heat, which is then transferred to boilers to generate steam for electricity production or district heating. The furnace must accommodate variability in waste composition, moisture content, and calorific value, ensuring stable temperatures, consistent combustion, and minimized pollutant formation. Proper operation is critical because uneven combustion can lead to incomplete oxidation, increased emissions of carbon monoxide and particulates, higher formation of dioxins and furans, and accelerated wear of furnace linings and downstream equipment.
Modern WtE furnaces are designed with advanced engineering solutions to manage these challenges effectively. Moving grate furnaces allow waste to progress continuously through the combustion zone while being evenly exposed to combustion air and heat, promoting complete oxidation of both solid and volatile components. Fluidized bed furnaces create a suspension of waste particles in a hot, aerated bed, enhancing heat transfer, promoting uniform combustion, and making the system particularly effective for shredded or preprocessed waste. Rotary kilns and multi-stage combustion chambers are also employed, where primary combustion zones burn solid waste, and secondary zones ensure the complete oxidation of volatile gases at high temperatures, reducing pollutant emissions and improving thermal efficiency. The selection of furnace type depends on waste characteristics, energy recovery targets, and environmental regulations, but all designs focus on achieving complete, stable, and efficient combustion.
Air distribution within the furnace is a critical factor in maintaining optimal combustion conditions. Primary air, typically injected from beneath the grate or lower combustion zone, initiates burning of solid waste, while secondary air introduced into the upper chamber ensures full oxidation of volatile gases released during combustion. Maintaining proper oxygen levels, temperature, and residence time is essential to prevent incomplete combustion, reduce pollutant formation, and optimize energy recovery. Advanced monitoring systems measure temperature, oxygen content, and flue gas composition in real time, feeding data to automated control systems that adjust waste feed rates, air supply, and combustion conditions to maintain steady performance despite variations in waste characteristics or calorific value. This level of automation helps maximize thermal efficiency, reduce emissions, and maintain consistent energy output.
The combustion chamber also serves as the interface to downstream systems, including boilers, turbines, and flue gas treatment units. Heat generated in the furnace is captured in water-filled boilers to produce high-pressure steam for electricity generation or heating purposes, making the quality and stability of combustion crucial for overall energy efficiency. Residual ash, both bottom ash and fly ash, is collected and processed for recycling, metal recovery, or safe disposal, with furnace designs accommodating efficient ash removal while minimizing interruptions to continuous operation. Safety and durability are integral to furnace operation, with refractory linings, high-temperature-resistant materials, fire detection systems, emergency shutdown protocols, and cooling mechanisms all designed to protect personnel, equipment, and the environment.
Ultimately, the Combustion Chamber is more than a containment unit for burning waste; it is the central hub where the chemical energy of heterogeneous refuse is converted into usable energy in a controlled, efficient, and environmentally responsible manner. Its integration with feeding systems, air supply mechanisms, energy recovery units, and automated monitoring systems ensures stable operation, maximized energy production, and minimized environmental impact. By maintaining complete and controlled combustion, the furnace guarantees that the WtE plant can transform complex and variable waste streams into reliable, renewable energy while operating safely, efficiently, and sustainably over the long term.
Boiler and Energy Recovery System

The Boiler and Energy Recovery System in a Waste-to-Energy (WtE) incineration plant is the critical component that converts the heat generated in the combustion chamber into usable energy, providing both electricity and thermal energy while ensuring efficient utilization of the energy content of the waste. Once waste is combusted at high temperatures in the furnace, the thermal energy produced must be captured and transferred efficiently to a working fluid, typically water, to generate high-pressure steam. This steam is then directed to turbines for electricity generation or supplied to district heating networks in combined heat and power (CHP) configurations. The design and operation of the boiler system are central to overall plant efficiency, as they directly influence energy recovery rates, fuel-to-energy conversion efficiency, and the stability of steam production. The integration of the boiler with the combustion chamber requires precise control of temperature, flow rates, and heat transfer surfaces to ensure maximum extraction of energy while preventing damage to equipment from excessive heat, corrosion, or particulate deposition.
Modern WtE boilers are designed to handle the highly variable flue gas temperatures and particulate content that result from the combustion of heterogeneous municipal solid waste or industrial refuse. Water-tube boilers are most commonly used due to their ability to withstand high temperatures, provide rapid heat transfer, and produce superheated steam suitable for driving turbines. The boiler system typically includes economizers, superheaters, and evaporators to optimize energy transfer and steam quality. Economizers preheat incoming water using residual flue gas heat, improving overall efficiency, while superheaters raise the temperature of saturated steam to the levels required for turbine operation. Heat exchangers and other energy recovery devices within the boiler system are carefully designed to maximize heat extraction while minimizing fouling from ash and other combustion residues. Continuous monitoring and maintenance are essential to prevent scaling, corrosion, or soot accumulation, which could reduce efficiency and lead to unplanned shutdowns.
The energy recovery system is closely integrated with plant-wide control and monitoring mechanisms, allowing real-time optimization of steam production based on electricity demand, district heating requirements, and operational conditions of the furnace. Sensors track flue gas temperature, boiler pressure, steam flow, and water levels, providing feedback to automated control systems that adjust combustion parameters, feed rates, and air supply to maintain stable and efficient operation. This ensures that the plant can respond dynamically to variations in waste calorific value or changes in energy demand, maximizing energy output and improving economic viability. The system also facilitates combined heat and power generation, where excess thermal energy is utilized for district heating, industrial processes, or other thermal applications, further improving overall energy efficiency and sustainability.
Safety and reliability are critical in the operation of boilers and energy recovery systems. High-pressure steam systems are equipped with safety valves, emergency shutdown mechanisms, and redundant monitoring to prevent overpressure, overheating, or mechanical failure. Refractory linings, corrosion-resistant materials, and robust construction protect the boiler from high temperatures, aggressive flue gases, and particulate abrasion. Additionally, maintenance procedures, periodic inspections, and cleaning schedules are implemented to ensure consistent performance, extend equipment lifespan, and prevent unplanned downtime. By capturing and converting the thermal energy from waste combustion into usable electricity and heat, the boiler and energy recovery system serves as the essential link between waste incineration and energy production, maximizing resource efficiency and contributing to sustainable energy generation.
Overall, the Boiler and Energy Recovery System is far more than a passive heat exchanger; it is an advanced, highly integrated component that transforms the chemical energy of heterogeneous waste streams into reliable, controllable, and environmentally responsible energy. Its efficiency, integration with the furnace, and adaptability to variable operating conditions directly determine the performance, sustainability, and economic viability of the Waste-to-Energy plant. By ensuring that the maximum amount of energy is extracted from every ton of waste, the boiler and energy recovery system plays a central role in the conversion of refuse into a stable and renewable source of electricity and heat.
The Boiler and Energy Recovery System in a Waste-to-Energy (WtE) incineration plant serves as the central mechanism for transforming the thermal energy released during waste combustion into usable electricity and heat, and its design and operation are critical to the overall efficiency, reliability, and sustainability of the facility. After waste is combusted in the furnace at high temperatures, typically ranging between 850°C and 1,200°C, the heat generated must be efficiently captured to produce high-pressure steam. This is usually achieved in water-tube boilers, which are capable of withstanding extreme thermal stresses and efficiently transferring heat from hot flue gases to the water circulating within the boiler tubes. The resulting steam is directed to turbines for electricity generation or distributed for district heating, making the boiler and energy recovery system the pivotal link between the chemical energy stored in waste and the usable forms of energy required for industrial, commercial, and residential applications. The efficiency of the system directly affects the energy output of the plant, the stability of steam supply, and the overall fuel-to-energy conversion ratio, while also influencing the environmental impact by determining how completely the energy in waste is utilized.
Modern WtE boilers are designed to handle the variable and sometimes unpredictable characteristics of municipal solid waste, which can contain moisture, low-calorific-value materials, and non-combustible fractions. To optimize energy extraction, the boiler system often includes multiple heat recovery stages, such as economizers, evaporators, and superheaters. Economizers preheat incoming feedwater using residual heat from flue gases, increasing overall thermal efficiency, while evaporators convert water into saturated steam and superheaters elevate the temperature of the steam to the levels required for turbine operation. The design of these components must account for the deposition of ash and particulates, which can reduce heat transfer efficiency and cause corrosion or fouling if not properly managed. Advanced flue gas cleaning and particulate removal systems are often integrated to protect boiler surfaces and maintain long-term performance. The layout and materials of the boiler are carefully selected to withstand high temperatures, corrosive flue gas compositions, and thermal cycling, ensuring durability and reliability during continuous operation.
Integration with automated control and monitoring systems is essential to optimize energy recovery and maintain safe operation. Sensors continuously measure parameters such as flue gas temperature, steam pressure, water levels, and flow rates, providing feedback to control systems that regulate combustion intensity, waste feed rate, and air supply. This dynamic control allows the plant to adjust to variations in waste calorific value, changes in energy demand, and operational fluctuations, ensuring that energy output remains stable and efficiency is maximized. In combined heat and power configurations, excess thermal energy can be utilized for district heating, industrial processes, or other thermal applications, further increasing overall energy efficiency and reducing reliance on fossil fuels. The real-time monitoring and integration of these systems also contribute to compliance with environmental regulations by maintaining consistent combustion and preventing excessive emissions.
Safety and operational reliability are paramount in the design and operation of boilers and energy recovery systems. High-pressure steam generation requires robust safety mechanisms, including relief valves, emergency shutdown systems, and redundant monitoring to prevent overpressure or overheating incidents. Refractory linings, corrosion-resistant materials, and robust mechanical construction protect the boiler from thermal stress, corrosive flue gases, and abrasive particulate matter. Routine maintenance, inspection, and cleaning schedules are implemented to prevent scaling, fouling, and deposition of combustion residues, ensuring consistent heat transfer, prolonging equipment lifespan, and minimizing unplanned downtime. By efficiently converting the heat from waste combustion into usable steam and energy, the boiler and energy recovery system maximizes the energy potential of heterogeneous waste streams, ensuring that the WtE plant operates at peak efficiency and contributes to sustainable energy production.
Ultimately, the Boiler and Energy Recovery System is much more than a passive conduit for heat; it is a sophisticated, integrated, and highly engineered component that determines the performance, sustainability, and economic viability of a Waste-to-Energy plant. Its ability to capture, transfer, and convert thermal energy from heterogeneous waste streams into reliable electricity and heat underpins the plant’s operational efficiency, environmental compliance, and contribution to renewable energy generation. By ensuring that energy is recovered effectively from every ton of waste, the system plays a critical role in transforming municipal solid waste and industrial refuse into stable, clean, and renewable energy, forming the backbone of the Waste-to-Energy process.
The Boiler and Energy Recovery System in a Waste-to-Energy (WtE) incineration plant functions as the pivotal mechanism for capturing and converting the heat released during the combustion of municipal solid waste and industrial refuse into usable energy forms such as electricity and district heating. After waste is burned at high temperatures in the furnace, the hot flue gases carry a substantial amount of thermal energy that must be efficiently transferred to a working fluid, typically water, to produce high-pressure steam. Water-tube boilers are most commonly employed because they can withstand extreme temperatures and thermal stresses while providing rapid and efficient heat transfer. Within the boiler, multiple stages of heat exchange—such as economizers, evaporators, and superheaters—are used to maximize energy extraction. Economizers preheat the feedwater using residual flue gas heat, improving overall thermal efficiency, while evaporators convert the preheated water into saturated steam and superheaters raise the steam temperature to levels suitable for turbine operation. By extracting the maximum amount of energy from the flue gases, the boiler system ensures that the plant operates at high thermal efficiency while minimizing wasted heat.
The energy recovery system is engineered to handle the highly variable characteristics of waste, which can differ in moisture content, calorific value, and composition, affecting the temperature and quality of the flue gases entering the boiler. To maintain consistent energy production, the boiler system is designed to cope with fluctuations in fuel input and to optimize heat transfer across all stages. The integration of ash collection systems, particulate filters, and flue gas cleaning units is critical to prevent fouling and corrosion on heat transfer surfaces, which could reduce efficiency or cause damage over time. Continuous monitoring of temperature, pressure, flow rates, and water levels allows operators to adjust operational parameters dynamically, ensuring that the steam produced meets the required specifications for electricity generation and heating applications. By maintaining precise control over energy recovery, the system maximizes the conversion of chemical energy in waste into usable thermal and electrical energy.
Automation and real-time control are central to the performance of the boiler and energy recovery system. Sensors continuously monitor key operational parameters, including flue gas composition, steam pressure, and temperature, providing input to advanced control systems that regulate waste feed rate, air supply, and combustion intensity. This real-time feedback loop allows the plant to respond effectively to changes in waste characteristics or energy demand, ensuring stable operation and preventing inefficient combustion or excess emissions. In combined heat and power configurations, excess thermal energy is directed to district heating networks or industrial processes, further increasing the plant’s overall energy efficiency. The ability to dynamically balance steam production, electricity generation, and thermal distribution is critical for maintaining operational stability and maximizing the return on energy extracted from waste.
Safety, reliability, and durability are essential considerations in the design and operation of boilers and energy recovery systems. High-pressure, high-temperature steam systems require safety valves, emergency shutdown mechanisms, and redundant monitoring to prevent overpressure or overheating. Boiler materials, including refractory linings and corrosion-resistant alloys, are chosen to withstand thermal cycling, flue gas corrosion, and particulate abrasion. Regular maintenance, cleaning, and inspection schedules are implemented to prevent scaling, fouling, or ash deposition, which could impair heat transfer efficiency or reduce equipment lifespan. The integration of these safety and operational measures ensures that the boiler and energy recovery system operates reliably, even under variable waste conditions, while maintaining compliance with environmental regulations.
Ultimately, the Boiler and Energy Recovery System is not just a conduit for transferring heat; it is a highly sophisticated and integrated system that determines the efficiency, sustainability, and economic viability of a WtE plant. By converting the heat from heterogeneous waste streams into high-pressure steam for electricity generation and thermal applications, it maximizes energy recovery, reduces reliance on fossil fuels, and ensures that the plant operates in a safe, efficient, and environmentally responsible manner. The system’s ability to handle fluctuating waste characteristics, maintain stable steam production, and integrate seamlessly with combustion, flue gas treatment, and energy distribution systems makes it a central component in the transformation of waste into reliable and renewable energy.
The Boiler and Energy Recovery System in a Waste-to-Energy (WtE) incineration plant represents the core mechanism by which thermal energy released from the combustion of municipal solid waste and industrial refuse is transformed into usable electricity and heat, and it plays a central role in determining the overall efficiency and sustainability of the facility. Once waste is burned in the furnace at temperatures typically between 850°C and 1,200°C, the hot flue gases produced contain a substantial amount of recoverable energy that must be captured efficiently to maintain high plant performance. Water-tube boilers are commonly employed in modern WtE plants due to their ability to withstand extreme temperatures and thermal stresses, providing rapid and efficient heat transfer from the flue gases to circulating water. Within the boiler, multiple stages of heat recovery, including economizers, evaporators, and superheaters, are used to maximize energy extraction. Economizers recover residual heat from flue gases to preheat feedwater, increasing overall thermal efficiency, while evaporators convert water into saturated steam, and superheaters elevate the steam temperature to the levels required for turbine-driven electricity generation or for supply to district heating networks. By efficiently capturing and converting the energy in flue gases, the boiler and energy recovery system ensures that the chemical energy contained in waste is effectively transformed into usable power.
Handling the highly variable nature of municipal solid waste is one of the major challenges for boiler and energy recovery systems. Waste streams differ in moisture content, calorific value, and composition, leading to fluctuations in flue gas temperature and heat content. Boilers are designed to accommodate these variations by optimizing heat transfer surfaces and maintaining consistent steam production even under fluctuating conditions. Ash and particulate matter entrained in the flue gas can accumulate on heat exchange surfaces, reducing efficiency or causing corrosion, so integrated systems for ash removal, particulate filtration, and flue gas cleaning are essential. Real-time monitoring of flue gas temperature, steam pressure, water flow, and other operational parameters enables automated control systems to adjust waste feed rate, air supply, and combustion conditions dynamically, maintaining optimal performance. This integration ensures that energy recovery remains efficient and reliable, regardless of the variability of the incoming waste.
Automation and monitoring are critical for maintaining the balance between energy recovery and environmental compliance. Advanced control systems use real-time data from temperature sensors, pressure gauges, and oxygen analyzers to regulate combustion and boiler operation, ensuring that the energy extracted from the waste is maximized while emissions are minimized. Steam produced in the boiler can be directed to electricity-generating turbines or to district heating networks in combined heat and power configurations, allowing the plant to optimize energy output based on demand. The ability to dynamically control steam production and energy distribution is essential for ensuring stable, continuous operation while making the most efficient use of the energy content of waste streams.
Safety, durability, and long-term reliability are key considerations in the design and operation of boilers and energy recovery systems. High-pressure steam systems require safety valves, emergency shutdown mechanisms, and redundant monitoring to prevent overpressure or overheating. Refractory linings and corrosion-resistant materials protect the boiler structure from extreme temperatures, corrosive flue gases, and abrasive ash particles. Regular maintenance, cleaning, and inspection schedules prevent scaling, fouling, and damage to heat exchange surfaces, ensuring consistent performance and minimizing unplanned downtime. By combining efficient heat recovery, precise control, and robust safety measures, the boiler and energy recovery system ensures that a WtE plant can operate continuously, safely, and sustainably, converting the maximum amount of energy from waste into electricity and thermal energy.
Ultimately, the Boiler and Energy Recovery System is far more than a passive heat exchanger; it is a highly sophisticated, integrated, and essential component that determines the performance, efficiency, and environmental impact of a Waste-to-Energy facility. Its ability to capture, convert, and distribute thermal energy from heterogeneous waste streams ensures that the plant operates at peak efficiency, maximizes energy recovery, and minimizes emissions. By transforming the heat from waste combustion into reliable electricity and heat, the system supports sustainable energy production, reduces dependence on fossil fuels, and serves as a cornerstone of the WtE process, turning waste into a consistent and renewable energy resource.
Flue Gas Treatment System
The Flue Gas Treatment System in a Waste-to-Energy (WtE) incineration plant is a critical component responsible for cleaning and neutralizing the gases generated during combustion, ensuring that the emissions released into the atmosphere comply with stringent environmental regulations. After waste is burned in the furnace, the resulting flue gases contain not only carbon dioxide and water vapor but also a complex mixture of pollutants, including particulate matter, heavy metals, acid gases such as hydrogen chloride and sulfur dioxide, nitrogen oxides, dioxins, furans, and volatile organic compounds. The composition of these gases varies depending on the type of waste being processed, its moisture content, calorific value, and the combustion conditions within the furnace. Without proper treatment, these emissions can have severe environmental and health impacts, contributing to air pollution, acid rain, and toxic contamination. The flue gas treatment system is therefore essential for ensuring the WtE plant operates safely, responsibly, and sustainably while maximizing energy recovery.
The system typically incorporates multiple stages of gas cleaning, each designed to target specific pollutants. Initial dust removal is usually achieved using cyclones, fabric filters, or electrostatic precipitators, which separate particulate matter from the flue gas stream. This step prevents solid particles from entering downstream treatment stages and reduces wear on equipment. Following particulate removal, acid gases are neutralized through chemical scrubbing, commonly using alkaline solutions such as lime slurry or sodium bicarbonate, which react with hydrogen chloride, sulfur dioxide, and other acidic components to form stable salts that can be safely collected and disposed of. Some plants also employ wet or dry scrubbers that combine dust removal and acid gas neutralization in a single process, improving efficiency and reducing the footprint of the treatment system.
Advanced flue gas treatment systems address more persistent pollutants such as nitrogen oxides (NOx) and dioxins. Selective catalytic reduction (SCR) or selective non-catalytic reduction (SNCR) processes are employed to reduce NOx emissions by converting nitrogen oxides into nitrogen and water using ammonia or urea under controlled conditions. Dioxins and furans, which are highly toxic even at low concentrations, are removed using activated carbon injection systems, which adsorb these compounds onto carbon particles that are then captured by downstream fabric filters. Additional polishing stages may include final filtration or gas cooling to ensure that all regulated pollutants are reduced to levels well below legal emission limits.
Integration with real-time monitoring and control systems is critical to the performance of the flue gas treatment system. Continuous Emission Monitoring Systems (CEMS) measure key parameters such as particulate concentration, acid gas levels, NOx, CO, and dioxin content, providing feedback to the plant’s automated control systems. This data allows operators to adjust reagent dosing, airflow, temperature, and other process parameters in real time, ensuring consistent compliance with environmental standards while optimizing operational efficiency. The ability to respond dynamically to changes in waste composition, furnace conditions, or energy production demands is crucial for maintaining both environmental performance and plant efficiency.
Safety and maintenance are also central considerations for flue gas treatment. The handling of chemical reagents, the management of by-products such as reaction salts and spent activated carbon, and the operation of high-temperature filtration equipment all require robust safety protocols, regular inspections, and preventive maintenance to ensure reliable performance. Proper disposal or recycling of collected residues ensures that the environmental benefits of energy recovery are not offset by secondary waste problems. By effectively capturing and neutralizing harmful pollutants, the flue gas treatment system allows WtE plants to operate as a clean, sustainable, and socially responsible source of energy.
In summary, the Flue Gas Treatment System is an essential component that transforms hazardous combustion gases into clean exhaust, ensuring compliance with environmental regulations while protecting human health and ecosystems. Its combination of particulate removal, acid gas neutralization, NOx reduction, and dioxin abatement, supported by advanced monitoring and control systems, allows Waste-to-Energy plants to convert waste into energy efficiently, safely, and sustainably. By managing the complex mixture of pollutants inherent in waste combustion, the flue gas treatment system ensures that the plant not only produces energy but does so in a manner that minimizes environmental impact and contributes to cleaner, renewable energy production.
The Flue Gas Treatment System in a Waste-to-Energy (WtE) incineration plant serves as the essential barrier between the high-temperature combustion process and the atmosphere, ensuring that emissions are reduced to environmentally acceptable levels while allowing the plant to operate efficiently and safely. During combustion, municipal solid waste and industrial refuse release a complex mixture of gases that include carbon dioxide, water vapor, acid gases such as hydrogen chloride and sulfur dioxide, nitrogen oxides, particulate matter, heavy metals, dioxins, furans, and volatile organic compounds. The presence and concentration of these pollutants vary depending on waste composition, moisture content, and combustion efficiency, making a robust and adaptable flue gas treatment system crucial. Without effective treatment, these emissions could contribute to air pollution, acid rain, toxic contamination, and serious public health risks. The system therefore serves not only to protect the environment but also to ensure regulatory compliance and support the social acceptability of WtE operations.
Flue gas treatment typically involves multiple stages designed to remove different types of pollutants. Particulate matter is first captured using devices such as cyclones, fabric filters, or electrostatic precipitators, which separate dust and ash particles from the gas stream and prevent damage to downstream equipment. Acid gases are neutralized using chemical reagents such as lime, sodium bicarbonate, or other alkaline solutions in wet or dry scrubbers, forming stable salts that can be safely collected and disposed of. These processes are designed to handle fluctuations in gas composition and temperature caused by the variable nature of the waste feed. More advanced treatment stages target nitrogen oxides, which are converted into harmless nitrogen and water using selective catalytic reduction (SCR) or selective non-catalytic reduction (SNCR) techniques with ammonia or urea as reagents. Persistent organic pollutants such as dioxins and furans are typically captured using activated carbon injection systems, where these compounds adsorb onto carbon particles that are subsequently filtered out. This multistage approach ensures that the full spectrum of harmful pollutants is effectively reduced.
The integration of real-time monitoring and automated control is critical to the performance and reliability of the flue gas treatment system. Continuous Emission Monitoring Systems (CEMS) track key parameters such as particulate concentration, levels of acid gases, nitrogen oxides, carbon monoxide, and dioxin content, allowing operators to make immediate adjustments to reagent dosing, airflow, temperature, and other process variables. This dynamic feedback loop is essential to compensate for variations in waste composition, furnace operating conditions, and energy demand, ensuring that emissions remain consistently below regulatory limits while maintaining high energy recovery efficiency. Automated controls also reduce the need for manual intervention, enhance plant safety, and optimize the use of chemicals and energy within the system.
Maintenance, safety, and proper handling of treatment by-products are also vital considerations. Reagents such as lime and activated carbon must be stored and applied safely, and residues from the treatment process—including reaction salts, captured particulates, and spent carbon—must be collected, handled, and disposed of in an environmentally responsible manner. High-temperature components, filtration equipment, and scrubbers require regular inspections and preventive maintenance to prevent fouling, corrosion, or mechanical failure, ensuring continuous and reliable operation. By effectively capturing and neutralizing a wide range of pollutants, the flue gas treatment system allows WtE plants to operate as a sustainable and socially responsible energy source, converting waste into electricity and heat while protecting human health and the environment.
Ultimately, the Flue Gas Treatment System is a complex, highly integrated component that ensures that the by-products of combustion do not compromise environmental quality or public health. Through a combination of particulate removal, acid gas neutralization, nitrogen oxide reduction, and dioxin abatement, supported by sophisticated monitoring and control systems, the system allows Waste-to-Energy plants to produce energy efficiently while minimizing emissions. By managing the hazardous elements inherent in waste combustion, the flue gas treatment system plays a critical role in the sustainable operation of WtE facilities, ensuring that energy recovery from waste can be achieved without sacrificing environmental responsibility or regulatory compliance.
The Flue Gas Treatment System in a Waste-to-Energy (WtE) incineration plant is a critical and highly sophisticated component designed to ensure that the gases released from the combustion process are thoroughly cleaned before being emitted into the atmosphere, thereby protecting the environment and ensuring compliance with stringent air quality regulations. During the incineration of municipal solid waste or industrial refuse, flue gases are generated that contain not only carbon dioxide and water vapor but also a complex mixture of pollutants including particulate matter, heavy metals, acid gases such as hydrogen chloride and sulfur dioxide, nitrogen oxides, dioxins, furans, and volatile organic compounds. The exact composition of these gases depends on the type and calorific value of the waste, moisture content, and combustion efficiency, making it essential for the treatment system to be highly adaptable and capable of handling significant variability in pollutant concentrations. Without such a system, the emissions would pose serious risks to air quality, human health, and the surrounding ecosystem, undermining the sustainability goals of the WtE plant.
The system generally employs multiple stages of treatment, each targeting specific contaminants to ensure thorough cleaning of the flue gas. Initial removal of particulate matter is typically achieved using cyclones, fabric filters, or electrostatic precipitators, which capture ash and dust particles from the gas stream, preventing these solids from damaging downstream equipment or being released into the atmosphere. Following this, chemical scrubbing is employed to neutralize acid gases; alkaline solutions such as lime slurry or sodium bicarbonate react with hydrogen chloride, sulfur dioxide, and other acidic components, producing stable salts that can be safely collected and disposed of. Many modern plants combine dust removal and acid gas neutralization in a single wet or dry scrubber unit, improving efficiency and reducing the physical footprint of the system. Further treatment stages are dedicated to reducing nitrogen oxides and eliminating persistent organic pollutants. Selective catalytic reduction (SCR) or selective non-catalytic reduction (SNCR) technologies convert nitrogen oxides into harmless nitrogen and water using ammonia or urea under controlled conditions, while activated carbon injection systems adsorb dioxins, furans, and other trace organic compounds for subsequent removal via filtration.
The effectiveness of a flue gas treatment system relies heavily on continuous monitoring and automation. Continuous Emission Monitoring Systems (CEMS) track key parameters such as particulate concentrations, acid gas levels, nitrogen oxides, carbon monoxide, and dioxin content in real time, feeding data into automated control systems that regulate reagent injection, airflow, temperature, and other critical operational variables. This real-time feedback ensures that the plant can dynamically adjust to fluctuations in waste composition, combustion efficiency, and energy production demands, maintaining compliance with environmental regulations while optimizing operational efficiency. By controlling the flue gas cleaning processes automatically, plants can reduce reagent usage, minimize operational downtime, and improve overall system reliability, which is essential for high-capacity continuous operation.
Safety, durability, and maintenance are also central considerations in flue gas treatment. Handling chemical reagents, managing collected residues such as reaction salts and spent activated carbon, and operating high-temperature filtration equipment require robust safety protocols and well-trained personnel. Preventive maintenance, periodic inspections, and cleaning of scrubbers, filters, and ductwork are necessary to prevent fouling, corrosion, or mechanical failure, ensuring that the system maintains consistent performance over time. By effectively capturing and neutralizing a wide array of pollutants, the flue gas treatment system ensures that the WtE plant can operate efficiently, safely, and sustainably, converting waste into energy without releasing harmful substances into the environment.
Ultimately, the Flue Gas Treatment System is much more than a series of filters or scrubbers; it is a complex, integrated, and indispensable part of a Waste-to-Energy facility that ensures the responsible and environmentally compliant operation of the plant. By removing particulates, neutralizing acid gases, reducing nitrogen oxides, and adsorbing dioxins and other toxic organics, the system allows WtE plants to maximize energy recovery from waste while minimizing the environmental footprint. Its continuous monitoring, automated control, and robust maintenance practices make it possible to reliably manage the variable and challenging composition of municipal solid waste, providing clean and safe flue gas emissions and supporting the overall goal of transforming waste into sustainable energy.
The Flue Gas Treatment System in a Waste-to-Energy (WtE) incineration plant is the essential mechanism that ensures the gases produced during combustion are thoroughly cleaned and rendered safe before being released into the atmosphere, safeguarding both the environment and public health. When municipal solid waste or industrial refuse is burned in the furnace, the resulting flue gases contain a mixture of substances, including carbon dioxide, water vapor, particulate matter, acid gases such as hydrogen chloride and sulfur dioxide, nitrogen oxides, heavy metals, dioxins, furans, and various volatile organic compounds. The concentration and composition of these pollutants vary depending on the type of waste, its moisture content, calorific value, and the combustion conditions, which makes the flue gas treatment system a highly adaptable and complex component of the plant. Without proper treatment, these gases would pose significant environmental hazards, contributing to air pollution, toxic contamination, and adverse health effects in surrounding communities, as well as risking non-compliance with stringent regulatory standards.
The system typically incorporates multiple stages to effectively remove or neutralize different categories of pollutants. Particulate matter is captured first using cyclones, fabric filters, or electrostatic precipitators, which remove ash, dust, and fine particles from the gas stream, preventing mechanical damage to downstream components and minimizing particulate emissions. Acid gases such as hydrogen chloride and sulfur dioxide are neutralized through chemical scrubbing processes, often using alkaline substances such as lime slurry or sodium bicarbonate, which react to form stable salts that can be safely collected and disposed of. Some modern plants combine dust removal and acid gas neutralization in integrated scrubber systems, which enhance efficiency and reduce system complexity. Advanced stages target nitrogen oxides through selective catalytic reduction (SCR) or selective non-catalytic reduction (SNCR) methods, converting NOx into harmless nitrogen and water, while dioxins, furans, and other persistent organic pollutants are removed using activated carbon injection systems, which adsorb these toxic compounds onto carbon particles that are subsequently filtered out. This multi-stage approach ensures that the full spectrum of harmful pollutants is significantly reduced or eliminated before the gases are discharged.
Continuous monitoring and automation are critical to the effective operation of flue gas treatment systems. Sensors and Continuous Emission Monitoring Systems (CEMS) track key parameters such as particulate concentration, acid gas levels, nitrogen oxides, carbon monoxide, and dioxin content, providing real-time data to automated control systems that adjust reagent dosing, airflow, temperature, and other operational variables. This dynamic control allows the system to respond quickly to fluctuations in waste composition, furnace performance, or energy production requirements, maintaining compliance with environmental regulations while optimizing operational efficiency. Automated systems reduce manual intervention, minimize reagent consumption, and ensure consistent performance, which is essential for the reliable, high-capacity operation of a WtE plant.
Maintenance, safety, and handling of by-products are equally important for flue gas treatment. Chemical reagents, captured residues such as salts and spent activated carbon, and high-temperature filtration equipment must be managed carefully to prevent operational hazards and ensure environmental safety. Routine inspections, cleaning, and preventive maintenance of scrubbers, filters, ducts, and reaction chambers prevent fouling, corrosion, or mechanical failure, ensuring long-term reliability and stable operation. By capturing and neutralizing particulate matter, acid gases, nitrogen oxides, dioxins, and other toxic compounds, the flue gas treatment system enables WtE plants to operate efficiently and sustainably, converting waste into energy while minimizing their environmental impact.
In essence, the Flue Gas Treatment System is far more than a set of mechanical filters or chemical reactors; it is a sophisticated, integrated, and indispensable component of a Waste-to-Energy facility that ensures the responsible management of the hazardous by-products of combustion. Through its multi-stage design, real-time monitoring, automated control, and rigorous maintenance practices, the system allows the plant to transform heterogeneous waste streams into usable energy while maintaining compliance with environmental standards and protecting human health. By effectively controlling emissions and removing toxic substances, the flue gas treatment system ensures that WtE plants can deliver reliable electricity and heat without compromising environmental integrity, making it a cornerstone of sustainable waste-to-energy operations.
Ash Handling System
The Ash Handling System in a Waste-to-Energy (WtE) incineration plant is a vital component responsible for the safe, efficient, and continuous removal, transport, and management of the solid residues generated during the combustion of municipal solid waste and industrial refuse. During the combustion process, the inorganic fraction of the waste, including metals, glass, ceramics, and minerals, is left behind as bottom ash in the furnace, while fine particulate matter, fly ash, and other airborne residues are captured in the flue gas treatment system. These ash fractions can be hazardous if not properly handled, as they may contain heavy metals, dioxins, and other toxic compounds. The ash handling system ensures that both bottom ash and fly ash are removed safely from the plant, minimizing environmental risks, protecting equipment, and supporting the overall efficiency of energy recovery. Proper handling, storage, and disposal or recycling of ash are critical to maintaining compliance with environmental regulations and sustaining the long-term operation of the WtE facility.
Bottom ash is typically collected at the base of the combustion chamber, where it falls through grates into hoppers or conveyors. It is then cooled, often using water quenching systems, to reduce high temperatures and prevent damage to transport equipment. After cooling, the bottom ash is transported via conveyors, screw feeders, or pneumatic systems to storage silos, holding areas, or directly to processing facilities. Depending on local regulations and technological capabilities, bottom ash can be treated further for metal recovery, crushed and graded for use as construction material, or disposed of in controlled landfills. The mechanical and hydraulic components of the ash handling system are designed to withstand abrasive materials, high temperatures, and continuous operation, ensuring reliable and uninterrupted removal of bottom ash without compromising furnace operation or energy recovery efficiency.
Fly ash, which consists of finer particulates collected from the flue gas via electrostatic precipitators, fabric filters, or scrubbers, is more hazardous due to the concentration of heavy metals, dioxins, and soluble salts. Fly ash is typically transported using screw conveyors, pneumatic systems, or slurry pipelines to collection silos, where it is stored temporarily before treatment or disposal. Treatment may involve stabilization or solidification processes to reduce leachability and environmental risk, often by mixing the ash with cementitious materials or other binders. Proper containment, dust control, and automated handling are essential to prevent airborne dispersion, protect workers, and ensure safe transfer to final disposal or recycling facilities. The integration of fly ash handling with the flue gas cleaning system is essential to prevent blockages, corrosion, or excessive wear on equipment while maintaining continuous operation.
Automation and control systems are integral to the ash handling process, monitoring parameters such as hopper levels, conveyor speed, ash temperature, and system pressure to optimize the transport and storage of both bottom and fly ash. These systems help maintain continuous operation, prevent overflows or equipment jams, and ensure that ash is managed safely and efficiently. Safety mechanisms such as temperature sensors, emergency stops, and fire detection systems protect both personnel and equipment from the high temperatures and potentially combustible components present in ash residues. Regular inspection, maintenance, and cleaning of conveyors, screw feeders, and silos are critical to sustaining long-term reliability and preventing downtime in the plant.
Ultimately, the Ash Handling System is far more than a simple transport mechanism; it is a highly engineered, integral part of a Waste-to-Energy facility that ensures the safe and efficient management of solid residues generated from waste combustion. By facilitating the continuous removal, cooling, transport, and storage of both bottom and fly ash, while enabling recycling or safe disposal, the system supports stable plant operation, protects the environment, and contributes to the overall sustainability and efficiency of the WtE process. Through careful design, integration with other plant systems, and robust automation and safety measures, the ash handling system ensures that energy recovery from waste is maximized while minimizing environmental and operational risks.
The Ash Handling System in a Waste-to-Energy (WtE) incineration plant is a critical component that ensures the continuous, safe, and efficient removal of solid residues generated during the combustion of municipal solid waste and industrial refuse, playing a key role in both operational reliability and environmental compliance. During combustion, the inorganic fraction of the waste—such as metals, glass, ceramics, and mineral matter—remains in the furnace as bottom ash, while finer particulate matter, fly ash, and other residues are captured in the flue gas treatment system. These ash fractions can contain hazardous substances, including heavy metals, dioxins, and soluble salts, making their safe handling essential to prevent environmental contamination and protect plant personnel. The ash handling system manages these materials from their point of generation through transport, cooling, storage, and eventual disposal or recycling, ensuring that the plant operates without interruptions and that all residues are managed in a responsible, sustainable manner.
Bottom ash, which collects at the base of the combustion chamber, is first cooled, typically using water quenching systems, to reduce the high temperatures produced during incineration and to prevent damage to transport and processing equipment. Once cooled, the bottom ash is transported through conveyors, screw feeders, or hydraulic and pneumatic systems to storage silos or directly to processing units. Depending on local regulations and technological options, bottom ash can undergo metal recovery, where ferrous and non-ferrous metals are separated and recycled, or it can be crushed, graded, and reused as construction material, such as road base or concrete aggregate. In cases where reuse is not feasible, the bottom ash is safely disposed of in controlled landfills designed to contain potentially hazardous constituents. The design of the bottom ash handling system must accommodate the abrasive and heterogeneous nature of the material, maintain continuous flow, and withstand thermal and mechanical stress to avoid interruptions in furnace operation and energy recovery.
Fly ash, in contrast, consists of finer particulate matter that is collected from the flue gas in electrostatic precipitators, fabric filters, or scrubbers. This fraction is typically more hazardous than bottom ash because it contains higher concentrations of heavy metals, dioxins, furans, and soluble salts. Fly ash is transported using screw conveyors, pneumatic systems, or slurry pipelines to collection silos for temporary storage. Treatment processes, such as stabilization or solidification using cementitious materials, are often applied to reduce the leachability of toxic compounds before disposal or further utilization. Strict containment and dust control measures are essential to prevent airborne dispersion, protect workers, and ensure the safe transfer of fly ash to final processing or disposal facilities. Proper integration with the flue gas cleaning system is necessary to prevent blockages, corrosion, or equipment wear, maintaining both operational efficiency and compliance with environmental standards.
Automation, monitoring, and safety systems are essential to the reliable operation of the ash handling process. Sensors and control systems monitor ash levels, conveyor speeds, temperature, and pressure to ensure that bottom and fly ash are transported and stored efficiently and without interruption. Safety mechanisms, including emergency stops, fire detection, and temperature monitoring, protect personnel and equipment from the high temperatures and potentially combustible components present in ash. Regular maintenance, inspections, and cleaning of conveyors, screw feeders, hoppers, and silos are critical for preventing equipment wear, blockages, and downtime, ensuring the long-term reliability of the system. By optimizing transport, cooling, and storage while enabling recycling or safe disposal, the ash handling system maintains continuous operation of the WtE plant and supports its overall energy recovery goals.
In essence, the Ash Handling System is not merely a transport mechanism; it is a highly engineered, integral part of a Waste-to-Energy facility that ensures the safe, efficient, and environmentally responsible management of all solid residues generated during waste combustion. By enabling continuous removal, cooling, transport, and storage of both bottom and fly ash, while supporting recycling and proper disposal, the system underpins the operational stability, sustainability, and effectiveness of the WtE process. Through careful design, robust automation, and comprehensive safety and maintenance protocols, the ash handling system maximizes energy recovery, protects the environment, and allows WtE plants to convert heterogeneous waste streams into reliable and renewable energy with minimal environmental impact.
The Ash Handling System in a Waste-to-Energy (WtE) incineration plant is a critical and highly integrated part of the facility, responsible for managing all solid residues produced during the combustion of municipal solid waste and industrial refuse, ensuring that they are safely removed, transported, cooled, and either disposed of or recycled. During the incineration process, the inorganic fraction of the waste, including metals, glass, ceramics, and mineral matter, settles as bottom ash in the furnace, while finer particulate matter, fly ash, and other residues are captured by the flue gas treatment system. These residues can contain hazardous components such as heavy metals, dioxins, furans, and soluble salts, making proper handling essential to avoid environmental contamination and protect plant personnel. The ash handling system ensures that both bottom and fly ash are efficiently moved from their points of generation through conveyance and cooling systems to storage, treatment, or final disposal, supporting continuous plant operation and maintaining overall efficiency and safety.
Bottom ash collection begins at the base of the furnace, where the material is cooled, usually through water quenching systems, to reduce high temperatures and prevent damage to transport equipment. After cooling, conveyors, screw feeders, or hydraulic and pneumatic transport systems move the ash to storage silos or directly to processing areas. Many WtE plants incorporate further processing to recover metals from the bottom ash, separating ferrous and non-ferrous metals for recycling, which reduces landfill requirements and contributes to resource recovery. The remaining ash may be crushed, graded, and used as construction aggregate or safely deposited in controlled landfills, depending on regulatory requirements and material characteristics. The system is designed to handle the abrasive nature of bottom ash, maintain continuous flow, and resist mechanical and thermal stress, ensuring that ash removal does not interrupt furnace operation or energy recovery processes.
Fly ash handling is particularly critical due to the higher concentration of toxic elements it contains, including heavy metals, dioxins, and other soluble compounds. Fly ash is collected from flue gases using electrostatic precipitators, fabric filters, or scrubbers, and then transported via screw conveyors, pneumatic systems, or slurry pipelines to storage silos. Treatment methods, such as stabilization with cementitious binders, are often applied to immobilize toxic compounds and reduce leaching potential before disposal or reuse. Rigorous dust control and containment measures are necessary to prevent airborne dispersion, protect workers, and maintain safe handling during transport and storage. The coordination of fly ash handling with flue gas cleaning systems is crucial to avoid blockages, corrosion, or excessive wear on equipment, ensuring uninterrupted and efficient operation of the plant.
Automation, monitoring, and safety protocols are essential for effective ash management. Sensors continuously track ash levels, conveyor speeds, temperatures, and pressures, providing feedback to control systems that optimize transport, storage, and processing. Safety systems, including emergency stops, temperature sensors, and fire detection, protect personnel and equipment from the high temperatures and potentially combustible materials present in the ash. Preventive maintenance, regular inspections, and cleaning of conveyors, hoppers, silos, and screw feeders are necessary to prevent fouling, abrasion, and operational downtime, ensuring reliable long-term performance. By integrating these monitoring, automation, and safety features, the ash handling system guarantees that residues are managed in a manner that supports continuous energy recovery, operational stability, and regulatory compliance.
Ultimately, the Ash Handling System is much more than a simple mechanism for moving waste residues; it is a sophisticated, highly engineered component that ensures the safe, efficient, and environmentally responsible management of all solid combustion by-products. By facilitating continuous removal, cooling, transport, storage, and potential recycling or safe disposal of both bottom and fly ash, the system underpins the operational efficiency and sustainability of a WtE plant. Its robust design, integration with other plant systems, and reliance on advanced automation and safety measures make it essential for maximizing energy recovery from heterogeneous waste streams while minimizing environmental impact and ensuring safe, reliable, and sustainable operation of the facility.
The Ash Handling System in a Waste-to-Energy (WtE) incineration plant is a crucial and highly engineered component that ensures the safe, efficient, and continuous removal, transport, cooling, and management of all solid residues generated during the combustion of municipal solid waste and industrial refuse. As waste is combusted in the furnace, the inorganic portion, including metals, glass, ceramics, and minerals, remains behind as bottom ash, while fine particulate matter, fly ash, and other airborne residues are carried into the flue gas treatment system. Both bottom ash and fly ash can contain hazardous substances such as heavy metals, dioxins, furans, and soluble salts, which necessitates careful handling to protect the environment and personnel. The ash handling system is designed to maintain continuous operation of the WtE plant, preventing interruptions to energy recovery processes while ensuring that all residues are safely collected, cooled, transported, stored, and ultimately treated, recycled, or disposed of according to regulatory and environmental requirements.
Bottom ash, which accumulates at the base of the combustion chamber, is first cooled—often with water quenching systems—to reduce its high temperature and prevent damage to conveyors, hoppers, or processing equipment. Once cooled, the ash is transported via conveyors, screw feeders, or hydraulic and pneumatic systems to storage silos, treatment facilities, or directly to disposal areas. Many modern WtE plants incorporate additional processing steps to recover ferrous and non-ferrous metals from the bottom ash, allowing them to be recycled and reused, which not only reduces the volume of material sent to landfills but also supports resource recovery and sustainability goals. Remaining ash can be crushed, graded, and used as aggregate for construction projects, including road bases or building materials, or safely deposited in controlled landfills. The equipment handling bottom ash is designed to endure abrasive materials, thermal stress, and continuous operation, ensuring that the removal of ash does not interfere with the furnace or energy recovery processes.
Fly ash, collected from the flue gas stream via electrostatic precipitators, fabric filters, or scrubbers, poses an even greater environmental and operational challenge because it contains higher concentrations of toxic substances such as heavy metals, dioxins, furans, and soluble salts. Fly ash is typically transported using screw conveyors, pneumatic systems, or slurry pipelines to silos or treatment units, where stabilization or solidification techniques are applied to immobilize toxic compounds and reduce leachability. Proper dust control, containment, and automated handling are critical to prevent airborne dispersion, protect workers, and ensure the safe transfer of fly ash to temporary storage or final disposal facilities. Coordination with the flue gas cleaning system is essential to avoid blockages, excessive wear, or corrosion, maintaining continuous operation and optimal energy recovery from the plant.
Automation and real-time monitoring play a central role in ensuring the efficiency, safety, and reliability of the ash handling system. Sensors continuously measure parameters such as ash levels, conveyor speeds, temperatures, and system pressures, providing feedback to automated controls that optimize transport, cooling, and storage while preventing blockages, overflows, or equipment failures. Safety systems, including temperature monitoring, fire detection, and emergency shutdowns, protect personnel and equipment from hazards associated with high-temperature residues and potentially combustible materials. Routine inspections, maintenance, and cleaning of conveyors, hoppers, silos, and screw feeders are essential to prevent fouling, abrasion, and mechanical failure, ensuring that the system continues to operate reliably over the long term.
In essence, the Ash Handling System is far more than a simple waste transport mechanism; it is a sophisticated, highly integrated, and essential component of a Waste-to-Energy facility that ensures the safe, continuous, and environmentally responsible management of all solid residues produced during waste combustion. By facilitating the cooling, removal, transport, storage, and treatment or recycling of both bottom and fly ash, the system supports the plant’s operational stability, energy recovery efficiency, and compliance with environmental regulations. Its robust design, automation, and safety features make it indispensable for converting heterogeneous waste streams into reliable energy while minimizing environmental impact and ensuring the sustainable operation of the WtE facility.
Monitoring and Control System
The Monitoring and Control System in a Waste-to-Energy (WtE) incineration plant is a central, highly sophisticated component that ensures the safe, efficient, and reliable operation of the facility by continuously observing, regulating, and optimizing all critical processes. In a WtE plant, the combustion of municipal solid waste and industrial refuse, the operation of boilers and energy recovery units, the performance of flue gas treatment systems, and the handling of ash all involve complex interactions that must be precisely coordinated to maintain energy efficiency, comply with environmental standards, and protect personnel and equipment. The monitoring and control system integrates data from hundreds of sensors and measurement points throughout the plant, including temperature, pressure, flow rate, chemical composition, and energy output, providing a real-time overview of plant operations and enabling operators to make informed decisions or automate responses to maintain optimal performance.
At the heart of the system is a network of sensors, analyzers, and actuators that continuously feed data to a central control platform. Key parameters such as furnace temperature, oxygen levels, flue gas composition, steam pressure, and ash transport conditions are monitored to ensure that combustion is complete, emissions are minimized, and energy recovery is maximized. For example, if sensors detect a drop in furnace temperature or a rise in unburned carbon levels, the control system can automatically adjust the waste feed rate, air supply, or combustion intensity to restore optimal conditions. Similarly, flue gas treatment operations are monitored in real time, with measurements of particulate matter, nitrogen oxides, acid gases, and dioxins informing automated adjustments in scrubber flow rates, reagent dosing, and filter performance to maintain emissions within regulatory limits. The system’s ability to react dynamically to changes in waste composition, energy demand, or equipment performance is essential for maintaining consistent and efficient plant operation.
The control system also manages the operation of auxiliary systems such as ash handling, water treatment, and energy distribution, ensuring that bottom ash and fly ash are removed safely, steam is delivered to turbines or district heating networks at the correct pressure and temperature, and electrical output is stabilized. Automated alarms and interlocks are built into the system to prevent unsafe conditions, including overpressure, overheating, equipment blockages, or deviations from environmental limits. In the event of an emergency, the system can initiate controlled shutdowns, isolate affected sections, and maintain critical safety functions while minimizing potential damage to equipment or harm to personnel. The integration of historical data logging and trend analysis further allows operators to anticipate maintenance needs, identify inefficiencies, and plan operational improvements, enhancing both reliability and longevity of plant equipment.
Modern WtE plants often employ distributed control systems (DCS) or supervisory control and data acquisition (SCADA) platforms that provide centralized visibility and control over the entire facility. These systems enable operators to monitor plant performance from a single control room, visualize real-time data through intuitive dashboards, and implement automated sequences for complex operational procedures. Advanced algorithms and predictive analytics can further optimize energy recovery by adjusting combustion and steam generation parameters based on real-time data trends, minimizing fuel loss and maximizing electricity and heat output. Remote monitoring capabilities allow plant managers and technical experts to assess performance, troubleshoot issues, and adjust operations even from off-site locations, improving overall operational flexibility and responsiveness.
Safety, environmental compliance, and operational efficiency are all enhanced by the comprehensive monitoring and control system. By continuously overseeing combustion, flue gas treatment, ash handling, energy recovery, and auxiliary processes, the system ensures that the WtE plant operates within strict regulatory limits while maximizing energy extraction from waste. Preventive alerts, automated adjustments, and integrated safety interlocks reduce the risk of accidents, minimize unplanned downtime, and extend equipment lifespan. In essence, the monitoring and control system is the backbone of a Waste-to-Energy facility, enabling the complex interaction of processes to function harmoniously, ensuring safe, efficient, and sustainable conversion of waste into reliable electricity and thermal energy while maintaining compliance with environmental standards.
The Monitoring and Control System in a Waste-to-Energy (WtE) incineration plant is a fundamental and highly sophisticated component that underpins the safe, efficient, and continuous operation of the entire facility. In a WtE plant, processes such as waste combustion, steam generation, energy recovery, flue gas treatment, and ash handling are highly interconnected, and any variation in one system can have cascading effects on the others. The monitoring and control system integrates real-time data from an extensive network of sensors, analyzers, and actuators distributed throughout the plant, capturing critical parameters such as furnace temperature, oxygen concentration, flue gas composition, steam pressure and flow, ash levels, and energy output. By collecting and processing this information continuously, the system provides operators with a complete overview of plant conditions, enables dynamic adjustments, and ensures that operations remain within design and regulatory limits while optimizing efficiency and safety.
One of the central functions of the monitoring and control system is to manage combustion within the furnace. Sensors track the temperature and oxygen levels in the combustion chamber, the rate at which waste is fed into the furnace, and the moisture and calorific value of the incoming waste. Based on this information, the system can automatically adjust waste feed rates, primary and secondary air flows, and combustion intensity to ensure complete and efficient burning of waste. Maintaining optimal combustion conditions not only maximizes energy recovery but also minimizes the formation of pollutants such as carbon monoxide, nitrogen oxides, and unburned organic compounds. Similarly, the system continuously monitors the performance of the boiler and steam generation process, regulating water flow, steam pressure, and temperature to maintain consistent and reliable energy output for electricity generation or district heating applications. This dynamic control ensures that energy is extracted from waste as efficiently as possible, even when the characteristics of the incoming waste fluctuate significantly.
The monitoring and control system also plays a critical role in managing environmental compliance by overseeing flue gas treatment operations in real time. Continuous Emission Monitoring Systems (CEMS) measure the concentrations of particulate matter, acid gases, nitrogen oxides, carbon monoxide, and dioxins in the flue gas. The control system uses this data to adjust reagent dosing in scrubbers, airflow through filters, and operation of catalytic or adsorption systems, ensuring that emissions remain well within regulatory limits. By automatically responding to changes in flue gas composition, the system minimizes environmental impact while maintaining process efficiency. It also tracks ash handling operations, monitoring bottom ash and fly ash levels, conveyor speeds, and cooling performance to ensure that residues are safely transported, cooled, and stored without interrupting plant operation.
Automation, data analysis, and predictive control are integral to modern WtE monitoring systems. Advanced distributed control systems (DCS) and supervisory control and data acquisition (SCADA) platforms provide centralized oversight, allowing operators to visualize plant performance, detect anomalies, and implement automated corrective actions. Historical data logging and trend analysis enable predictive maintenance, allowing operators to anticipate equipment wear, prevent unplanned downtime, and optimize operational schedules. Remote monitoring capabilities allow plant managers and technical experts to oversee performance and troubleshoot issues from off-site locations, increasing operational flexibility and responsiveness.
Safety is another crucial aspect managed by the monitoring and control system. Automated alarms, interlocks, and emergency shutdown protocols protect personnel and equipment from overpressure, overheating, or hazardous gas conditions. In the event of an emergency, the system can isolate affected sections, initiate controlled shutdown sequences, and maintain critical functions, minimizing risks and potential damage. By integrating operational control, environmental monitoring, safety management, and data analytics, the monitoring and control system ensures that a WtE plant operates efficiently, safely, and sustainably, converting waste into reliable electricity and heat while minimizing environmental impact and supporting regulatory compliance.
In essence, the Monitoring and Control System is the operational backbone of a Waste-to-Energy facility, enabling precise coordination of highly complex and interdependent processes. By providing real-time data, automated process adjustments, safety management, and predictive maintenance capabilities, it ensures that waste is converted into energy in the most efficient, safe, and environmentally responsible manner possible. Its role extends far beyond simple oversight, functioning as an integrated decision-making and control hub that maintains the balance between energy recovery, environmental protection, and operational reliability in a continuously evolving and demanding industrial environment.
The Monitoring and Control System in a Waste-to-Energy (WtE) incineration plant serves as the central nervous system of the entire facility, ensuring that every process, from waste combustion to energy recovery, ash handling, and flue gas treatment, operates safely, efficiently, and continuously. In a WtE plant, the combustion of municipal solid waste and industrial refuse produces highly variable heat and emissions due to differences in waste composition, moisture content, and calorific value. The monitoring and control system continuously collects and analyzes real-time data from hundreds of sensors and analyzers installed throughout the plant, tracking parameters such as furnace temperature, oxygen and carbon monoxide levels, flue gas composition, steam pressure and temperature, ash levels, and energy output. By processing this information in real time, the system enables operators to maintain optimal combustion, regulate energy production, control emissions, and prevent equipment damage, all while ensuring compliance with strict environmental regulations.
One of the primary functions of the monitoring and control system is to regulate the combustion process within the furnace. It continuously observes oxygen concentrations, furnace temperature, waste feed rate, and fuel moisture, adjusting air injection, waste input, and combustion intensity as necessary to achieve complete and efficient burning. This not only maximizes energy extraction from waste but also minimizes the formation of pollutants such as carbon monoxide, nitrogen oxides, dioxins, and unburned organics. The system simultaneously monitors steam generation and boiler performance, ensuring that steam pressure and temperature remain consistent and that energy output is maintained for electricity generation, district heating, or industrial use. By responding dynamically to fluctuations in waste characteristics or operational conditions, the monitoring system allows the plant to operate efficiently even under highly variable feedstock conditions, ensuring reliable energy production at all times.
The system also plays a critical role in environmental protection by overseeing flue gas treatment operations. Continuous Emission Monitoring Systems (CEMS) measure levels of particulate matter, acid gases, nitrogen oxides, carbon monoxide, and toxic organic compounds in real time. Using this data, the control system automatically adjusts reagent dosing in scrubbers, airflow through filters, and operation of catalytic converters or activated carbon injection systems to ensure emissions remain within legal limits. This dynamic, real-time control minimizes environmental impact and maintains regulatory compliance without requiring constant manual intervention. Simultaneously, the monitoring system manages ash handling, tracking bottom ash and fly ash levels, temperatures, and transport rates to ensure that residues are safely removed, cooled, and stored, preventing operational interruptions and protecting workers from exposure to hazardous materials.
Automation and predictive analytics are integral to the efficiency of modern monitoring and control systems. Distributed Control Systems (DCS) and Supervisory Control and Data Acquisition (SCADA) platforms allow operators to visualize plant performance through intuitive dashboards, monitor trends over time, and implement automated adjustments for complex processes. Predictive maintenance algorithms analyze historical data to forecast equipment wear, detect anomalies before failures occur, and optimize maintenance schedules, reducing downtime and extending the lifespan of critical components. Remote monitoring capabilities allow plant managers and technical staff to supervise operations, troubleshoot issues, and adjust settings from off-site locations, enhancing flexibility and responsiveness while maintaining high operational reliability.
Safety and risk management are also central to the system’s design. Emergency interlocks, alarms, and automatic shutdown sequences protect both personnel and equipment from unsafe conditions such as excessive temperatures, overpressure, or hazardous gas accumulation. In emergencies, the system can isolate affected sections, maintain critical functions, and prevent cascading failures, ensuring that the plant remains under control at all times. By integrating operational control, environmental monitoring, predictive maintenance, and safety management into a single platform, the Monitoring and Control System allows a WtE plant to operate continuously, efficiently, and sustainably. It ensures that waste is converted into electricity and heat with minimal environmental impact while maintaining compliance with stringent regulatory standards, demonstrating that monitoring and control are not merely supportive functions but central to the plant’s overall performance, safety, and environmental responsibility.
In essence, the Monitoring and Control System acts as the brain of the Waste-to-Energy facility, coordinating the complex interplay of combustion, energy recovery, emission control, and ash handling. By providing real-time data, automated adjustments, safety oversight, and predictive insights, it guarantees that the plant operates at peak efficiency, extracts maximum energy from heterogeneous waste streams, minimizes environmental emissions, and maintains the highest standards of operational safety and reliability. Without this system, the sophisticated interactions of a modern WtE plant could not be managed effectively, highlighting its indispensable role in transforming waste into clean, reliable energy while safeguarding both people and the environment.
Energy Distribution System
The Energy Distribution System in a Waste-to-Energy (WtE) plant is a critical infrastructure that ensures the efficient transfer of energy generated from waste combustion to end users, whether in the form of electricity, steam, or thermal energy for district heating. After municipal solid waste or industrial refuse is combusted in the furnace, the energy released is captured primarily through the steam cycle, where heat from the boiler converts water into high-pressure steam. This steam is then directed to turbines that generate electricity or to heat exchangers that provide thermal energy for industrial processes or community heating networks. The Energy Distribution System plays the pivotal role of managing this energy flow, balancing supply and demand, stabilizing output, and optimizing efficiency across multiple energy streams while minimizing losses during conversion, transmission, and utilization. Without a well-designed distribution system, a WtE plant would not be able to reliably deliver the energy it produces, and valuable potential from waste-to-energy conversion would be lost.
The system includes an integrated network of turbines, generators, transformers, condensers, pumps, pipelines, valves, and control devices designed to handle high-pressure steam and electrical energy safely and efficiently. Steam turbines convert the thermal energy of high-pressure steam into mechanical energy, which is subsequently transformed into electricity via generators. The electrical output is routed through step-up transformers and switchgear to stabilize voltage and current levels, enabling integration with the local or national grid. For combined heat and power (CHP) operations, a portion of the steam is diverted before it reaches the condenser to supply district heating networks or industrial facilities, providing hot water or process steam. Balancing the proportion of electricity generation and thermal energy delivery is a complex task that the Energy Distribution System manages continuously, adapting to fluctuations in energy demand, variations in waste calorific value, and operational conditions within the plant.
Automation and control are central to the efficient operation of the Energy Distribution System. Sensors monitor parameters such as steam pressure, temperature, flow rate, electrical load, voltage, and frequency, feeding real-time data to the plant’s central control system. Based on this information, the system can adjust turbine speed, valve positions, pump flow, and grid connection points to maintain stability and efficiency. Predictive algorithms analyze energy demand patterns, waste feed variations, and equipment performance to optimize energy output, reduce losses, and prevent overloads. Safety interlocks and automated shutdown procedures are integrated to protect equipment from overpressure, overheating, or electrical faults, ensuring that energy distribution remains both reliable and safe even during transient or emergency conditions.
In addition to direct energy delivery, the Energy Distribution System manages energy storage and buffering, where applicable, to stabilize supply during peak demand or temporary fluctuations in waste feed or combustion efficiency. Steam accumulators, thermal storage tanks, or electrical energy storage devices can store excess energy and release it when demand rises, maintaining continuous service to consumers while maximizing energy recovery from waste. The system is also responsible for metering and monitoring energy output for operational efficiency, regulatory compliance, and billing purposes in CHP networks. Integration with the broader monitoring and control system ensures coordinated operation across the plant, linking combustion, flue gas treatment, ash handling, and energy recovery into a seamless, optimized process.
Ultimately, the Energy Distribution System is far more than a network of pipes, turbines, and transformers; it is the operational backbone that ensures the energy generated from waste is effectively captured, managed, and delivered to end users in a reliable, safe, and efficient manner. By coordinating the flow of electricity and thermal energy, balancing supply and demand, and optimizing system performance through advanced monitoring and automation, it enables the Waste-to-Energy plant to fulfill its primary mission: converting heterogeneous waste streams into clean, usable energy while minimizing losses, maintaining regulatory compliance, and supporting sustainable energy infrastructure. This system transforms the energy potential of municipal solid waste into a tangible benefit for communities and industries, making it an indispensable component of the modern WtE facility.
The Energy Distribution System in a Waste-to-Energy (WtE) plant is an essential component that ensures the effective and reliable transfer of energy produced from waste combustion to its intended end uses, whether that is electricity generation, district heating, or industrial process steam. Once waste is burned in the furnace, the heat energy released is captured in the boiler system to produce high-pressure steam. This steam serves as the primary carrier of energy, which can then be converted into mechanical energy via turbines and subsequently into electricity using generators, or distributed directly as thermal energy to nearby consumers through a district heating network. The Energy Distribution System is responsible for controlling the flow, pressure, and quality of energy being delivered, balancing variable demand, and optimizing overall efficiency while minimizing losses throughout the transmission, conversion, and distribution processes. Without a robust energy distribution infrastructure, the full potential of the WtE plant cannot be realized, and significant portions of the energy produced would be wasted.
The system encompasses an integrated network of turbines, generators, transformers, pumps, valves, pipelines, condensers, and control devices that operate under high pressure and temperature conditions. Steam turbines convert thermal energy from high-pressure steam into mechanical rotation, which is transferred to generators to produce electricity. Step-up transformers then adjust voltage and current levels for compatibility with the local or national electrical grid, ensuring stable and safe transmission of electricity. For combined heat and power (CHP) operations, the system diverts a portion of the steam before it reaches the condenser to supply district heating networks or industrial facilities, providing consistent hot water or process steam. The distribution system continuously manages the proportion of energy directed to electricity generation versus thermal applications, adapting dynamically to fluctuations in energy demand, variations in the calorific value of waste, and the operational conditions of the plant.
Automation and real-time monitoring are fundamental to the system’s operation, allowing precise control and optimization of energy flow. Sensors monitor steam pressure, temperature, flow rates, turbine performance, electrical load, voltage, and frequency, feeding data into a central control platform. Based on these inputs, the system can automatically adjust turbine speeds, valve positions, pump flow, and grid connection points to maintain stability and efficiency. Predictive algorithms analyze historical and real-time data to anticipate energy demand changes, optimize load distribution, and prevent potential overloads or equipment failures. Safety systems, including emergency shutdown protocols, interlocks, and pressure relief mechanisms, ensure protection of both personnel and equipment, maintaining operational continuity even during transient or emergency conditions.
The Energy Distribution System may also incorporate energy storage or buffering solutions to enhance system stability and flexibility. Thermal storage tanks, steam accumulators, or even electrical storage devices can temporarily store excess energy and release it when demand spikes, ensuring continuous and reliable service. This capability is particularly valuable when waste composition varies, or energy demand fluctuates throughout the day, enabling the plant to operate at maximum efficiency while meeting external requirements. Additionally, the system tracks energy production and consumption through advanced metering and monitoring, supporting operational optimization, regulatory compliance, and accurate reporting in CHP or grid-connected applications. Coordination with the plant’s broader monitoring and control system ensures that energy distribution is seamlessly integrated with combustion control, flue gas treatment, ash handling, and other key processes.
In essence, the Energy Distribution System is far more than a series of pipes, turbines, and transformers; it is the backbone that transforms the energy potential of waste into usable electricity and heat. By managing the generation, conversion, and delivery of energy with precision, adapting dynamically to variable conditions, and maintaining continuous operational safety, it ensures that a WtE plant can reliably supply power and thermal energy while maximizing energy recovery from waste. Its role is central to the sustainability and economic viability of the facility, allowing heterogeneous waste streams to be converted into tangible energy benefits for communities and industries while minimizing environmental impact and operational inefficiencies.
The Energy Distribution System in a Waste-to-Energy (WtE) plant is a highly complex and critical infrastructure that ensures the effective transfer and utilization of the energy generated from waste combustion, transforming thermal energy into electricity and usable heat for industrial processes or district heating networks. Once municipal solid waste or industrial refuse is combusted in the furnace, the heat released is captured in the boiler system to produce high-pressure steam. This steam acts as the primary medium for energy transfer, enabling turbines to convert thermal energy into mechanical energy, which is then transformed into electrical energy via generators. Simultaneously, for combined heat and power (CHP) applications, a portion of this steam is diverted to supply thermal energy for residential or industrial use. The Energy Distribution System manages the complex task of balancing electricity and heat delivery, regulating steam pressure, temperature, and flow, while ensuring that energy is delivered efficiently and reliably to end users. Its role is critical because fluctuations in waste composition, combustion efficiency, or energy demand can affect the stability of both electricity and heat output, and the system must respond dynamically to maintain continuous, safe, and optimal operation.
At the heart of the Energy Distribution System are turbines, generators, transformers, pumps, valves, pipelines, and control devices that operate under high pressures and temperatures. Steam turbines convert the thermal energy of high-pressure steam into rotational mechanical energy, which drives generators to produce electricity. Step-up transformers adjust voltage and current for grid compatibility, enabling stable transmission and distribution of electricity to local or national networks. In parallel, heat exchangers and distribution pipelines deliver thermal energy for district heating or industrial applications, maintaining precise control of temperature and flow to meet consumer demand. The system continuously monitors energy flow and makes real-time adjustments to optimize efficiency, minimize losses, and maintain stability. For instance, during peak electricity demand, more steam may be routed to the turbines, while during high heating demand, a greater proportion of steam may bypass the condenser to provide thermal energy. This dynamic balancing is essential for maximizing energy recovery from heterogeneous waste streams and ensuring reliable service to multiple end-use applications.
Automation and real-time monitoring are integral to the system, enabling precise control and predictive management of energy distribution. Sensors measure steam pressure, temperature, flow rates, turbine speed, electrical load, and grid voltage and frequency, feeding data to a central control platform that continuously analyzes performance. Based on these measurements, the system automatically adjusts turbine operation, valve positions, pump speeds, and energy routing to maintain stability, efficiency, and regulatory compliance. Predictive algorithms and historical trend analysis allow operators to anticipate energy demand fluctuations, plan load sharing, and prevent equipment overloads or failures. Safety interlocks and emergency shutdown protocols protect personnel and equipment from overpressure, overheating, or electrical faults, ensuring operational safety under all conditions. These monitoring and automation capabilities are critical for coordinating the interplay between energy generation, waste combustion, flue gas treatment, and ash handling, allowing the plant to function as a fully integrated and efficient energy-producing system.
Energy storage and buffering can also be incorporated into the Energy Distribution System to enhance operational flexibility and efficiency. Thermal storage tanks or steam accumulators store excess energy during periods of low demand, which can then be released during peak demand periods to maintain a continuous supply of heat and electricity. Electrical storage systems, if integrated, can absorb surplus electricity and release it when required, further stabilizing energy delivery and maximizing the utilization of energy generated from waste. The system also provides detailed metering, monitoring, and reporting of energy production, consumption, and efficiency, supporting regulatory compliance, operational optimization, and performance analysis. By integrating these functions, the Energy Distribution System ensures that energy derived from waste is delivered safely, efficiently, and sustainably, while supporting the plant’s overall economic and environmental objectives.
In summary, the Energy Distribution System is far more than a network of turbines, transformers, and pipelines; it is the backbone that enables a Waste-to-Energy plant to transform heterogeneous waste into reliable electricity and thermal energy. By managing the generation, conversion, and delivery of energy with precision, dynamically adjusting to fluctuations in demand and feedstock, and maintaining operational safety through advanced automation and monitoring, the system maximizes energy recovery, minimizes losses, and ensures continuous, efficient, and sustainable operation. Its central role in connecting waste-to-energy conversion with end users makes it indispensable for realizing the full potential of WtE plants, providing communities and industries with clean, reliable, and efficiently managed energy derived from municipal and industrial waste.
The Energy Distribution System in a Waste-to-Energy (WtE) plant is a central and highly sophisticated infrastructure that ensures the effective delivery and utilization of the energy produced from the combustion of municipal solid waste and industrial refuse. Once the waste is burned in the furnace, the heat released is captured by the boiler to produce high-pressure steam, which serves as the main carrier of energy within the facility. This steam can be directed to turbines to generate electricity or diverted to provide thermal energy for district heating networks or industrial processes. The Energy Distribution System is responsible for balancing these energy streams, managing fluctuations in waste calorific value, variations in operational conditions, and changes in external energy demand to maintain stable, efficient, and reliable output. Its role is essential because the energy produced must be distributed in a controlled and optimized manner to maximize recovery, minimize losses, and ensure that end users receive electricity and heat in a safe and consistent form.
The system integrates a network of turbines, generators, transformers, pipelines, valves, pumps, condensers, and control devices, all designed to operate under high temperature and pressure conditions while transferring energy efficiently. Steam turbines convert thermal energy into mechanical rotation, which drives generators to produce electricity that is then stepped up via transformers for transmission to the grid. In CHP applications, steam is routed through heat exchangers and distribution pipelines to deliver hot water or process steam, with careful control of pressure, temperature, and flow to match consumer demand. The system must continuously adjust the proportion of energy allocated to electricity generation versus heat delivery, responding in real time to changes in plant operations or fluctuations in demand from industrial or municipal users. These adjustments are critical to maintaining both energy efficiency and operational stability, ensuring that the plant can reliably deliver multiple forms of energy while extracting maximum value from the waste fuel.
Automation and monitoring are central to the operation of the Energy Distribution System. Sensors continuously measure parameters such as steam pressure, temperature, flow rates, turbine speed, electrical voltage and frequency, and grid load, providing real-time data to a central control platform. The system uses this information to automatically regulate turbine speeds, valve positions, pump flows, and energy routing, maintaining stable and efficient operation even under changing conditions. Predictive algorithms analyze historical and current data to anticipate variations in energy demand, forecast potential equipment issues, and optimize operational efficiency. Safety mechanisms, including interlocks, alarms, and emergency shutdown procedures, protect personnel and equipment from overpressure, overheating, or electrical faults, ensuring the safe operation of both the energy generation and distribution processes.
Energy storage and buffering mechanisms are often incorporated into modern systems to enhance flexibility and reliability. Steam accumulators or thermal storage tanks can store excess energy during periods of low demand and release it during peak periods, while electrical storage systems may be employed to balance supply and demand on the grid. These measures stabilize energy delivery, optimize plant efficiency, and ensure that both electricity and thermal energy are available when needed, even when waste feed rates or composition fluctuate. The system also tracks energy production and consumption, providing accurate data for operational management, regulatory compliance, and reporting, while enabling ongoing optimization of performance.
In essence, the Energy Distribution System is much more than a network of turbines, pipelines, and transformers; it is the backbone of a WtE plant, transforming the energy potential of heterogeneous waste into reliable electricity and thermal energy. By integrating generation, conversion, monitoring, automation, and safety into a cohesive system, it ensures that energy is delivered efficiently, reliably, and sustainably, while maximizing recovery from waste and minimizing losses. Its role is indispensable in linking waste combustion to end users, enabling the plant to provide clean, continuous, and efficient energy for communities, industries, and district heating networks, and making it a critical component in the overall success and sustainability of the Waste-to-Energy facility.
Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) Plants
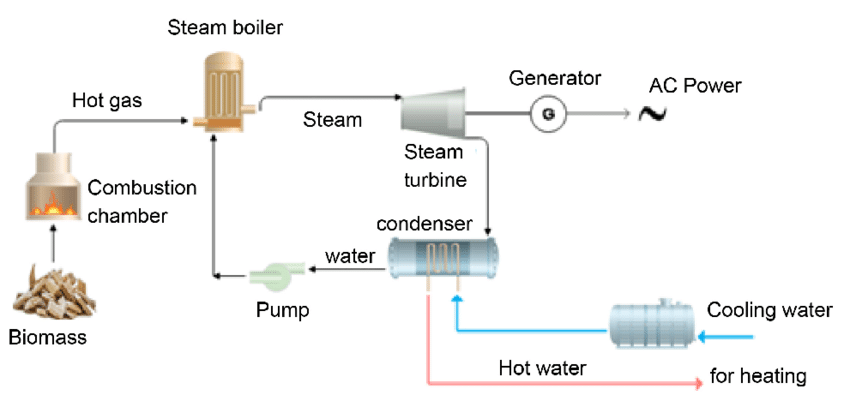
Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plants play a pivotal role in the waste-to-energy sector, bridging the gap between traditional waste management and the growing demand for cleaner, more efficient fuel alternatives. These plants are designed to process municipal solid waste, industrial residues, and commercial refuse into standardized fuels that can be reliably used in power plants, cement kilns, and other energy-intensive industries. The concept is based on separating, treating, and refining waste into a product with higher calorific value, lower moisture content, and a more uniform composition than untreated waste. RDF typically refers to processed waste with a moderate level of refinement, while SRF is a more advanced and standardized product, adhering to strict quality parameters and European norms such as CEN/TC 343. Both fuel types offer a pathway to reduce dependency on fossil fuels, decrease landfill usage, and optimize the energy potential of heterogeneous waste streams.
The production process in RDF and SRF plants begins with waste reception and pre-sorting, where incoming materials are inspected, weighed, and screened. Non-combustible fractions such as metals, glass, and inert materials are separated using a combination of mechanical, magnetic, and optical sorting technologies. Organic fractions with high moisture content are often removed as well, since they lower the fuel’s calorific value and make combustion less efficient. Once the unwanted components are extracted, the remaining combustible materials—mainly plastics, paper, textiles, and wood—are shredded into smaller, more manageable pieces. Additional steps such as drying, pelletizing, or briquetting may be employed to further refine the fuel, especially in the case of SRF, which requires consistent particle size, moisture levels, and energy content to meet industrial standards. This structured process transforms heterogeneous waste into a stable, transportable, and energy-rich fuel product.
One of the defining characteristics of RDF and SRF plants is their role in creating fuels tailored for specific applications. Cement kilns, for instance, require fuels that can burn consistently at very high temperatures and provide a steady heat release profile, while power plants using fluidized bed boilers prefer finely shredded fuels with predictable energy content. By carefully calibrating the processing stages, operators can produce RDF or SRF that matches the needs of the intended end user. The ability to customize fuel properties enhances the compatibility of waste-derived fuels with existing industrial infrastructure, reducing the reliance on coal or petroleum coke and lowering greenhouse gas emissions. This makes RDF and SRF not only a waste management solution but also a valuable contributor to energy transition strategies.
Environmental and economic benefits are central to the value of RDF and SRF plants. By diverting large volumes of waste from landfills, these facilities reduce methane emissions, minimize leachate generation, and extend landfill lifespans. At the same time, the production of standardized fuels enables industries to displace fossil fuels with a renewable, circular alternative. Energy recovery through RDF and SRF is often supported by favorable policy frameworks, carbon reduction targets, and renewable energy incentives, creating both ecological and financial justification for investment in such plants. Additionally, the modular and scalable design of modern facilities allows municipalities, industries, or regional authorities to adapt production capacity to local waste volumes and energy demand, improving overall resource efficiency.
Quality control and monitoring are essential in RDF and SRF plants to ensure that the fuels meet safety, performance, and environmental requirements. Continuous sampling, laboratory testing, and automated sorting systems are integrated into the production line to monitor parameters such as calorific value, chlorine content, moisture levels, and ash percentage. This ensures that the final fuel is consistent, safe to handle, and suitable for its intended combustion environment. The reliability of this quality assurance process is especially important for SRF, where compliance with international standards is necessary for acceptance in large-scale industrial facilities.
In essence, RDF and SRF plants transform the challenge of municipal and commercial waste management into an opportunity for sustainable energy production. By refining waste into standardized, energy-rich fuels, these facilities serve as a cornerstone of the circular economy, simultaneously reducing environmental burdens and supplying industries with reliable fuel alternatives. Their role is growing as societies seek to minimize reliance on fossil resources and reduce greenhouse gas emissions, making them an indispensable link in the chain of integrated waste-to-energy strategies. Through technological innovation, strict quality control, and alignment with industrial energy needs, RDF and SRF plants exemplify how waste can be redefined from a disposal problem into a valuable energy resource.
Waste Reception and Storage Area
This is the entry point where mixed municipal, commercial, or industrial waste is delivered, weighed, inspected, and temporarily stored before processing. The facility is designed to handle large volumes of waste efficiently while preventing odor emissions, leachate, and dust dispersion. Proper waste handling at this stage ensures a steady feedstock supply for the plant and prevents contamination of the later production stages.
Pre-Sorting and Separation Units
In this section, incoming waste is subjected to mechanical and automated sorting to remove unsuitable or non-combustible materials. Metals are extracted using magnetic separators or eddy current systems, while glass, stones, and other inert fractions are removed through screening and density separation. Organic fractions with high moisture content may also be separated to enhance the fuel’s calorific value.
Shredding and Size Reduction Systems
After separation, the remaining combustible fractions are shredded into smaller, uniform pieces. High-capacity shredders and cutting mills are used to reduce particle size, which improves fuel homogeneity and combustion performance. The shredding stage is critical to ensuring that the fuel can be easily handled, stored, and fed into industrial combustion systems.
Drying and Conditioning Units
Depending on the intended application and quality requirements, the shredded material may undergo drying to lower its moisture content. Mechanical or thermal drying systems are used to increase calorific value and ensure more consistent combustion properties. Conditioning processes, such as mixing or homogenization, further enhance the stability of the fuel product.
Refining and Fuel Preparation Section
This stage includes additional treatments such as further shredding, pelletizing, or briquetting to create a more uniform and standardized fuel. For RDF, the process may stop at coarse shredding, while SRF production involves stricter refinement to meet European quality standards, ensuring consistency in calorific value, moisture levels, and chlorine content.
Storage and Logistics Systems
Once the RDF or SRF has been processed, it is stored in silos, bunkers, or covered storage areas to prevent recontamination or moisture absorption. Efficient storage design ensures safe handling and enables continuous fuel supply to end users. Conveyors, loading systems, and transport equipment facilitate the movement of the finished product to industrial plants such as cement kilns, power stations, or co-firing facilities.
Monitoring and Quality Control Systems
Continuous monitoring and testing ensure that the produced fuel meets the required specifications for energy content, particle size, and emissions compliance. Automated sampling devices, laboratory analysis, and real-time sensors are integrated into the process to guarantee consistency and safety. This is especially critical for SRF, which must comply with strict international standards to be marketable.
Waste Reception and Storage Area
The Waste Reception and Storage Area in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant serves as the gateway where all incoming materials are received, inspected, and prepared for further processing, and its design is critical for ensuring a smooth, efficient, and environmentally responsible operation. As trucks arrive with loads of municipal solid waste, commercial refuse, or industrial by-products, they are first directed to a weighbridge to record the incoming tonnage and maintain accurate plant accounting. Once weighed, vehicles proceed to the tipping floor or unloading zone, where operators conduct a preliminary inspection to identify unsuitable items such as oversized materials, hazardous waste, or items that could damage downstream equipment. This early stage of inspection and handling is important not only for maintaining the quality of the future RDF or SRF but also for ensuring compliance with environmental and safety regulations, as the presence of hazardous fractions could compromise both worker safety and fuel standards.
The physical design of the reception area is tailored to handle large fluctuations in waste delivery while minimizing environmental impacts such as odors, dust, and leachate. Enclosed reception halls with negative air pressure and odor control systems are often installed to prevent fugitive emissions from spreading beyond the facility, while drainage systems and impermeable flooring prevent contamination of soil and groundwater. Waste is typically tipped directly into large storage bunkers or pits, which are constructed with robust reinforced concrete walls to withstand the constant movement of heavy machinery. These bunkers act as a buffer, allowing the plant to balance variable delivery schedules with the steady, continuous flow required for efficient processing. To prevent the risk of fires caused by spontaneous combustion or hot loads, fire detection and suppression systems are integrated into the bunker design, and operators are trained to monitor and react swiftly to irregularities.
Within the storage area, mechanical handling equipment plays a crucial role in ensuring smooth waste flow into the processing line. Overhead cranes fitted with hydraulic grabbers, front-end loaders, or automated conveyors are commonly used to transfer waste from the reception bunker to the pre-sorting systems. These machines not only move large volumes of material but also facilitate the mixing and homogenization of heterogeneous waste streams, which is vital for producing a consistent and stable fuel. The storage process is more than a passive holding step; it is an active phase where operators can blend different waste types, control moisture levels, and even identify problematic materials before they enter sensitive shredders and separation units. By allowing for controlled homogenization, the storage area improves the efficiency of the entire plant and ensures that the final RDF or SRF product has predictable energy content and combustion characteristics.
Ultimately, the Waste Reception and Storage Area acts as the backbone of RDF and SRF production, as its efficiency directly influences the quality, reliability, and cost-effectiveness of the downstream processes. A well-managed reception area not only streamlines operations and reduces downtime but also strengthens the plant’s environmental performance by containing odors, controlling dust, and preventing the release of contaminants. It is also a hub of operational safety, where risks associated with heavy vehicle movement, high waste volumes, and potential fire hazards are mitigated through robust design and vigilant monitoring. By bridging the unpredictable nature of waste collection with the precise requirements of RDF and SRF production, this area ensures the stability and reliability of the entire waste-to-fuel process.
The Waste Reception and Storage Area in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant functions as the entry point where the entire transformation process of raw waste into engineered fuel begins, and its importance cannot be overstated because it establishes the operational flow and the conditions under which all subsequent systems will perform. When trucks carrying mixed municipal waste, commercial refuse, or industrial by-products arrive at the facility, they are weighed and registered to maintain accurate records, but more importantly, the reception area acts as the first level of quality control, filtering out unsuitable or hazardous materials before they can disrupt or damage downstream equipment. This careful control of incoming feedstock is critical in RDF and SRF production because the efficiency and reliability of shredding, sorting, and refining stages depend on having a waste stream free of contaminants such as oversized debris, non-combustibles, or dangerous items. The tipping floor or unloading bunker is specifically designed for durability and safety, with reinforced concrete structures, sealed flooring, and advanced drainage systems to contain leachate and prevent environmental contamination. Since waste in its raw form can release odors, dust, and volatile emissions, modern facilities rely on enclosed reception halls equipped with negative pressure ventilation and biofilter or chemical scrubbing systems to control air quality, ensuring both compliance with regulations and protection of workers.
The storage element of this area is not merely about holding waste until processing; it is an active phase where homogenization and preparation for consistent fuel production begins. Waste bunkers or silos serve as a buffer between the irregular delivery schedules of collection vehicles and the continuous demand of processing lines, allowing plants to run steadily regardless of fluctuations in incoming volumes. Inside the storage zones, overhead cranes with multi-toothed hydraulic grabbers or wheel loaders are constantly in operation, moving, mixing, and feeding the waste toward conveyors and hoppers. This mechanical manipulation is essential because it breaks up compacted waste, mixes wet and dry fractions, and improves the uniformity of the feedstock that enters shredding and sorting lines. Operators often use this stage to blend different waste streams strategically, compensating for variations in calorific value or moisture content and ensuring that the downstream process receives a balanced and more predictable material flow. Fire prevention is also a crucial aspect of storage management, since large volumes of mixed waste are prone to heating, smoldering, or spontaneous ignition. Plants therefore integrate advanced thermal cameras, automatic water cannons, and foam or gas-based fire suppression systems, supported by trained staff who continuously monitor conditions to prevent accidents.
The Waste Reception and Storage Area is also a zone of logistical efficiency, as its layout and equipment must enable the smooth circulation of heavy trucks, minimize waiting times, and facilitate fast unloading without disrupting the operation of cranes, conveyors, or other machinery. Many facilities design this space with separate entry and exit routes, designated waiting bays, and automated traffic management systems to improve throughput. Furthermore, reception and storage systems are designed with flexibility in mind, since waste composition varies depending on season, source, and local collection practices. By allowing operators to adjust how waste is mixed, stored, and fed forward, the area ensures that even heterogeneous streams can be processed into a stable RDF or SRF product that meets industrial fuel standards. The environmental and safety considerations embedded into the design of this section also enhance public perception and regulatory compliance, showing that waste-to-fuel facilities are not just energy producers but also environmental protectors.
In essence, the Waste Reception and Storage Area is far more than a logistical necessity; it is the strategic foundation of the entire RDF and SRF production chain. It provides a controlled space where waste variability is absorbed, quality is safeguarded, and operational risks are managed, allowing the rest of the plant to function at peak efficiency. The ability to balance incoming waste supply with downstream demand, to mix and homogenize material for consistent calorific value, and to safeguard environmental and worker safety makes this area the keystone of the system. Without a well-designed and well-operated reception and storage section, the production of reliable, high-quality RDF and SRF would be compromised, since every step that follows—from shredding to drying, refining, and final storage—depends on the steady, uniform, and safe flow of materials established right at this first stage.
The Waste Reception and Storage Area in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant is not just a preliminary stage where trucks unload their cargo but a complex and carefully engineered environment that establishes the stability, efficiency, and safety of the entire fuel production process. When municipal or commercial collection vehicles arrive, the first task is to measure, document, and control the incoming waste stream, ensuring accurate tonnage records while simultaneously identifying materials that are unsuitable for RDF or SRF processing. This initial control step is vital because mixed waste streams often contain hazardous items, bulky objects, or materials with no calorific value, and these must be screened or separated early to protect downstream shredders, conveyors, and sorting equipment. Once the loads are tipped, the reception area immediately becomes an active zone of material management. Waste is deposited into large bunkers, silos, or pits, and these storage structures serve as balancing reservoirs that absorb fluctuations in delivery frequency and composition. The storage capacity allows the plant to maintain a continuous and uniform flow of feedstock into the processing lines even when deliveries are uneven, which is often the case with municipal collection schedules.
The design of the storage facilities reflects both operational and environmental priorities. Floors and walls are reinforced to withstand constant impacts from heavy machinery and large waste volumes, while impermeable surfaces and drainage systems prevent leachate from contaminating soil or groundwater. To address environmental emissions, especially odors and dust, these areas are typically enclosed and fitted with negative pressure ventilation systems, which capture and treat the air before it is released. In some facilities, biofiltration units or chemical scrubbers neutralize odors, maintaining regulatory compliance and minimizing nuisance to nearby communities. The mechanical handling within these storage areas is equally critical. Overhead cranes fitted with large grabbers, wheel loaders, or automated conveyor systems constantly move waste, blending heterogeneous streams into a more homogenous mass. This mixing is not merely a logistical function; it directly contributes to the quality of RDF or SRF by ensuring that the waste entering shredders and separation units has a more consistent calorific value, reduced moisture variation, and improved physical uniformity.
Beyond homogenization, the storage area plays a vital role in operational safety and fire prevention. Large masses of mixed waste are inherently unstable and can undergo heating that may lead to smoldering or spontaneous combustion, particularly when organic fractions decompose or when hot materials are inadvertently delivered. For this reason, modern plants integrate fire detection systems such as thermal imaging cameras, gas sensors, and automated suppression equipment like water cannons, foam dispensers, or inert gas flooding systems. These safety measures are complemented by trained operators who maintain constant surveillance to respond to irregularities. The operational design also takes into account vehicle flow and turnaround efficiency. Trucks must be able to enter, unload, and exit without interfering with each other or with the cranes and conveyors working within the facility. This requires careful traffic planning, designated tipping zones, and automated access controls to maximize throughput while minimizing congestion and risk.
All these functions highlight that the Waste Reception and Storage Area is much more than a passive holding space. It is the point where the variability of raw waste is absorbed, stabilized, and conditioned to support the downstream processes that refine it into usable fuel. Its ability to blend and buffer different waste streams ensures that RDF and SRF plants can deliver consistent fuel quality despite the inherent heterogeneity of municipal and commercial waste. By providing environmental protection through odor and dust control, by ensuring operational continuity through buffer storage, and by safeguarding worker and facility safety through fire prevention systems, this area serves as the backbone of the waste-to-fuel chain. Without a robust and well-managed reception and storage system, the entire RDF or SRF production line would be prone to disruptions, inefficiencies, and quality inconsistencies, making this section one of the most strategically important in the entire facility.
The Pre-Sorting and Separation Units in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant are a crucial stage where incoming waste is transformed from a heterogeneous, inconsistent mix into a more uniform and energy-rich feedstock suitable for processing into fuel. After waste is received, weighed, and temporarily stored, it is conveyed into the pre-sorting area, where mechanical, manual, and automated technologies work together to separate non-combustible, hazardous, and unwanted materials from the combustible fractions. This step is essential because the quality and efficiency of the downstream RDF or SRF production processes depend on removing contaminants such as metals, glass, stones, inert debris, and oversized objects that can damage shredders, block conveyors, or reduce the calorific value of the final fuel. The separation process is designed to handle large volumes of waste continuously, using a combination of screens, air classifiers, trommels, vibrating conveyors, and manual picking stations to isolate undesirable components while allowing combustible materials—plastics, paper, cardboard, textiles, and wood—to continue along the production line.
Magnetic separators are typically employed to extract ferrous metals, while eddy current separators remove non-ferrous metals such as aluminum and copper, ensuring that the waste stream entering the shredders is free of materials that could interfere with processing or equipment longevity. Optical sorting systems equipped with near-infrared or laser sensors may also be used to distinguish between plastics, paper, and other combustibles based on their spectral properties, allowing for further refinement of the feedstock and higher consistency in fuel quality. The pre-sorting units also often include air classification or density separation technologies to remove light fractions such as plastics from heavier inert materials, ensuring that the final product achieves the desired calorific value and homogeneity. Manual sorting stations complement automated systems by providing human oversight to remove any materials that escape detection, particularly hazardous items like batteries, chemicals, or sharp objects that could pose operational or safety risks.
The separation and pre-sorting process not only enhances the quality of RDF and SRF but also significantly improves operational efficiency and safety. By removing metals and inert materials early in the process, the plant reduces wear and tear on shredders, conveyors, and other processing equipment, extending their operational life and reducing maintenance downtime. At the same time, removing moisture-laden organic fractions or highly variable materials ensures that the final fuel has a consistent energy content, which is critical for industrial users such as cement kilns or power plants that require predictable combustion characteristics. The process is also designed with environmental considerations in mind, with enclosed sorting halls, dust extraction systems, and negative pressure ventilation to minimize air emissions, control odors, and prevent the spread of contaminants.
Overall, the Pre-Sorting and Separation Units act as a quality control and material preparation hub, converting a highly variable waste stream into a reliable, combustible feedstock that can be further processed into RDF or SRF. The combination of mechanical, automated, and manual sorting technologies allows for the efficient removal of contaminants, the homogenization of combustible materials, and the optimization of calorific value, all while maintaining operational safety, environmental compliance, and process continuity. By performing this critical function, these units ensure that the plant can consistently produce high-quality, standardized fuel that meets industrial standards, reduces reliance on fossil fuels, and transforms municipal and industrial waste into a valuable energy resource.
Pre-Sorting and Separation Units
The Pre-Sorting and Separation Units in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant serve as the critical stage where incoming heterogeneous waste is transformed into a more uniform and energy-rich feedstock suitable for further processing into standardized fuel. Once waste is received and temporarily stored in the reception and storage area, it is conveyed into the pre-sorting section, where a combination of mechanical, automated, and sometimes manual systems work to remove non-combustible, hazardous, and otherwise undesirable materials from the combustible fractions. This stage is vital because the efficiency, safety, and quality of the downstream processes—such as shredding, drying, and refining—depend heavily on a feedstock that is relatively free from metals, glass, stones, inert debris, and oversized objects that could damage equipment or reduce the calorific value of the final RDF or SRF. The pre-sorting units are designed to handle large volumes of incoming waste continuously, ensuring a steady, consistent flow into the processing line.
Mechanical screening equipment such as trommels, vibrating screens, and conveyor-based classifiers are employed to separate waste according to size and density, while air classification systems can separate lighter fractions like plastics and paper from heavier inert materials. Magnetic separators are utilized to extract ferrous metals, and eddy current separators remove non-ferrous metals such as aluminum and copper. Advanced optical sorting technologies equipped with near-infrared sensors or laser-based detection systems may also be integrated to identify and remove specific materials, such as particular types of plastics or contaminants, thereby increasing the homogeneity and calorific consistency of the feedstock. Manual picking stations complement automated systems by allowing trained operators to remove hazardous or irregular items that may bypass mechanical or sensor-based separation. These might include batteries, chemicals, sharp objects, or other items that could compromise equipment integrity or operational safety.
The pre-sorting and separation stage also serves to enhance operational efficiency by reducing wear and tear on downstream equipment, preventing blockages, and ensuring that shredders and conveyors operate smoothly. By extracting moisture-laden organic fractions, inert materials, and other contaminants, the process stabilizes the energy content and moisture level of the feedstock, which is crucial for producing RDF or SRF with predictable combustion characteristics. Environmental considerations are also integrated into the design of pre-sorting units, with enclosed halls, dust extraction systems, and negative pressure ventilation minimizing dust emissions and odors. This ensures compliance with regulatory standards and protects the working environment, as large volumes of mixed waste can otherwise release significant particulate matter and odorous gases.
In essence, the Pre-Sorting and Separation Units act as the plant’s quality control and material preparation hub, converting a highly variable and heterogeneous waste stream into a refined, combustible feedstock that can be processed into high-quality RDF or SRF. By combining mechanical, automated, and manual sorting technologies, the plant ensures consistent fuel quality, operational safety, and efficiency, while maximizing calorific value and removing contaminants. This stage is indispensable in transforming raw waste into a usable energy resource, setting the foundation for all subsequent processing steps, and enabling the facility to produce standardized fuels that meet industrial requirements and environmental standards.
Waste Reception and Storage Area
The entry point of the facility where mixed municipal, commercial, and industrial waste is received, weighed, inspected, and temporarily stored. This area includes tipping floors, storage bunkers, and handling equipment such as cranes or loaders, designed to balance irregular waste deliveries with continuous plant operation. Environmental controls such as odor management, dust extraction, and leachate drainage are also integral to this section.
Pre-Sorting and Separation Units
Units that remove non-combustible, hazardous, or oversized materials from the waste stream. This stage includes mechanical screens, trommels, air classifiers, magnetic and eddy current separators, optical sorting systems, and manual picking stations. The goal is to produce a more uniform combustible feedstock with a predictable calorific value for further processing.
Shredding and Size Reduction Systems
High-capacity shredders, granulators, or cutting mills reduce the size of the combustible waste fractions to a consistent particle size. This is essential for producing fuel that is homogenous, easy to handle, and suitable for industrial combustion systems.
Drying and Conditioning Units
Optional systems that reduce the moisture content of shredded waste and improve its calorific value. Thermal dryers, fluidized beds, or air circulation systems may be used, along with mixing or homogenization processes to stabilize the feedstock and optimize fuel quality.
Refining and Fuel Preparation Section
Additional processing to standardize the fuel, including pelletizing, briquetting, or further shredding for SRF production. This ensures consistent particle size, energy content, and compliance with quality standards for industrial applications.
Storage and Logistics Systems
Silos, bunkers, or covered storage areas where the finished RDF or SRF is held prior to transport. Conveyors, loaders, and automated handling systems facilitate smooth movement to trucks or direct feeding into industrial plants while preventing contamination and moisture uptake.
Monitoring and Quality Control Systems
Integrated sampling, laboratory testing, and automated sensors monitor calorific value, moisture content, particle size, and other quality parameters. These systems ensure compliance with standards, operational efficiency, and the safety and reliability of the final fuel product.
If you want, I can expand each of these sections into long, detailed paragraphs, similar to the style we used for Waste Reception and Pre-Sorting, covering operational, environmental, and safety aspects in depth.
Waste Reception and Storage Area
The Waste Reception and Storage Area in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant serves as the critical first stage where incoming waste is received, inspected, and prepared for processing into high-quality fuel. As trucks deliver municipal, commercial, or industrial waste, each load is weighed and logged to maintain precise operational records, ensuring proper tracking of incoming tonnage and facilitating planning for downstream processing. Upon arrival, waste is unloaded onto tipping floors or into designated storage bunkers, where trained operators perform a preliminary inspection to remove oversized items, hazardous materials, or objects that could damage mechanical equipment. This initial assessment and handling are essential for both safety and the efficiency of the plant, as contaminants or dangerous items in the waste stream could compromise shredders, conveyors, and other sensitive equipment, while also affecting the quality and energy content of the final RDF or SRF product.
The physical design of the reception and storage area is tailored to accommodate high volumes of waste while minimizing environmental impacts. Storage bunkers and pits are constructed with reinforced concrete and impermeable flooring to withstand the weight and constant movement of waste and machinery, while drainage systems prevent leachate from contaminating the surrounding soil or groundwater. To control odors, dust, and airborne particulates, many facilities employ enclosed reception halls with negative pressure ventilation systems and integrated air treatment, such as biofilters or chemical scrubbers. These systems not only ensure compliance with environmental regulations but also create safer working conditions for operators. Additionally, the storage area functions as a buffer, absorbing variations in waste delivery schedules and allowing a consistent flow of material to the downstream processing lines. This capability is crucial for maintaining the steady operation of shredders, sorting units, and drying systems, which require uniform feedstock to operate efficiently.
Within the storage area, mechanical handling equipment such as overhead cranes with hydraulic grabbers, front-end loaders, and automated conveyor systems actively manage and redistribute the waste. This movement serves multiple purposes: it mixes heterogeneous waste streams, promotes homogenization of combustible materials, and prepares the feedstock for uniform processing in shredding and separation units. By blending waste from different sources or adjusting the composition of stored material, operators can optimize the moisture content, calorific value, and overall consistency of the feedstock, which is critical for producing RDF or SRF with predictable energy characteristics. Fire prevention is another key consideration, as large volumes of mixed waste can generate heat and pose a risk of spontaneous combustion. Advanced thermal sensors, fire detection systems, and automated suppression mechanisms, such as water cannons or foam systems, are integrated into the reception and storage area to monitor for hot spots and quickly respond to potential fire hazards.
Overall, the Waste Reception and Storage Area is much more than a simple unloading or holding space; it is a carefully engineered stage that balances operational efficiency, environmental protection, and safety. By regulating the intake of raw waste, facilitating homogenization and blending, preventing contamination, and providing real-time monitoring for fire and safety risks, this area establishes the foundation for the entire RDF and SRF production process. Its effective management ensures that the plant can consistently deliver uniform, high-quality feedstock to the downstream processing units, ultimately determining the efficiency, reliability, and quality of the final fuel product.
The Pre-Sorting and Separation Units in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant represent a pivotal stage where the raw waste stream is transformed into a more uniform and energy-rich material suitable for further processing. After being received, inspected, and temporarily stored in the reception area, the waste is conveyed into the pre-sorting section, where mechanical, automated, and sometimes manual systems work together to separate non-combustible, hazardous, and oversized materials from the combustible fractions. This separation is essential because the presence of metals, glass, stones, inert debris, or bulky items can damage shredders and conveyors, reduce the calorific value of the final RDF or SRF, and compromise the overall efficiency of the plant. To address these challenges, the pre-sorting units employ a combination of technologies including trommels, vibrating screens, air classifiers, magnetic and eddy current separators, and optical sorting systems. These devices work continuously to segregate metals, plastics, paper, and other materials, producing a feedstock with predictable physical characteristics and energy content. Manual picking stations complement the automated systems by allowing trained operators to remove hazardous items such as batteries, chemicals, or sharp objects that might bypass mechanical separation, ensuring both safety and fuel quality.
Mechanical screens, trommels, and conveyors sort waste by size, removing oversized debris and separating lighter from heavier fractions, while magnetic separators extract ferrous metals and eddy current separators remove non-ferrous metals such as aluminum and copper. Optical sorting systems, equipped with near-infrared or laser sensors, further refine the feedstock by identifying specific materials based on spectral properties, enabling precise separation of plastics, paper, or other combustible fractions. Air classification systems exploit differences in density to separate light materials such as plastics and paper from heavier inert components, improving both the uniformity and calorific value of the material that proceeds to the shredding stage. This combination of mechanical and sensor-based sorting allows the plant to handle highly heterogeneous waste streams efficiently, producing a consistent output that meets the energy and quality requirements for RDF or SRF.
In addition to quality control, the pre-sorting and separation process enhances operational efficiency and safety. By removing metals and inert materials early in the process, the system reduces wear and tear on shredders, conveyors, and other processing equipment, lowering maintenance requirements and minimizing the risk of unexpected downtime. Extracting moisture-laden organic fractions or variable materials also helps stabilize the energy content of the feedstock, which is crucial for combustion systems that require consistent fuel characteristics. Environmental controls, such as enclosed sorting halls, dust extraction systems, and negative pressure ventilation, are incorporated to limit the release of odors and airborne particulates, ensuring regulatory compliance and maintaining a safe and healthy working environment.
Ultimately, the Pre-Sorting and Separation Units function as the plant’s material preparation and quality assurance hub, transforming a highly variable and heterogeneous waste stream into a stable, combustible feedstock. By combining mechanical, automated, and manual sorting techniques, the system ensures that the downstream shredding, drying, and refining stages receive uniform material, enhancing the efficiency, reliability, and quality of the final RDF or SRF product. This stage is indispensable for producing high-calorific, standardized fuels that meet industrial requirements, allowing the plant to maximize energy recovery from waste while minimizing operational risks and environmental impacts.
The Shredding and Size Reduction Systems in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant are a critical stage where the pre-sorted waste is transformed into a uniform and manageable material that can be effectively processed into high-quality fuel. After the removal of non-combustible, hazardous, and oversized items during the pre-sorting stage, the remaining combustible fractions—primarily plastics, paper, cardboard, textiles, and wood—enter high-capacity shredders or granulators designed to reduce their size to consistent dimensions. This size reduction is essential not only for improving the handling, transport, and storage of the material but also for ensuring that the final RDF or SRF achieves a predictable and uniform calorific value. By breaking down large and heterogeneous waste pieces into smaller, more homogenous particles, the shredding stage enhances the efficiency of downstream processes, including drying, conditioning, refining, and combustion in industrial applications.
Shredders and cutting mills are engineered to handle large volumes of material continuously while maintaining operational reliability under the abrasive and variable nature of mixed waste. The equipment typically features heavy-duty rotors, robust cutting blades, and reinforced housing to resist wear and damage from residual metals or other tough contaminants. Many facilities incorporate multiple shredding stages, beginning with coarse shredding to break down bulky items and followed by finer shredding or granulation to achieve the precise particle size required for RDF or SRF production. In some plants, adjustable screens and sieves are used in conjunction with shredders to control particle size and remove oversize or undersize fragments, ensuring consistency in the feedstock. The shredding process also facilitates better mixing of different combustible fractions, further homogenizing the material and reducing variability in moisture content, density, and calorific value.
Operational safety and efficiency are critical considerations in shredding systems, given the mechanical forces and high material throughput involved. Equipment is often equipped with overload protection, automatic shutdown mechanisms, and sensors to detect blockages or jams caused by residual metals or unexpected materials. Dust extraction systems and enclosed shredding housings help minimize airborne particulates, maintaining compliance with environmental standards and protecting workers from respiratory hazards. Fire prevention measures, such as temperature monitoring, sprinkler systems, and rapid response protocols, are also essential due to the heat generated by mechanical friction and the combustible nature of the shredded materials. Effective shredding ensures that the material leaving this stage is uniform, free from oversized contaminants, and suitable for subsequent drying, conditioning, and refining processes.
The Shredding and Size Reduction Systems not only improve the physical characteristics of the waste but also play a pivotal role in maximizing the energy efficiency of the RDF or SRF produced. Uniform particle size ensures more complete and consistent combustion in end-use applications, whether in cement kilns, power plants, or co-firing systems. It also enhances storage stability and transport efficiency, allowing for smoother handling in silos, conveyors, and trucks. By converting heterogeneous waste streams into a predictable and homogenous feedstock, the shredding stage forms a bridge between raw pre-sorted material and the precise, standardized fuels required in industrial applications. In essence, shredding is the process that transforms irregular, bulky, and variable waste into a controllable and energy-rich product, making it a cornerstone of the RDF and SRF production chain.
The Drying and Conditioning Units in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant are a crucial step in transforming shredded and pre-sorted waste into a uniform, energy-rich, and high-quality fuel suitable for industrial combustion. After the material has been reduced to a consistent size in the shredding stage, it often contains variable moisture levels, which can significantly impact its calorific value, combustion efficiency, and storage stability. To address this, the waste undergoes drying processes that reduce moisture content to an optimal range, typically between 10% and 20% depending on the intended end use. Drying can be achieved through thermal methods such as rotary drum dryers, fluidized bed dryers, or hot-air circulation systems, all designed to evenly and efficiently remove water from heterogeneous waste without damaging the combustible fractions. Proper drying ensures that the RDF or SRF can be handled safely, transported without clumping or degradation, and burned efficiently with predictable energy release in industrial boilers, cement kilns, or power plants.
Conditioning within these units also involves the homogenization and stabilization of the fuel material, which is critical for ensuring consistency in particle size, density, and energy content. Mechanical mixers, blending drums, or screw conveyors are often used to thoroughly mix the shredded material, distributing moisture and combustible fractions evenly throughout the batch. This step reduces variations between individual particles and improves the overall quality of the fuel, allowing industrial end-users to achieve more uniform combustion and reduce emissions. In addition, conditioning can include screening or sieving to remove fines, dust, or residual contaminants that could negatively affect storage, handling, or burning performance. By producing a more uniform and stable feedstock, the drying and conditioning stage helps to maintain compliance with industrial and environmental standards while optimizing energy recovery.
Environmental and operational considerations are central to the design of drying and conditioning units. Since the process involves heated air and often produces airborne dust and odors, enclosed systems with dust extraction, air filtration, and odor control measures are essential to minimize environmental impact and ensure worker safety. Continuous monitoring of temperature, moisture content, and airflow is implemented to prevent overheating, fire risks, or incomplete drying. Safety systems, including thermal sensors, fire suppression, and emergency shut-offs, are integrated into the units to address the inherent risks of processing combustible materials at elevated temperatures. Energy efficiency is also a priority; many modern RDF and SRF plants use heat recovery systems to capture waste heat from combustion or exhaust gases to preheat incoming air, reducing energy consumption and operational costs.
The Drying and Conditioning Units thus serve as both a quality assurance and a fuel optimization stage within RDF and SRF production. By lowering moisture content, homogenizing particle composition, and ensuring stability, these units directly influence the efficiency, reliability, and environmental performance of the final fuel. Consistent, energy-rich material produced in this stage not only burns more effectively but also reduces emissions, minimizes storage and transport issues, and provides industrial users with a standardized product they can rely on. Ultimately, drying and conditioning bridge the mechanical size reduction of shredding with the final refining and fuel preparation stages, ensuring that RDF and SRF are safe, uniform, and ready for use in industrial energy applications.
Shredding and Size Reduction Systems
The Shredding and Size Reduction Systems in a Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plant are a critical stage where pre-sorted waste is transformed into a uniform and manageable material that can be effectively processed into high-quality fuel. After non-combustible, hazardous, and oversized items are removed during the pre-sorting stage, the remaining combustible fractions—plastics, paper, cardboard, wood, and textiles—enter high-capacity shredders, granulators, or cutting mills. These systems are specifically designed to reduce the material to a consistent particle size, which is essential for improving handling, storage, transport, and combustion performance. Uniform particle size ensures that downstream processes such as drying, conditioning, refining, and ultimately combustion operate efficiently and reliably. The shredding process also contributes to the homogenization of the waste stream, blending different combustible fractions to produce a more predictable calorific value for the RDF or SRF.
Shredders used in RDF and SRF plants are built to withstand the abrasive and highly variable nature of mixed waste. They feature robust cutting blades, heavy-duty rotors, and reinforced housings capable of processing large volumes of material continuously. In many plants, a two-stage shredding process is employed: coarse shredding first reduces bulky items and large pieces to manageable sizes, followed by fine shredding or granulation to achieve the precise particle size required for fuel production. Screens and sieves are often integrated into the system to control particle size and remove oversized fragments, while sensors monitor for blockages or the presence of remaining metals and inert materials that could damage the equipment. By ensuring consistent particle size, shredding improves the quality and predictability of the final RDF or SRF, enhancing its suitability for industrial applications such as cement kilns, power plants, or co-firing facilities.
Operational safety and efficiency are key considerations in shredding and size reduction. Equipment is typically equipped with overload protection, emergency stop systems, and sensors to detect jams or blockages, minimizing the risk of mechanical failure. Enclosures, dust extraction systems, and negative pressure ventilation help control airborne particulates and odors, protecting workers and ensuring regulatory compliance. Fire prevention is also critical, as friction from mechanical processing and the combustible nature of the material can create hot spots; therefore, thermal monitoring, sprinkler systems, and rapid response protocols are integrated into the design to mitigate fire risks. In addition to improving fuel characteristics, shredding reduces storage and handling issues by producing uniform, easily transportable particles, which also improves combustion efficiency and reduces emissions during energy recovery.
Overall, Shredding and Size Reduction Systems act as a bridge between pre-sorted, heterogeneous waste and the uniform, energy-rich material required for RDF and SRF production. They not only improve the physical characteristics of the feedstock but also enhance operational efficiency, safety, and environmental performance. By producing consistently sized, homogenous, and manageable particles, shredding ensures that downstream processes such as drying, conditioning, refining, and fuel storage can operate effectively, ultimately resulting in a reliable, high-quality fuel product suitable for industrial energy applications.
Shredding and Size Reduction Systems are at the heart of transforming heterogeneous waste streams into consistent, manageable, and energy-rich material for RDF and SRF production, acting as one of the most technically demanding and operationally critical stages in the entire process. The waste arriving at this point has already passed through pre-sorting and separation to remove metals, inerts, and hazardous components, yet it still contains bulky, irregular, and variable fractions that would be impossible to handle directly in downstream equipment or combustion systems. Shredding brings this material into a controlled form by breaking it down into smaller, uniform particles, improving its handling, transport, and storage characteristics, while also enhancing its combustion efficiency and overall fuel quality. The significance of this process lies in its ability to create homogeneity from heterogeneity; plastics, textiles, cardboard, paper, and wood, despite their very different properties, are reduced and blended together into a consistent feedstock with predictable calorific values and combustion behavior.
The equipment used in size reduction is engineered with extraordinary durability to withstand the tough and abrasive nature of mixed waste. Shredders are equipped with hardened steel blades, heavy-duty rotors, and reinforced housings to resist wear caused by contaminants that occasionally pass through pre-sorting, such as small metal fragments or glass. In many modern plants, shredding is carried out in multiple stages, starting with coarse shredding to reduce large and bulky items into smaller fragments, followed by fine shredding or granulation to meet precise specifications in particle size. Adjustable screens, sieves, and classifiers are often used in conjunction with shredders to guarantee consistency, while oversized particles are automatically recirculated until they meet the desired dimensions. This precision is vital not only for fuel quality but also for preventing blockages and ensuring the smooth operation of drying, conditioning, and baling systems that follow.
From an operational perspective, shredding systems are highly automated and protected by a wide range of safety and monitoring technologies. Load sensors, automatic shutdown mechanisms, and overload protections help prevent mechanical damage when unexpected materials enter the system. Fire detection and suppression systems are integrated because friction and the presence of combustible materials make shredders a potential ignition point. Temperature sensors and infrared monitoring are commonly employed to detect hot spots early, while sprinklers, foam cannons, or inert gas suppression systems can extinguish fires quickly before they spread. Dust management is another priority; enclosed housings with dust extraction units not only protect workers but also maintain air quality, reduce explosion risks, and ensure compliance with strict environmental regulations. These integrated safety and control measures allow shredding systems to operate continuously at high throughput while maintaining reliability and worker protection.
Beyond operational and safety considerations, shredding and size reduction also directly influence the environmental and economic performance of RDF and SRF plants. By producing a homogenous particle size, shredding ensures that combustion in cement kilns, power plants, or co-firing units occurs more efficiently, reducing unburned residues, improving energy recovery rates, and lowering greenhouse gas emissions per unit of fuel consumed. The consistency of shredded material also makes transport and storage far easier, as it reduces volume, prevents clumping, and ensures stability during storage periods, minimizing the risk of decomposition or self-heating. Moreover, by refining waste into a controlled product, shredding adds value to the material, enabling it to serve as a reliable alternative to fossil fuels and contributing to the circular economy by converting residual waste into usable energy resources. In essence, shredding and size reduction systems are not merely mechanical processing units but pivotal enablers of high-quality fuel production, shaping the efficiency, safety, and sustainability of RDF and SRF plants.
Shredding and Size Reduction Systems form the backbone of any modern RDF and SRF production facility, as they are responsible for turning bulky, irregular, and inconsistent waste streams into uniform material that can be efficiently processed, stored, transported, and ultimately used as fuel in energy recovery applications. Once the waste has passed through pre-sorting and contaminants have been removed, it is still composed of diverse fractions like plastics, wood, textiles, cardboard, and paper, each with different shapes, sizes, and densities. If fed directly into downstream processes or combustion systems, such waste would cause blockages, uneven burning, and inefficiencies. The shredding process solves this problem by reducing the material into smaller, consistently sized particles, which improves flowability on conveyors, stability in silos or bunkers, and predictability in combustion systems such as cement kilns or power plants. The creation of homogeneity at this stage is critical because it ensures that the final RDF or SRF product has a stable calorific value, uniform moisture distribution, and combustion behavior that meets the demanding requirements of industrial users.
The machinery used for shredding is specifically designed to withstand the challenging conditions presented by mixed waste. These systems typically include high-torque, slow-speed primary shredders for coarse reduction, followed by high-speed secondary shredders or granulators for fine shredding and precise sizing. The robustness of the equipment lies in its heavy-duty rotors, hardened steel cutting blades, and reinforced housings, which allow continuous operation even when abrasive or unexpected materials are present in the waste stream. Modern shredding systems often include adjustable screens and sieves to control the final particle size, with oversized fractions being automatically recirculated until they conform to specifications. This not only guarantees uniformity but also allows operators to tailor the fuel to the requirements of specific end users, whether that be coarse RDF for co-firing or finely shredded SRF for cement kilns and advanced thermal conversion technologies.
The operation of shredding systems involves advanced automation and monitoring to ensure efficiency, reliability, and safety. Sensors and control units regulate feed rates, detect overloads, and automatically shut down equipment in the event of jams or excessive torque. Fire detection and suppression systems are indispensable due to the risk of ignition caused by friction and the inherently combustible nature of the material. Infrared cameras, thermal sensors, and gas detection devices continuously monitor conditions inside the shredding chambers, while water mist systems, sprinklers, or inert gas extinguishers are ready to act in case of fire. Dust control is another major concern, as shredding generates significant amounts of airborne particulates. To mitigate this, enclosures, dust extraction systems, and negative pressure ventilation are employed, not only to protect workers but also to prevent explosions and maintain compliance with environmental regulations. By integrating safety and environmental controls into the shredding stage, facilities can sustain high throughput without compromising worker health or plant integrity.
The benefits of effective shredding extend well beyond the operational realm and directly impact the performance of the RDF or SRF as a fuel. Homogenized and finely shredded material burns more efficiently, with fewer unburned residues, lower emissions, and higher energy recovery rates. This consistency makes it a reliable alternative to fossil fuels in industries that require strict control over fuel properties, such as cement manufacturing, steel production, and power generation. Furthermore, uniform particle size improves the logistics of RDF and SRF by making it easier to compact, bale, and transport, while also enhancing storage stability by preventing clumping, reducing self-heating, and minimizing the risk of degradation over time. In economic terms, shredding adds value by transforming residual waste into a standardized, marketable product that supports energy recovery goals and reduces reliance on landfills. In environmental terms, it plays a decisive role in enabling the shift toward a circular economy, where waste is no longer a burden but a resource converted into usable energy. For these reasons, shredding and size reduction systems stand as one of the most essential components in RDF and SRF plants, directly influencing efficiency, safety, fuel quality, and sustainability.
Shredding and Size Reduction Systems are indispensable in RDF and SRF plants because they provide the transformation that turns heterogeneous and unwieldy waste streams into a consistent, uniform, and manageable feedstock suitable for energy recovery. The waste that reaches this stage, even after initial sorting, still consists of highly variable fractions such as plastics, paper, textiles, wood, and sometimes residual organics. These materials are irregular in shape, size, and density, which makes them unsuitable for direct handling in downstream equipment or for combustion in industrial furnaces. By applying powerful mechanical forces, shredding systems break down these diverse fractions into smaller, standardized particles that can be reliably processed, stored, transported, and combusted. This conversion from disorder to uniformity is at the heart of what makes RDF and SRF valuable, because consistency in size and composition leads directly to predictability in calorific value, improved flow through conveyors and bunkers, and optimized combustion performance in cement kilns, boilers, or power plants.
The equipment used for shredding is built to withstand the demanding conditions of processing mixed waste, which often contains abrasive or unexpected contaminants despite pre-sorting. Heavy-duty primary shredders are typically used to handle coarse size reduction, cutting down bulky and irregular items into more manageable fragments. Secondary shredders or fine granulators then refine the material further, ensuring that particle size meets the tight specifications required for RDF and SRF production. These systems often incorporate adjustable screens or sieves to separate out oversized pieces, which are recirculated until they conform to the desired size. By combining multiple shredding stages with precise screening, plants can achieve a highly uniform output, reducing variability and allowing them to tailor the fuel to the needs of specific industrial users. The mechanical robustness of these systems, with hardened steel blades, high-torque motors, and reinforced housings, ensures they can operate continuously and reliably in an environment where wear, tear, and blockages are common risks.
Safety and environmental protection are critical concerns in shredding operations, given the combustible nature of the feedstock and the intense mechanical stresses involved. Modern systems are equipped with sensors to monitor torque, vibration, and temperature, automatically shutting down or adjusting feed rates to prevent damage or accidents. Fire detection and suppression systems are integrated directly into shredding lines because the friction generated during size reduction, combined with the presence of combustible waste, makes the process a potential ignition point. Infrared cameras, thermal monitoring, and spark detection systems are used to identify hotspots before they develop into fires, while suppression measures such as water mist, foam, or inert gas can be deployed instantly. Dust generation is another major issue during shredding, not only because it poses respiratory hazards to workers but also because fine dust in confined spaces can create explosion risks. To counter this, shredders are typically enclosed and connected to dust extraction and filtration systems that maintain air quality, ensure regulatory compliance, and create safer working conditions.
The advantages of shredding extend beyond processing efficiency and safety to directly influence the quality and usability of the RDF or SRF produced. Consistent particle size ensures more complete and stable combustion, reducing unburned residues, lowering emissions, and improving energy recovery efficiency. Uniformly shredded material is also easier to handle logistically, as it can be compacted, baled, or stored in silos without clumping or degradation. This stability is critical when RDF or SRF is transported over long distances or stored for extended periods before use, as it minimizes the risks of self-heating, decomposition, or fire. From an economic perspective, shredding enhances the value of residual waste by turning it into a standardized product with predictable energy characteristics, making it attractive to industries that require reliable alternative fuels. From an environmental perspective, it supports circular economy principles by reducing landfill dependency and turning waste into a resource for clean energy generation. In this way, shredding and size reduction systems serve as a cornerstone of RDF and SRF plants, bridging the gap between raw, heterogeneous waste and the production of high-quality, sustainable fuels that meet both industrial demands and environmental goals.
Drying and Conditioning Units
Drying and Conditioning Units are a crucial step in the production of Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF), as they directly influence the fuel’s calorific value, combustion stability, and overall marketability. Waste streams entering RDF and SRF plants often contain a significant proportion of moisture, depending on the source material. Municipal solid waste, for example, can carry high water content from food residues, green waste, or exposure to rain during collection and storage. Industrial waste fractions can also include damp paper, textiles, or contaminated plastics. Excess moisture reduces the energy efficiency of the final fuel because energy that could otherwise be used for heat or power generation is instead consumed in evaporating water during combustion. Drying units remove this excess moisture, while conditioning processes ensure the homogenization of material properties such as temperature, density, and flowability. This dual process enhances not only the fuel’s performance in end-use applications like cement kilns or power plants but also the operational stability of the plant itself.
The technology applied in drying systems varies according to the composition and scale of the plant, but the most common designs include rotary drum dryers, belt dryers, fluidized bed dryers, and low-temperature air drying systems. Rotary drum dryers are robust and suitable for processing mixed waste fractions, where waste is tumbled and exposed to heated air flows that evaporate moisture efficiently. Belt dryers, by contrast, are better suited for continuous and uniform drying of lighter fractions such as paper, plastics, or textiles, offering a more controlled drying environment. Fluidized bed dryers use upward-flowing air to suspend waste particles, allowing heat to transfer evenly and quickly. In many RDF and SRF plants, waste heat from other parts of the facility, such as exhaust gases from combustion or gasification systems, is recovered and used for drying. This energy integration makes the drying process not only more cost-effective but also environmentally friendly by reducing overall emissions and fuel consumption.
Conditioning units often work in tandem with drying systems to stabilize the waste fuel before it advances to the next stage of processing. Beyond reducing moisture, conditioning may include cooling the dried material to prevent self-ignition during storage, homogenizing the temperature of the waste stream, and stabilizing particle density to ensure smooth flow through conveyors, bunkers, or pelletizing lines. In some cases, additives may be introduced during conditioning to improve combustion behavior or reduce emissions in the final application. For instance, certain mineral additives can be mixed into the RDF or SRF to bind chlorine or sulfur compounds, which in turn reduces the formation of harmful flue gases during combustion. Conditioning also plays an essential role in dust management, as excessively dry waste can generate fine particulates that pose both safety risks and operational inefficiencies. By stabilizing the moisture and temperature profile of the fuel, conditioning units ensure that the output is safe to handle, store, and transport, while also guaranteeing compliance with the strict specifications demanded by industries using alternative fuels.
The benefits of drying and conditioning extend well beyond the boundaries of the processing facility. For end-users such as cement manufacturers or energy producers, receiving RDF or SRF with consistent low moisture content translates to higher net calorific value, reduced fuel variability, and improved predictability of combustion processes. This consistency minimizes the need for adjustments in kiln or boiler operations, enhances thermal efficiency, and leads to cleaner emissions. For operators of RDF and SRF plants, integrating drying and conditioning systems reduces the likelihood of operational bottlenecks, equipment wear, and safety incidents. It also broadens the potential market for the fuel, since higher-quality, conditioned fuels can compete with conventional fossil fuels in more demanding applications. From an environmental perspective, drying minimizes the risk of biodegradation and methane emissions during storage, while conditioning ensures that the material can be safely stored without the risk of spontaneous combustion.
Ultimately, Drying and Conditioning Units transform waste from a problematic, variable feedstock into a standardized, high-performance alternative fuel that meets the expectations of modern industry. By ensuring low moisture levels, stable temperature, and consistent density, these systems provide the foundation for reliable energy recovery, efficient logistics, and long-term sustainability. They also reflect the growing sophistication of RDF and SRF plants, where each step is carefully designed to maximize resource recovery, minimize environmental impact, and deliver economic value. Without effective drying and conditioning, the entire RDF and SRF supply chain would be weakened, as moisture-rich, unstable waste fuels would struggle to compete with traditional energy sources. By bridging the gap between raw shredded material and ready-for-use solid fuel, drying and conditioning units represent one of the key enablers of the transition to circular energy systems.
Drying and Conditioning Units are among the most decisive components in the processing chain of RDF and SRF plants, since they directly determine the fuel’s energy potential, safety during handling, and compliance with market standards. The heterogeneity of incoming waste streams means that moisture levels can vary widely, with some loads arriving saturated due to organic residues or weather exposure and others carrying relatively dry fractions such as plastics or textiles. Excess moisture not only reduces the net calorific value of the material but also affects its mechanical behavior during downstream processing, making it more difficult to shred, separate, or densify. For this reason, drying systems are employed to bring the waste to a stable and controlled moisture range, often around 10–20 percent, which is suitable for efficient combustion in cement kilns, industrial boilers, or waste-to-energy facilities. Conditioning, which typically follows drying, is just as important, as it ensures that the dried material is cooled, homogenized, and stabilized to prevent operational risks such as dust explosions or spontaneous ignition in storage. Together, these units form the backbone of the fuel upgrading process, turning a variable waste feed into a predictable energy resource.
The engineering of drying systems reflects the complexity of the task, as the waste fractions in RDF and SRF plants are not uniform like agricultural residues or wood chips. Rotary drum dryers, for instance, are widely used due to their robust ability to handle mixed and irregular materials, tumbling them inside a heated chamber where hot gases or air evaporate the moisture. Belt dryers, on the other hand, are suited for lighter fractions where a more controlled and even drying process is required, ensuring uniform exposure to warm airflow over longer residence times. Fluidized bed dryers provide high efficiency when particle sizes are smaller, as the waste is suspended by a rising stream of heated air, which increases surface contact and accelerates drying. Many facilities also prioritize energy integration by reusing heat from other plant systems such as boilers, incinerators, or exhaust gas streams, thereby reducing operational costs and minimizing carbon emissions. The sophistication of these drying solutions underlines the importance of viewing RDF and SRF plants not just as waste treatment facilities but as highly engineered systems for fuel production.
Conditioning is equally critical because it transforms dried waste into a fuel that is not only energy-dense but also safe, stable, and compliant with the strict requirements of industrial users. Once drying removes the excess water, the material may need to be cooled to prevent heat buildup during storage, which could lead to fire risks or degradation. Conditioning systems also homogenize the waste stream, ensuring that moisture levels, temperature, and density are consistent across the entire fuel batch. This is vital because end-users require uniform feedstocks to achieve stable combustion conditions and avoid fluctuations in energy output or emissions. In addition, conditioning often includes dust suppression measures, since very dry materials tend to generate fine particulates that complicate handling and increase health and safety hazards. Some advanced plants also introduce additives during conditioning to improve the fuel’s combustion properties or to bind undesirable elements like chlorine or sulfur, which can cause corrosion or harmful emissions during combustion. By embedding these functions within the plant, conditioning enhances both the quality of the product and the efficiency of its use in downstream applications.
The benefits of drying and conditioning extend across the entire lifecycle of RDF and SRF fuels. For operators, these units reduce the likelihood of blockages, equipment wear, and inefficiencies in subsequent stages such as pelletizing, storage, and transportation. For industrial consumers, they guarantee a more predictable and higher-calorific-value fuel, which minimizes the need for constant operational adjustments in kilns, boilers, or furnaces. The economic advantages are clear: fuels with lower and controlled moisture content can command higher market value, compete directly with fossil fuels, and open new opportunities in sectors that demand precise fuel characteristics. From an environmental standpoint, drying reduces the biological activity of the waste, preventing methane generation during storage, while conditioning ensures that emissions during combustion remain within regulatory limits. These aspects highlight the central role of drying and conditioning units not only in energy recovery but also in the broader goals of sustainability and circular economy.
In the end, drying and conditioning serve as a transformation stage that elevates RDF and SRF from raw, inconsistent waste into a market-ready fuel capable of meeting the stringent demands of modern energy systems. Without this process, waste-derived fuels would remain limited in application, struggling to match the reliability and efficiency of coal, petcoke, or natural gas. By combining technological precision with energy integration strategies, drying and conditioning systems demonstrate how engineering innovation can bridge the gap between waste management and energy production, contributing to both economic resilience and environmental responsibility. Their role is not merely preparatory but foundational, enabling the entire RDF and SRF concept to function as a sustainable alternative in the global energy landscape.
Drying and Conditioning Units in RDF and SRF plants form a fundamental bridge between raw waste processing and the production of high-quality, marketable fuel. At their core, these units are designed to address one of the most persistent challenges in handling mixed municipal and industrial waste: excessive and inconsistent moisture content. Waste streams that arrive at the facility can vary dramatically depending on their source, weather conditions during collection, and the mix of organic versus inorganic components. High moisture not only reduces the fuel’s calorific value but also complicates mechanical processing, as wet materials tend to clog shredders, stick to conveyors, and resist proper size reduction. By introducing controlled drying, these problems are mitigated, and the waste is converted into a feedstock that behaves more predictably in downstream equipment. Drying transforms a material that would otherwise be inefficient and unstable into one that has both economic and energetic value, making it a central function in RDF and SRF production lines.
The engineering solutions for drying waste-derived fuels are diverse, and the choice of system often depends on the scale of the facility, the characteristics of the waste, and the desired end product. Rotary drum dryers remain among the most common technologies due to their robustness and ability to process heterogeneous material. Inside a rotating cylinder, waste is constantly lifted and dropped through a stream of hot gases, allowing even large or irregularly shaped particles to dry effectively. Belt dryers, in contrast, provide a more gentle and uniform process, ideal for lighter fractions such as plastics or textiles, where overexposure to heat might damage the fuel quality or create dust. Fluidized bed dryers, though more complex, offer exceptional energy efficiency by suspending smaller waste particles in hot air, maximizing surface contact and speeding up moisture evaporation. Importantly, these drying processes are rarely standalone; most modern plants integrate waste heat recovery from other parts of the facility, such as the boiler or flue gas treatment system. This ensures that the drying process does not represent an excessive energy burden but instead becomes part of a synergistic system where every bit of heat is reused to maximize efficiency.
Conditioning follows naturally after drying and is no less important. Even once moisture has been reduced to the desired level, the waste-derived fuel must be stabilized, cooled, and homogenized before it can be safely stored, transported, or used. Without this stage, RDF and SRF could present risks such as spontaneous ignition, microbial reactivation, or dust-related hazards. Cooling systems reduce the temperature of the dried material, ensuring it does not carry residual heat into storage silos, where self-heating could occur. Homogenization ensures that moisture and particle consistency are uniform across the batch, which is critical for industrial users such as cement plants or power stations that demand steady combustion conditions. Conditioning also addresses safety issues by incorporating dust suppression methods, which are vital because very dry waste fractions can release fine particulates during handling, posing both health hazards and fire risks. In some facilities, conditioning systems also provide opportunities to introduce additives that neutralize corrosive elements or improve combustion properties, thereby fine-tuning the waste-derived fuel to meet the requirements of specific end-users.
The role of drying and conditioning extends far beyond technical adjustments—it has a direct influence on the economic and environmental performance of the entire RDF or SRF plant. Fuels that are thoroughly dried and conditioned have higher calorific values, which makes them more competitive against fossil fuels and increases their market value. Industrial buyers are more likely to rely on RDF or SRF when the product is consistent, stable, and safe, as it minimizes disruptions in their energy systems and avoids costly downtime. From the operator’s perspective, well-processed material also reduces wear and tear on equipment, prevents blockages, and simplifies logistics by enabling denser and more predictable fuel streams. On the environmental side, reducing the biological activity of moist waste prevents methane emissions during storage, while ensuring uniform combustion properties minimizes harmful emissions such as dioxins, furans, or acid gases when the fuel is ultimately used. This positions drying and conditioning as not only an operational necessity but also a strategic enabler of sustainability.
Ultimately, drying and conditioning transform RDF and SRF into reliable, energy-rich resources that are compatible with the demands of modern industry. Without them, waste-derived fuels would remain inconsistent, unstable, and limited in application, unable to compete with traditional energy sources. By carefully managing moisture, temperature, and uniformity, these systems ensure that every ton of waste processed contributes to a cleaner, more predictable, and more valuable fuel stream. This makes them indispensable to the concept of turning waste into energy, anchoring RDF and SRF production within the broader framework of the circular economy and sustainable energy transition.
Drying and Conditioning Units represent one of the most transformative elements within RDF and SRF plants because they directly determine the quality, stability, and usability of the final fuel product. Moisture is the most critical variable in waste-derived fuels, and it is highly unpredictable, depending on the origin of the waste, the climate conditions during collection, and the proportion of biodegradable content. For instance, food residues, wet cardboard, garden waste, and even rain-soaked plastics can significantly increase the water content of the waste stream. If such material is processed without drying, the resulting RDF or SRF will have a much lower net calorific value, meaning that much of the energy released during combustion is wasted on evaporating water instead of generating useful heat. This undermines the efficiency of waste-to-energy processes and makes the fuel less attractive to industrial users who depend on steady and predictable performance. By applying drying systems, operators remove this excess water and stabilize the feedstock so that it can burn more effectively, reliably, and cleanly, elevating waste from an unpredictable material to a high-performance alternative fuel.
The technology behind drying is varied and sophisticated, designed to accommodate the mixed and often inconsistent nature of waste streams. Rotary drum dryers are among the most common, chosen for their robustness and ability to handle large, irregular particles that characterize municipal and industrial waste. The tumbling action inside the rotating drum exposes surfaces to heated air flows, evaporating moisture effectively across a wide range of material types. Belt dryers, in contrast, provide more control and are better suited to lighter fractions such as paper, plastics, or textiles, which require careful handling to prevent over-drying or degradation. Fluidized bed dryers take the process further, suspending particles in an upward stream of hot air, ensuring even heat transfer and rapid drying. Increasingly, RDF and SRF facilities integrate drying systems with energy recovery loops, capturing waste heat from boilers, engines, or flue gases elsewhere in the plant to supply the drying process. This reduces operational costs, lowers the plant’s carbon footprint, and turns what would otherwise be wasted heat into a productive input.
Conditioning, which follows drying, is equally essential because it ensures that the processed material is safe, stable, and uniform before moving into storage, transport, or further densification. Freshly dried material often carries residual heat, and if it were stored immediately, this could create hotspots leading to self-heating or even spontaneous combustion. Cooling systems within conditioning units mitigate this risk, while homogenization systems ensure the material’s temperature and residual moisture content are consistent throughout the batch. Uniformity is particularly important for end-users such as cement kilns or power plants, which require a steady and predictable fuel supply to maintain efficient operations. Conditioning units also play a role in dust suppression, since over-dried waste can become friable and generate fine particulates during handling, creating safety and environmental hazards. In some cases, additives are introduced during conditioning to improve combustion properties or reduce harmful emissions; for example, mineral compounds can bind chlorine or sulfur to prevent the release of acid gases during combustion. By combining cooling, homogenization, and stabilization, conditioning ensures that RDF and SRF are not just efficient fuels but also safe and compliant with environmental standards.
The broader benefits of drying and conditioning extend to every link in the waste-to-fuel chain. For producers, properly dried and conditioned RDF and SRF are easier to handle, transport, and store, reducing operational challenges such as clogging in conveyors, wear on shredders, or instability in storage silos. For industrial users, fuels with lower moisture and consistent properties translate into higher calorific values, stable combustion, and reduced emissions, making them reliable substitutes for coal, petroleum coke, or other fossil fuels. On a market level, the quality improvements brought by drying and conditioning make RDF and SRF more competitive and appealing to industries under pressure to decarbonize, such as cement production, district heating, and electricity generation. Environmentally, reducing the water and biological activity in waste minimizes methane emissions during storage and ensures more complete and cleaner combustion when the fuel is ultimately used. This creates a system where waste-derived fuels not only divert waste from landfills but also actively support the transition to low-carbon energy.
In this way, Drying and Conditioning Units are not just auxiliary systems but the backbone of RDF and SRF production, ensuring that waste is transformed into a stable, efficient, and market-ready product. They address the challenges of variability and instability that naturally come with waste and replace them with predictability, efficiency, and safety. Without drying and conditioning, RDF and SRF would remain inconsistent and limited in application, struggling to compete with fossil fuels. With them, however, they become powerful tools for industries seeking to reduce emissions, cut costs, and embrace circular economy practices. Their role is therefore both technical and strategic, making them indispensable in the long-term vision of sustainable waste management and energy recovery.
Refining and Fuel Preparation Section
The Refining and Fuel Preparation Section in RDF and SRF plants is where the waste stream undergoes its final transformation into a consistent, high-quality alternative fuel suitable for industrial applications. Up to this point, the waste has already been received, sorted, shredded, dried, and conditioned, but it still retains heterogeneity in terms of particle size, composition, and purity. The refining process ensures that contaminants such as metals, inerts, and oversized particles are removed, while the fuel fraction is homogenized to meet strict specifications demanded by end-users like cement kilns, power plants, or steel industries. The central goal of this section is to create a product that is reliable, safe, and capable of competing directly with fossil fuels in terms of calorific value, combustion efficiency, and emissions performance. By refining the waste-derived fuel, operators provide not only a stable energy resource but also a product that integrates seamlessly into industrial processes without disrupting their operations or damaging their equipment.
A key part of refining is the removal of impurities and non-combustible fractions that reduce the quality of the fuel. Advanced separation systems are used to eliminate residual metals, glass, stones, or ceramics that might still be present after initial sorting. Magnetic separators and eddy current separators capture ferrous and non-ferrous metals, while density-based air classifiers separate heavy inert particles from lighter combustible ones. Optical sorting technologies may also be employed at this stage to identify and remove undesirable fractions such as PVC plastics, which can release chlorine during combustion and create harmful emissions. The result is a cleaner fuel fraction composed primarily of paper, cardboard, plastics, textiles, and other combustible materials that together provide a high calorific value and predictable combustion behavior. This purification not only enhances the energy efficiency of the fuel but also protects downstream industrial users from issues such as slagging, corrosion, or excessive maintenance requirements in their furnaces and boilers.
Once impurities are removed, the fuel preparation process focuses on optimizing the physical characteristics of the RDF or SRF to ensure consistent performance. Particle size reduction systems, such as secondary shredders or fine mills, may be used to standardize the granularity of the material. Uniform particle size is essential because it ensures even feeding, stable combustion, and complete energy release during firing. In many plants, densification or pelletizing systems are integrated into this section, where the refined fuel is compressed into pellets or briquettes. These densified forms improve transport efficiency, reduce storage space, and create a fuel that behaves more like traditional fossil fuels in automated feeding systems. Pelletized RDF or SRF is especially valuable for markets that require strict standardization, as it ensures uniform density, moisture content, and combustion properties across batches. This additional level of preparation makes the fuel more versatile and suitable for a wider range of applications, from large industrial kilns to district heating plants.
The Refining and Fuel Preparation Section is also where final quality control measures are applied. Continuous monitoring systems may track parameters such as moisture content, calorific value, and chlorine or sulfur levels, ensuring that the produced RDF or SRF meets both regulatory requirements and customer specifications. Sampling and testing are often performed before the fuel leaves the plant, providing assurance to buyers that the product will perform as expected. This rigorous approach to quality management is vital because industries using alternative fuels need to maintain high operational efficiency, and any variability in fuel quality can translate into costly downtime or increased emissions. By delivering a refined product that meets strict standards, RDF and SRF plants build trust with industrial partners and expand the market acceptance of waste-derived fuels.
In broader terms, the Refining and Fuel Preparation Section plays a pivotal role in bridging waste management and energy production. It transforms what was once a heterogeneous, low-value waste stream into a standardized fuel that can replace or supplement fossil fuels in energy-intensive industries. The benefits extend to multiple dimensions: economic, because it creates a marketable product with stable demand; environmental, because it reduces landfill use and fossil fuel dependency; and operational, because it ensures safety, consistency, and reliability in both the waste-to-fuel facility and the industries that consume the fuel. Without refining and preparation, RDF and SRF would remain inconsistent and less valuable, but with this final stage, they become a key element of the circular economy, turning waste into a dependable and sustainable energy source.
The Refining and Fuel Preparation Section in RDF and SRF plants is the stage where the waste-derived fuel truly reaches its final, usable form, ensuring it can meet the stringent performance and environmental standards required by modern industry. At this point in the process, the incoming material has already been subjected to multiple stages of reception, sorting, shredding, drying, and conditioning, but it still retains irregularities that prevent it from being considered a reliable, standardized fuel. Refining eliminates these inconsistencies by applying advanced separation techniques to remove impurities such as metals, glass, stones, and other inerts that could compromise the fuel’s calorific value or damage combustion systems. Non-ferrous and ferrous metals are captured using magnetic and eddy current separators, while density separation and air classifiers remove heavier non-combustibles from the lighter fuel fractions. In some facilities, optical sorting systems are also deployed to identify plastics like PVC that could release chlorine and lead to harmful emissions when burned. Through these steps, the fuel stream becomes cleaner, more homogeneous, and tailored to industrial requirements, turning a once variable material into a product with predictable energy content and safe combustion properties.
Once impurities are removed, the emphasis shifts to enhancing the physical properties of the fuel to ensure efficiency, safety, and ease of use. Size reduction equipment, such as fine shredders or mills, is often applied in this section to bring the material down to a uniform particle size. Consistency in size is crucial because it guarantees smooth feeding into kilns, boilers, or gasifiers and ensures more complete combustion, maximizing energy recovery and minimizing unburned residues. In many plants, the preparation process goes a step further with densification technologies such as pelletizers or briquetting presses. By compressing the refined material into denser forms, operators create fuel that is easier to handle, transport, and store while also offering higher energy density. Pelletized RDF and SRF resemble traditional fossil fuels in both form and function, making them particularly attractive for industries like cement manufacturing that rely on automated feeding systems and require precise control over fuel inputs. Densification also reduces dust formation and minimizes space requirements in both storage and logistics, adding an extra layer of practicality to the fuel’s commercial use.
Quality assurance is another defining feature of the Refining and Fuel Preparation Section, as it establishes confidence in the final product. Continuous monitoring systems are often integrated into the process to measure key parameters such as calorific value, chlorine and sulfur content, ash levels, and residual moisture. Sampling and laboratory analysis provide further validation before the fuel is dispatched, ensuring it meets contractual specifications and regulatory limits. These quality checks are not merely procedural—they are essential for maintaining trust between RDF and SRF producers and the industries that consume the fuel. A cement kiln or power plant cannot afford to risk unstable combustion, excessive emissions, or equipment wear caused by inconsistent fuel quality, so refining and preparation provide the assurance that every batch delivered will perform as expected. The credibility built through this consistency helps expand the market acceptance of RDF and SRF, turning them into mainstream alternatives to coal, petroleum coke, and other fossil-based fuels.
The broader implications of the Refining and Fuel Preparation Section go beyond technical improvements, touching on economic, environmental, and strategic dimensions. Economically, it enables the creation of a standardized commodity that has tangible market value, opening up reliable revenue streams for waste management operators. Environmentally, it ensures that only high-quality fuel fractions are sent to combustion, reducing harmful emissions and promoting cleaner industrial processes, while at the same time diverting large volumes of waste from landfills. Strategically, this section solidifies RDF and SRF as credible energy sources in the context of global decarbonization efforts, giving industries under pressure to cut their carbon footprints a dependable alternative to fossil fuels. Without refining and preparation, waste-derived fuels would remain inconsistent, risky, and niche; with these systems, they emerge as stable, scalable, and vital elements of the circular economy, contributing to sustainable energy production and responsible waste management simultaneously.
The Refining and Fuel Preparation Section in RDF and SRF plants is the decisive stage where waste stops being simply processed material and becomes a fuel of defined quality, capable of meeting the demanding expectations of energy-intensive industries. Even though the waste stream has already gone through reception, sorting, shredding, drying, and conditioning, it still contains inconsistencies and contaminants that could affect its usability and value. The refining process addresses this by focusing on purity, homogeneity, and performance. Residual impurities such as metals, glass, stones, and other non-combustibles are systematically removed using a combination of magnetic separators, eddy current separators, and air classifiers, while more advanced facilities also use optical sensors to detect problematic fractions such as chlorine-rich plastics. Each layer of refining improves the calorific content of the fuel, reduces risks of emissions or operational failures for end-users, and transforms the fuel into a stable and predictable resource. By the time the waste has passed through this section, its character has shifted from variable refuse to a product engineered to function in the same league as fossil fuels.
At the same time, preparation ensures the physical attributes of the RDF or SRF are optimized for storage, transport, and combustion. Uniform particle size is achieved through secondary shredders or fine mills, which not only enhance combustion efficiency but also improve the handling characteristics of the material. Consistent size prevents feeding blockages, guarantees even burning, and minimizes the generation of unburned residues. Beyond shredding, densification techniques such as pelletizing or briquetting are often applied to further refine the fuel. By compressing the material into pellets or briquettes, plants create a standardized product with higher energy density and improved logistics performance. Densified fuels occupy less volume during transport, are less prone to dust formation, and can be stored for longer periods without degradation. They also fit seamlessly into automated feeding systems used in cement kilns, power stations, and industrial furnaces, providing a bridge between unconventional waste-derived fuel and traditional fossil energy carriers. This step alone greatly enhances the acceptance and competitiveness of RDF and SRF in global markets.
Quality control is another defining feature of this stage, as industrial customers demand assurance that every batch of RDF or SRF will perform consistently. Continuous monitoring systems track critical fuel parameters, including moisture content, calorific value, ash content, and chlorine or sulfur concentrations, all of which have direct consequences for efficiency and emissions during combustion. Sampling and laboratory analysis back up automated monitoring to ensure compliance with both customer specifications and environmental regulations. This systematic approach to verification gives industries confidence that they can substitute part of their fossil fuel demand with waste-derived alternatives without compromising process stability, energy output, or emissions targets. The quality assurance processes embedded in the refining and preparation stage are therefore not only operational safeguards but also market enablers, expanding the role of RDF and SRF from niche solutions into mainstream energy substitutes.
The significance of the Refining and Fuel Preparation Section extends beyond plant operations and into broader industrial and environmental strategies. Economically, the refinement and standardization of waste into high-quality RDF or SRF create a product that commands a stable market and contributes to the financial sustainability of waste-to-fuel plants. Environmentally, the removal of problematic fractions and the creation of cleaner fuel streams ensure that when the fuel is burned, emissions are controlled, combustion is more complete, and less residue is generated. Strategically, industries under growing pressure to decarbonize, such as cement, steel, and energy production, gain access to a renewable, dependable, and cost-effective alternative fuel that reduces their dependence on coal or petroleum coke. Without refining and fuel preparation, RDF and SRF would remain inconsistent, less valuable, and limited in application. With this section, they are transformed into reliable, efficient, and standardized fuels that embody the principles of the circular economy, turning waste into a high-value energy resource while helping industries meet sustainability goals.
Storage and Dispatch Systems in RDF and SRF plants are the final critical stage that ensures the refined, prepared fuel reaches end-users safely, efficiently, and in a condition that preserves its quality. After passing through reception, sorting, shredding, drying, conditioning, and refining, the fuel has achieved a consistent particle size, controlled moisture content, and stabilized composition, but without appropriate storage and handling infrastructure, these qualities can be compromised. Storage systems are designed to accommodate large volumes of RDF or SRF while maintaining its physical integrity, preventing rehydration, degradation, or self-heating. Silos, bunkers, and specialized storage halls are engineered to control temperature, airflow, and humidity, creating an environment that minimizes biological activity and reduces the risk of spontaneous combustion. Proper storage also allows plants to balance production and dispatch schedules, ensuring that fuel can be supplied consistently to industrial users regardless of fluctuations in production or transportation capacity.
The design of storage systems takes into account the unique characteristics of waste-derived fuels. RDF and SRF, even after densification or pelletizing, remain heterogeneous compared to conventional fossil fuels, and improper handling can lead to segregation, dust generation, or compaction problems. Storage systems are therefore equipped with automated feed mechanisms, level sensors, and agitation systems to maintain homogeneity and prevent bridging or clogging. Temperature and moisture monitoring is continuous to detect hotspots or condensation, which could compromise safety or fuel quality. Fire suppression systems, including water mist, inert gas injection, or foam-based mechanisms, are integrated directly into storage areas to respond quickly in the event of spontaneous heating. Dust extraction and filtration are also critical, as fine particles generated during storage can pose explosion hazards and reduce air quality for plant operators. By carefully managing these risks, storage systems protect both the value of the fuel and the safety of personnel and equipment.
Dispatch systems complement storage by enabling the controlled movement of RDF and SRF from the plant to transport vehicles, silos, or directly into end-user feed lines. Conveyors, pneumatic transfer systems, and automated loading stations are often employed to move fuel efficiently while minimizing spillage, dust, and degradation. For densified fuels like pellets or briquettes, specialized hoppers and feeding mechanisms ensure smooth transfer without crushing or breaking the product. Dispatch operations also incorporate weighing, sampling, and quality verification to confirm that every load meets contractual and regulatory standards. This stage ensures traceability and reliability, giving industrial customers confidence that the fuel they receive will perform consistently, just as it did in plant testing and monitoring processes.
The strategic importance of storage and dispatch cannot be overstated. Properly designed and managed, these systems allow RDF and SRF plants to maintain operational flexibility, respond to fluctuating demand, and deliver a high-value, energy-dense fuel to multiple markets. They prevent losses in energy content and quality, maintain safety and environmental compliance, and contribute to the economic sustainability of the plant by optimizing inventory management and logistics. Moreover, from an environmental perspective, effective storage and controlled dispatch reduce emissions from dust, prevent uncontrolled degradation or combustion, and ensure that waste-derived fuels are used efficiently, replacing fossil fuels in industrial applications. By bridging the gap between production and consumption, storage and dispatch systems complete the transformation of raw waste into a reliable, safe, and high-performance energy resource, cementing the role of RDF and SRF plants in the circular economy and sustainable energy landscape.
Energy Recovery Systems in RDF and SRF plants are the ultimate stage where the processed waste-derived fuel fulfills its purpose: converting a once-discarded material into usable energy. After going through reception, sorting, shredding, drying, conditioning, refining, and storage, the RDF or SRF reaches industrial users, power plants, or cement kilns with predictable properties, such as defined calorific value, controlled moisture, uniform particle size, and minimal impurities. Energy recovery systems are designed to efficiently harness the chemical energy contained in the fuel, whether through direct combustion in furnaces and boilers, co-firing with conventional fuels, or in more advanced thermochemical processes like gasification or pyrolysis. The main objective is to maximize the extraction of usable heat or electricity while minimizing emissions and operational inefficiencies, making the conversion process both economically and environmentally sustainable.
In industrial applications, energy recovery systems are tailored to the type of fuel and the end-use requirements. In cement kilns, RDF and SRF are often fed directly into the kiln burner or preheater system, where they replace a portion of coal or petroleum coke, contributing heat that is fully integrated into clinker production. In power generation, RDF or SRF can be combusted in dedicated boilers connected to steam turbines, producing electricity either for local consumption or for the grid. Advanced plants may also incorporate combined heat and power (CHP) systems, where the energy recovered from fuel combustion is split between electricity generation and district heating, thereby improving overall energy efficiency. The performance of energy recovery systems depends heavily on the consistency and quality of the RDF or SRF produced upstream, highlighting the interdependence of all plant processes—from sorting and conditioning to refining and storage.
Modern energy recovery systems also integrate rigorous emission control measures to comply with environmental regulations. Flue gas treatment units remove pollutants such as particulate matter, acid gases, heavy metals, and dioxins before the exhaust is released into the atmosphere. Continuous monitoring ensures that emissions stay within permitted limits, protecting the environment and enabling plants to demonstrate compliance to regulatory authorities and customers. Efficient energy recovery is not just about extracting maximum calorific value—it is equally about managing the environmental footprint of using waste as fuel. The integration of advanced combustion control, flue gas cleaning, and heat recovery technologies allows RDF and SRF plants to operate at high efficiency while minimizing CO₂ and pollutant emissions, supporting both sustainable waste management and low-carbon energy objectives.
The benefits of effective energy recovery are multifaceted. For plant operators, it maximizes the return on investment by turning processed waste into a marketable energy product, either as electricity, heat, or combined power and heat. For industrial users, it provides a stable, predictable, and often cost-competitive fuel source that can reduce dependence on fossil fuels while contributing to sustainability targets. From a societal perspective, energy recovery from RDF and SRF reduces landfill volumes, prevents uncontrolled methane emissions from decomposing waste, and supports a circular economy by turning waste into a renewable energy resource. By connecting the end of the RDF and SRF production chain to meaningful energy output, energy recovery systems demonstrate the full potential of waste-to-energy strategies, where effective upstream processing ensures that every ton of waste contributes as efficiently as possible to heat, electricity, or industrial processes.
Ultimately, energy recovery systems are the culmination of the entire RDF and SRF plant operation. They exemplify the transformation of heterogeneous, low-value waste into a controlled, high-value energy commodity. The success of these systems depends on the meticulous work carried out in all preceding stages, from reception and sorting to refining and storage, highlighting the importance of an integrated approach to waste management and energy production. By delivering predictable energy, minimizing environmental impacts, and closing the loop in the waste-to-fuel process, energy recovery systems establish RDF and SRF as key components in sustainable industrial energy strategies and in the transition toward circular, low-carbon economies.
Storage and Logistics Systems
Storage and Logistics Systems in RDF and SRF plants are critical components that ensure the refined and prepared fuel is handled efficiently, safely, and in a manner that preserves its quality until it reaches the end-user. After the fuel has undergone reception, sorting, shredding, drying, conditioning, and refining, it must be stored in a way that prevents degradation, rehydration, or spontaneous combustion. Silos, bunkers, and storage halls are engineered to maintain controlled temperature, airflow, and humidity, creating an environment that stabilizes the fuel and mitigates risks associated with biological activity, residual moisture, or self-heating. These systems are essential for balancing production and dispatch schedules, allowing plants to manage supply and demand fluctuations while maintaining a consistent flow of high-quality RDF or SRF to industrial consumers. Proper storage infrastructure ensures that the energy content of the fuel is preserved and that operational efficiency is maintained across the facility.
The logistics aspect of these systems focuses on the safe and efficient movement of fuel from storage to transportation vehicles or directly into end-user feed systems. Automated conveyors, pneumatic transfer systems, and loading stations are commonly employed to move RDF and SRF while minimizing spillage, dust formation, and degradation of the material. Densified fuels, such as pellets or briquettes, require specialized hoppers and feed mechanisms that prevent breakage and maintain uniformity during transfer. Weighing systems, sampling points, and quality verification checkpoints are integrated into logistics operations to ensure that each dispatched batch meets contractual and regulatory requirements. By maintaining traceability and quality control throughout storage and transport, plants provide industrial users with confidence that the fuel will perform consistently, matching the specifications tested during refining and preparation.
Safety and environmental considerations are central to the design of storage and logistics systems. Dust extraction and filtration are critical, as fine particles generated during handling can pose explosion hazards and health risks to personnel. Temperature and moisture monitoring systems detect hotspots, condensation, or abnormal conditions that could compromise fuel quality or safety. Fire suppression measures, such as water mist, inert gas injection, or foam systems, are integrated into storage areas to respond immediately to potential ignition incidents. These precautions not only protect personnel and equipment but also safeguard the energy value of the fuel, ensuring that stored RDF and SRF remain a reliable and efficient energy source for industrial applications.
The economic and operational significance of storage and logistics systems extends beyond safety and preservation. Efficient storage enables plants to optimize inventory management, reduce downtime, and respond to variable customer demand without interruption. Properly designed logistics reduce material loss, minimize labor requirements, and allow for streamlined loading and transportation, which lowers operational costs and improves overall plant performance. Environmentally, controlled storage and handling prevent unwanted emissions, limit dust and particulate release, and reduce the potential for uncontrolled decomposition, contributing to cleaner operations and a lower carbon footprint. By ensuring that RDF and SRF fuels are delivered in optimal condition, storage and logistics systems close the loop on the waste-to-fuel process, transforming processed waste into a dependable, high-value energy resource while maintaining operational efficiency, safety, and environmental compliance.
These systems ultimately act as the bridge between production and utilization, linking the facility’s internal processing with external industrial consumption. They ensure that the energy recovered through earlier plant processes is preserved, transported, and delivered in a form that maximizes its value, efficiency, and sustainability. By integrating storage stability, safe handling, and efficient logistics, RDF and SRF plants can guarantee a reliable supply of fuel to industrial users, support circular economy objectives, and enhance the overall effectiveness of waste-to-energy operations.
Monitoring and Control Systems in RDF and SRF plants are the critical backbone that ensures the entire waste-to-fuel process operates efficiently, safely, and reliably. These systems provide real-time oversight of every stage, from reception and sorting through shredding, drying, conditioning, refining, storage, and dispatch, up to energy recovery at the end-user facilities. The complexity of RDF and SRF production, combined with the variability of incoming waste streams, makes continuous monitoring essential. Sensors, control software, and automated feedback loops track parameters such as temperature, moisture content, particle size, fuel density, and chemical composition, providing operators with immediate data to maintain consistent product quality. By enabling rapid detection of deviations, these systems allow corrective actions to be taken before problems escalate, preventing equipment damage, product degradation, or safety incidents, and ensuring that the final fuel meets stringent industrial and regulatory requirements.
Advanced monitoring systems integrate multiple technologies to cover all aspects of plant operation. Thermal sensors and moisture probes track conditions in drying, conditioning, and storage units to prevent overheating, spontaneous combustion, or unwanted rehydration of the fuel. Optical and weight-based sensors monitor conveyors, shredders, and densification equipment to detect blockages, overloading, or inconsistent material flow. Chemical analyzers measure fuel quality attributes such as calorific value, ash content, and chlorine or sulfur concentrations, confirming that the RDF or SRF remains within specification limits. At the same time, environmental sensors continuously evaluate emissions, dust levels, and gas concentrations, ensuring compliance with air quality standards and regulatory limits. Data collected from these monitoring points is aggregated and displayed in centralized control rooms, where operators can oversee multiple process stages simultaneously, anticipate operational issues, and optimize energy efficiency across the facility.
Control systems complement monitoring by automating key plant functions and enabling precise process adjustments. Programmable logic controllers (PLCs), distributed control systems (DCS), and supervisory control and data acquisition (SCADA) platforms adjust temperatures, airflow, shredder speeds, conveyor rates, and densification pressures in real time based on feedback from sensors. This automation reduces reliance on manual intervention, minimizes human error, and enhances operational stability, particularly in high-volume plants handling variable waste streams. For example, if moisture levels in a drying unit rise unexpectedly, the control system can automatically increase airflow or heat input, maintaining the desired fuel moisture without operator intervention. Similarly, material flow imbalances on conveyors or in storage silos can be corrected automatically to prevent bridging or blockages. By integrating monitoring and control, plants achieve a high level of process synchronization, ensuring that every stage from waste reception to final fuel dispatch operates smoothly and efficiently.
The benefits of sophisticated monitoring and control extend beyond operational efficiency into safety, environmental compliance, and economic performance. Continuous oversight allows for early detection of fire risks, overheating, or dust accumulation, significantly reducing the likelihood of accidents or damage to equipment. Environmental monitoring ensures that emissions remain within legal limits, supporting regulatory compliance and enhancing the plant’s reputation as a responsible energy producer. From an economic perspective, optimized process control minimizes energy consumption, reduces wear and tear on equipment, and improves the yield and quality of RDF and SRF, resulting in higher-value fuel that is more attractive to industrial customers. In essence, monitoring and control systems transform complex, variable waste streams into a reliable, standardized, and safe energy commodity while safeguarding the environment and plant profitability.
Ultimately, Monitoring and Control Systems are the nervous system of RDF and SRF facilities, connecting every operational stage into a coherent, efficient, and responsive network. They provide the intelligence and automation necessary to manage variability, maintain fuel quality, protect personnel, ensure environmental compliance, and maximize energy recovery. Without these systems, the plant would operate reactively, with higher risks of equipment failure, inconsistent fuel production, and environmental violations. With them, the plant achieves seamless integration between waste management and energy production, enabling RDF and SRF to serve as dependable, high-performance alternative fuels that contribute meaningfully to circular economy goals and sustainable industrial energy strategies.
Energy Recovery Integration and Utilization in RDF and SRF plants represents the culmination of the entire waste-to-fuel process, where the energy stored in processed municipal, industrial, and commercial waste is converted into usable heat, electricity, or combined outputs. After undergoing multiple stages of reception, sorting, shredding, drying, conditioning, refining, and storage, the fuel arrives at the point of use with predictable calorific value, moisture content, particle size, and homogeneity, allowing energy recovery systems to operate at maximum efficiency. Whether fed into industrial furnaces, cement kilns, dedicated boilers, or advanced gasification units, the objective is to extract the greatest possible amount of energy while minimizing emissions and operational risks. Energy recovery integration is not simply a matter of burning fuel; it requires careful coordination of feed rates, combustion conditions, heat transfer, and emission control systems to ensure that the fuel performs reliably and safely in each specific application.
In practice, energy recovery involves multiple technical considerations. Combustion systems must accommodate the unique characteristics of RDF and SRF, including variability in composition, density, and moisture, and adjust air supply, flame temperature, and residence time to ensure complete fuel oxidation. In co-firing scenarios, RDF or SRF is blended with fossil fuels to provide a consistent heat profile, requiring precise monitoring and control to maintain the efficiency and stability of the overall energy system. Steam generation and heat exchange units convert thermal energy into electricity, district heating, or process steam, and the efficiency of these conversions is highly dependent on the uniformity and quality of the input fuel. Advanced integration strategies also recover residual heat from flue gases or boiler systems, feeding it back into drying, conditioning, or pre-heating processes within the plant to reduce energy consumption and increase overall plant efficiency.
Environmental considerations are equally critical in energy recovery integration. Modern RDF and SRF plants employ extensive flue gas treatment systems to capture particulates, acid gases, heavy metals, and dioxins before releasing exhaust to the atmosphere. Continuous monitoring of emissions ensures compliance with stringent regulatory standards, and integration with plant-wide control systems allows operators to adjust combustion conditions in real time to optimize both energy recovery and environmental performance. By linking upstream processing with downstream energy conversion, plants ensure that each ton of waste is utilized efficiently, emissions are minimized, and potential operational or environmental risks are mitigated. This integration transforms RDF and SRF from heterogeneous waste streams into predictable, high-value energy commodities that can reliably substitute for coal, petroleum coke, or other fossil fuels.
The broader benefits of energy recovery integration are both economic and strategic. Efficient utilization of RDF and SRF maximizes the financial return on the processed waste by delivering high-quality energy to industrial users and reducing the need for fossil fuel purchases. Operational efficiency gains arise from the consistent quality of the fuel, which minimizes downtime, reduces maintenance requirements, and ensures smooth operation of energy recovery equipment. Strategically, energy recovery from RDF and SRF supports circular economy objectives by diverting waste from landfills, reducing greenhouse gas emissions, and providing renewable energy alternatives for energy-intensive industries such as cement, steel, and power generation. Through these integrated processes, RDF and SRF plants not only manage waste sustainably but also create tangible energy value, demonstrating how careful coordination of fuel preparation, storage, logistics, and energy conversion can close the loop between waste management and industrial energy production.
Ultimately, Energy Recovery Integration and Utilization highlights the interdependence of all RDF and SRF plant processes. The quality, stability, and consistency achieved through upstream operations—including refining, conditioning, and storage—directly influence the performance and efficiency of energy recovery systems. By ensuring seamless integration between fuel preparation and energy generation, plants can deliver predictable, high-value outputs while maintaining environmental compliance and operational safety. This makes energy recovery the visible and measurable realization of the entire waste-to-fuel strategy, turning discarded materials into reliable, sustainable, and economically valuable energy resources that contribute meaningfully to industrial decarbonization and the broader goals of the circular economy.
Residuals and By-Product Management in RDF and SRF plants is a critical component that ensures the waste-to-fuel process operates efficiently, safely, and in an environmentally responsible manner. Even after extensive sorting, shredding, drying, conditioning, refining, and energy recovery, some fractions of the original waste stream remain that cannot be converted into usable fuel or fully combusted. These residuals, including ash, non-combustible inerts, metals, and other contaminants, must be collected, handled, and treated according to strict safety and environmental regulations. Proper management of these by-products not only prevents environmental contamination but also maximizes overall plant efficiency by ensuring that each ton of incoming waste is processed with minimal loss of energy potential and minimal operational disruption. By addressing these materials carefully, plants maintain operational reliability while reducing the environmental footprint of waste-to-fuel operations.
Ash handling represents one of the primary challenges in residual management. After combustion or energy recovery, bottom ash and fly ash are collected from boilers, furnaces, or gasification units. Bottom ash is typically heavier and can be processed further to recover metals, aggregate, or other materials suitable for construction or industrial use. Fly ash, being lighter and more particulate, requires specialized collection systems such as electrostatic precipitators, baghouse filters, or cyclone separators to prevent its release into the atmosphere. Once collected, fly ash may undergo stabilization treatments to immobilize heavy metals or reduce leaching potential before disposal or beneficial reuse. Effective ash handling not only ensures environmental compliance but also recovers secondary materials that have commercial value, contributing to a more circular approach to waste management.
Non-combustible residues and contaminants separated during refining and fuel preparation also require careful handling. Metals recovered throughout the plant are often sorted into ferrous and non-ferrous streams, which can then be sent to smelting or recycling facilities. Stones, ceramics, glass, and other inerts may be repurposed as construction aggregates or landfilled in controlled conditions. Dust and fine particulate matter collected from air filtration systems must be safely contained, transported, and treated to prevent occupational exposure and environmental emissions. Integrated monitoring systems track temperature, moisture, chemical composition, and flow rates of residuals to ensure safe handling and compliance with environmental regulations. This level of control guarantees that even materials that are not converted into fuel are managed in a way that minimizes environmental impact and maximizes resource recovery.
From an operational perspective, residuals and by-product management influences both plant efficiency and safety. Improper handling of ash, dust, or metallic residues can lead to equipment wear, blockages, or fire hazards. Automated conveyors, hoppers, silos, and pneumatic transfer systems are used to transport residuals safely and efficiently, while fire detection and suppression systems protect storage and handling areas from spontaneous ignition. By maintaining controlled environments and reliable handling protocols, RDF and SRF plants ensure that residuals do not compromise the safety or performance of the primary fuel processing and energy recovery operations.
Strategically, effective by-product management supports sustainability goals and economic efficiency. Metals and other recyclables recovered from residuals reduce the need for virgin raw materials, while stabilized ash and inert fractions can be reused in construction or civil engineering applications. Proper disposal and treatment minimize soil and water contamination, reduce greenhouse gas emissions from uncontrolled decomposition, and ensure compliance with regulatory requirements. By integrating residual management into the overall plant workflow, RDF and SRF facilities close the loop on the waste-to-fuel process, turning even the by-products of energy recovery into valuable or safely managed materials, enhancing both environmental performance and the economic viability of the plant.
Ultimately, Residuals and By-Product Management completes the full cycle of RDF and SRF production, linking the preparation, refinement, storage, and energy recovery stages with safe, sustainable, and efficient disposal or reuse of remaining materials. By carefully controlling, monitoring, and utilizing residuals, plants maintain operational safety, regulatory compliance, and resource efficiency, ensuring that every stage of the process contributes to the overarching goals of circular economy practices, sustainable energy production, and responsible waste management.
Monitoring and Quality Control Systems
Monitoring and Quality Control Systems in RDF and SRF plants are essential for ensuring that every stage of the waste-to-fuel process functions efficiently, safely, and in compliance with both industrial standards and environmental regulations. From the moment waste is received at the facility, through sorting, shredding, drying, conditioning, refining, storage, and dispatch, these systems continuously track critical parameters to guarantee consistent fuel quality and operational reliability. Sensors, automated analyzers, and data acquisition systems measure key attributes such as moisture content, particle size, calorific value, chemical composition, and the presence of contaminants like metals or chlorine-bearing plastics. By providing real-time data to operators and automated control systems, these monitoring tools allow immediate corrective action when deviations are detected, ensuring that the produced RDF or SRF meets customer specifications and regulatory limits.
Advanced quality control protocols complement the continuous monitoring infrastructure. Samples are regularly collected from various points along the production chain for laboratory analysis to validate automated measurements and confirm fuel characteristics. These tests assess calorific value, ash content, chlorine and sulfur concentrations, heavy metal levels, and other parameters that affect combustion efficiency, emissions, and equipment longevity. The results of these analyses are used not only to certify outgoing batches of fuel but also to fine-tune upstream processes, adjusting shredder settings, drying parameters, or refining methods to optimize overall fuel quality. By linking laboratory insights with real-time monitoring data, operators maintain a high level of process control, producing fuel that is homogeneous, predictable, and fully compliant with both industrial and environmental requirements.
Monitoring and quality control systems also play a pivotal role in ensuring environmental safety and regulatory compliance. Continuous emissions monitoring systems (CEMS) measure flue gas parameters such as particulate matter, nitrogen oxides, sulfur oxides, and dioxin levels in plants with integrated energy recovery or co-firing units. These systems enable operators to adjust combustion conditions dynamically, ensuring that emissions remain within legal limits while optimizing energy extraction. Similarly, dust collection, temperature, and humidity sensors within storage and handling areas prevent spontaneous combustion, reduce occupational hazards, and maintain fuel stability. By integrating environmental monitoring with product quality assessments, RDF and SRF plants create a comprehensive safety net that protects both personnel and the surrounding environment while maintaining the commercial value of the fuel.
The economic and operational benefits of these systems are substantial. By guaranteeing consistent fuel quality, plants maintain customer confidence and secure repeat contracts, which is crucial for the commercial viability of RDF and SRF as alternative fuels. Automated monitoring reduces manual inspection labor and the risk of human error, while predictive analytics derived from collected data allow for proactive maintenance, minimizing downtime and extending equipment life. High-quality fuel also improves combustion efficiency at end-user facilities, reducing ash production, emissions, and maintenance costs, which further enhances the market acceptance of RDF and SRF. The integration of monitoring and quality control systems thus creates a virtuous cycle, linking upstream process optimization with downstream performance and customer satisfaction.
Ultimately, Monitoring and Quality Control Systems are the intelligence and oversight mechanisms that unify all stages of RDF and SRF plant operations. They ensure that the transition from heterogeneous waste to standardized, high-calorific fuel is predictable, safe, and efficient. By continuously tracking operational parameters, verifying product quality, and ensuring compliance with environmental regulations, these systems protect plant performance, enhance fuel reliability, and support the broader goals of sustainability and circular economy practices. Through their integration, RDF and SRF plants can confidently transform complex waste streams into valuable, high-performance fuels that contribute meaningfully to industrial energy efficiency and environmental responsibility.
Monitoring and Quality Control Systems in RDF and SRF plants form the essential framework that ensures every aspect of waste processing, fuel production, storage, and dispatch operates at peak efficiency and with full regulatory compliance. From the moment incoming waste enters the reception area, these systems provide continuous oversight, tracking vital characteristics such as particle size, moisture content, calorific value, chemical composition, and the presence of contaminants like metals, glass, and chlorine-containing plastics. Advanced sensors and automated analyzers integrated throughout the plant provide real-time data to operators and centralized control systems, allowing immediate corrective actions whenever deviations are detected. This continuous monitoring guarantees that the processed RDF and SRF fuel maintains a consistent, predictable quality, which is critical for end-users relying on stable combustion performance in cement kilns, power plants, and industrial furnaces.
In addition to real-time monitoring, comprehensive quality control protocols complement automated systems by providing verification and validation of fuel characteristics. Laboratory sampling at multiple points along the production chain ensures that parameters such as ash content, sulfur and chlorine levels, heavy metal concentrations, and calorific value conform to both internal and external standards. These laboratory results are used not only to certify outgoing fuel batches but also to optimize upstream processes, informing adjustments in shredding, drying, refining, or densification equipment to maintain uniformity and performance. By linking the insights from laboratory analysis with live monitoring data, plants create a feedback loop that ensures every batch of RDF or SRF produced is of high and consistent quality, strengthening both operational reliability and customer confidence.
Environmental monitoring is an integral part of these systems, as RDF and SRF plants must comply with stringent emission regulations. Continuous emissions monitoring systems (CEMS) track flue gases for particulate matter, nitrogen oxides, sulfur oxides, dioxins, and other pollutants, enabling operators to dynamically adjust combustion parameters to minimize environmental impact while maximizing energy recovery. Similarly, storage and logistics areas are equipped with temperature, humidity, and dust monitoring systems to prevent self-heating, spontaneous combustion, and airborne particulate dispersion. This dual focus on product quality and environmental compliance ensures that RDF and SRF plants operate safely, reliably, and sustainably, protecting both personnel and surrounding communities while delivering a high-value alternative fuel.
Operationally, robust monitoring and quality control systems translate into economic benefits and efficiency gains. By ensuring fuel consistency, plants reduce operational downtime, minimize maintenance issues caused by unexpected fuel variations, and enhance customer satisfaction. Automated monitoring reduces labor costs and human error, while predictive analytics from historical data allow operators to anticipate equipment wear, adjust process settings proactively, and optimize energy efficiency across the facility. High-quality RDF and SRF not only improve combustion efficiency at end-user facilities but also reduce ash residue, maintenance frequency, and pollutant emissions, further increasing the attractiveness and marketability of waste-derived fuels. The integration of monitoring and quality control thus strengthens both operational resilience and commercial viability, making RDF and SRF reliable alternatives to fossil fuels.
Ultimately, Monitoring and Quality Control Systems serve as the central nervous system of RDF and SRF plants, unifying every stage from waste reception to fuel dispatch and energy recovery. They provide the intelligence, oversight, and feedback mechanisms necessary to transform variable, heterogeneous waste streams into consistent, high-performance fuels. By maintaining product quality, ensuring safety, supporting regulatory compliance, and enhancing overall plant efficiency, these systems reinforce the role of RDF and SRF as sustainable, economically valuable energy sources and demonstrate the essential contribution of precise monitoring and control to the success of modern waste-to-energy operations.
Monitoring and Quality Control Systems in RDF and SRF plants are indispensable for maintaining the integrity, safety, and reliability of the entire waste-to-fuel process. As incoming municipal, commercial, and industrial waste enters the facility, these systems continuously track crucial parameters, including moisture levels, particle size, calorific value, and the presence of impurities or contaminants such as metals, plastics, and chlorine-bearing materials. Advanced sensors, automated analyzers, and data acquisition networks provide real-time feedback to operators and integrated control platforms, enabling immediate corrective action when deviations occur. This continuous oversight is essential because the heterogeneity of incoming waste streams can lead to fluctuations in fuel characteristics that, if unaddressed, could compromise downstream processes, reduce energy recovery efficiency, or pose environmental and safety risks. By providing accurate, instant, and comprehensive monitoring, plants ensure that every batch of RDF or SRF maintains a consistent, predictable quality suitable for industrial combustion applications.
In addition to real-time monitoring, systematic quality control protocols support the verification and validation of fuel properties. Sampling at multiple points along the processing chain allows laboratory analysis to confirm parameters such as calorific value, ash content, sulfur and chlorine concentrations, and heavy metal presence. These results are integrated with live sensor data, creating a feedback loop that informs operational adjustments to shredding, drying, conditioning, refining, and densification stages. The synergy between automated monitoring and laboratory verification ensures that deviations are quickly corrected, maintaining fuel homogeneity, energy density, and compliance with regulatory or contractual requirements. This level of precision in quality control not only protects operational efficiency but also reinforces customer confidence, ensuring that industries relying on RDF and SRF can count on stable performance and predictable energy output.
Environmental compliance is closely tied to monitoring and quality control in these facilities. Continuous emissions monitoring systems (CEMS) measure flue gas constituents such as particulate matter, nitrogen oxides, sulfur oxides, and dioxins, while advanced filtration and flue gas treatment units capture pollutants before release. Monitoring systems also extend to storage, conveying, and handling areas, tracking temperature, humidity, and dust concentrations to prevent spontaneous combustion, dust explosions, or degradation of fuel quality. By integrating environmental oversight with product quality monitoring, RDF and SRF plants create a comprehensive control environment that safeguards personnel, minimizes the environmental footprint, and ensures compliance with increasingly stringent legal and industrial standards.
From an operational and economic standpoint, robust monitoring and quality control systems deliver significant advantages. They reduce the likelihood of unplanned downtime, extend the lifespan of equipment by preventing blockages, overheating, or wear caused by irregular fuel characteristics, and optimize energy consumption throughout the plant. Data-driven predictive maintenance and automated process adjustments allow operators to maximize efficiency, improve fuel output, and ensure consistent energy performance at end-user facilities. High-quality, standardized RDF and SRF reduce ash generation, improve combustion efficiency, and minimize emissions, enhancing both the commercial value and sustainability of the produced fuel. This alignment of operational reliability, environmental compliance, and market competitiveness demonstrates how central monitoring and quality control are to the economic viability of waste-to-fuel operations.
Ultimately, Monitoring and Quality Control Systems act as the intelligence and oversight hub of RDF and SRF plants, connecting every stage from waste reception and preprocessing to fuel refinement, storage, dispatch, and energy recovery. They ensure that the inherently variable and heterogeneous input streams are converted into high-calorific, uniform, and reliable fuels capable of substituting fossil energy sources in industrial applications. By maintaining process consistency, optimizing operational efficiency, enforcing environmental compliance, and safeguarding personnel and infrastructure, these systems play a pivotal role in the sustainable, efficient, and economically viable transformation of waste into energy, supporting circular economy objectives and the broader transition toward low-carbon industrial practices.
Sanitary Landfills with Energy Recovery
Sanitary landfills with energy recovery represent one of the most important developments in modern waste management, as they combine the traditional function of landfilling with the added benefit of renewable energy generation. Unlike uncontrolled dumps, which pose severe environmental and health hazards, sanitary landfills are carefully engineered facilities designed to isolate waste from the surrounding environment while capturing byproducts that can be harnessed for beneficial use. One of the most significant of these byproducts is landfill gas, generated through the anaerobic decomposition of organic matter buried within the landfill. This gas, composed primarily of methane and carbon dioxide with trace amounts of other compounds, has historically been a source of greenhouse gas emissions and odor issues. However, with advanced gas collection and utilization systems, sanitary landfills now transform this challenge into an opportunity by recovering the gas and converting it into a valuable source of renewable energy, thereby reducing environmental impact while contributing to energy supply.
The energy recovery process begins with the installation of a gas collection system throughout the landfill. As waste is compacted and covered in layers, decomposition occurs under anaerobic conditions, gradually releasing methane-rich gas. Vertical and horizontal wells are strategically placed within the landfill to collect the gas, which is then directed through a network of pipes to central processing stations. At these points, the gas undergoes treatment to remove moisture, particulates, and corrosive compounds such as hydrogen sulfide, making it suitable for utilization. Once conditioned, the landfill gas can be used in several ways: it can fuel engines or turbines to generate electricity, be upgraded into pipeline-quality renewable natural gas (RNG) for distribution to consumers, or serve as a fuel for industrial heating and even transportation. This flexibility allows landfill operators to adapt to market demands and energy infrastructure, ensuring that energy recovery remains both economically viable and environmentally beneficial.
One of the most significant environmental benefits of sanitary landfills with energy recovery lies in the reduction of methane emissions. Methane is a greenhouse gas with a global warming potential many times greater than that of carbon dioxide. By capturing and utilizing landfill gas, these facilities significantly reduce uncontrolled emissions, helping mitigate climate change. Additionally, energy recovery displaces the use of fossil fuels, further contributing to greenhouse gas reductions. Many landfills with energy recovery also qualify for carbon credits and renewable energy incentives, providing both environmental and financial benefits. The integration of these projects into broader waste management systems demonstrates how a facility traditionally seen as the “end of the line” in the waste hierarchy can become an active participant in renewable energy production and sustainability goals.
The engineering of sanitary landfills with energy recovery goes beyond gas management. Leachate collection and treatment systems are critical to prevent groundwater contamination, and daily or intermediate cover layers are applied to minimize odors, pests, and windblown debris. The combination of these protective measures with gas capture ensures that environmental impacts are minimized while energy potential is maximized. Many modern landfills are also designed with phased development in mind, meaning that as certain cells are filled and closed, others are opened, ensuring a continuous supply of gas for energy recovery and prolonging the operational lifespan of the facility. Advanced monitoring systems play a central role, tracking gas flows, pressure levels, and environmental parameters to optimize performance and ensure compliance with regulatory standards.
Economically, sanitary landfills with energy recovery provide a dual stream of value. First, they offer a reliable waste disposal solution, which remains essential even with increased recycling and resource recovery efforts. Second, they transform waste into a resource by producing energy that can be sold to local grids, utilities, or industrial users. This dual role improves the financial sustainability of landfill operations and creates opportunities for public-private partnerships, where municipalities and energy companies collaborate to develop and operate landfill-to-energy projects. In some cases, recovered energy is used directly on-site to power landfill operations, reducing operational costs and increasing self-sufficiency.
In a broader context, sanitary landfills with energy recovery embody the principle of resource recovery and circular economy thinking. They recognize that waste, even when destined for disposal, retains inherent energy value that can be extracted and reintegrated into the economy. By coupling environmentally sound waste isolation with renewable energy production, these facilities shift the perception of landfills from passive repositories to active contributors in the global energy transition. They not only address pressing waste management challenges but also help diversify renewable energy portfolios, making them a critical component of sustainable urban infrastructure and long-term climate strategies.
Sanitary landfills with energy recovery are designed to serve a dual purpose: providing a controlled and environmentally safe method for the disposal of municipal solid waste while simultaneously capturing and utilizing the energy potential that arises from the decomposition process. Unlike open dumps, which allow waste to accumulate without environmental safeguards, sanitary landfills are engineered with advanced systems to prevent contamination of soil, water, and air. At the heart of this approach is the recognition that waste is not merely a burden to be buried but a material that continues to undergo biological and chemical changes long after disposal. As organic fractions of the waste stream decompose under anaerobic conditions, methane and carbon dioxide are released, and instead of allowing these gases to escape into the atmosphere where they would contribute to climate change, sanitary landfills with energy recovery employ collection networks to capture them and transform them into usable forms of energy.
The process begins as waste is carefully placed in engineered cells lined with impermeable barriers, usually composed of clay and synthetic geomembranes, which prevent leachate from seeping into groundwater. Layers of waste are compacted to maximize space efficiency and are covered regularly with soil or synthetic materials to reduce odors, pests, and litter dispersion. Over time, as organic matter breaks down without oxygen, landfill gas accumulates within the waste mass. To harness this resource, vertical and horizontal wells are installed, connected by a network of pipes that direct the gas to centralized treatment and utilization facilities. These systems ensure that the gas, which is predominantly methane with a significant amount of carbon dioxide, is recovered efficiently and can be cleaned of impurities such as water vapor, particulates, and trace contaminants before use.
Once captured and conditioned, landfill gas becomes a versatile energy source. It can fuel reciprocating engines, gas turbines, or microturbines that generate electricity for local grids, or it can be upgraded to renewable natural gas suitable for injection into pipelines or use as vehicle fuel. In many cases, the electricity generated directly offsets fossil fuel consumption, while the production of renewable natural gas creates opportunities for decarbonizing transportation and industrial processes. This versatility makes landfill energy recovery a valuable contributor to renewable energy portfolios, particularly as it utilizes a resource that would otherwise be a major environmental liability. Methane, if released into the atmosphere, has a global warming potential many times higher than that of carbon dioxide, making its capture and utilization both an energy solution and a climate mitigation strategy.
Beyond energy generation, sanitary landfills with energy recovery are supported by sophisticated environmental protection systems. Leachate collection networks gather liquid that percolates through the waste, which is then treated in dedicated facilities to prevent contamination of water sources. Monitoring wells around the site continuously assess groundwater quality, while sensors track gas movement, pressure, and emissions to ensure proper functioning of the capture systems. These safeguards not only fulfill regulatory requirements but also build trust within surrounding communities by demonstrating that the facility operates with a focus on environmental stewardship. In addition, many landfills incorporate progressive closure and post-closure management plans, ensuring that even after waste placement ends, gas capture and environmental protection continue for decades as decomposition processes persist.
Economically, landfills with energy recovery transform waste management from a pure cost center into a generator of value. Municipalities and private operators can sell electricity or renewable natural gas produced from landfill gas, often benefiting from incentives for renewable energy production or carbon credits associated with greenhouse gas reductions. In some cases, the energy produced is used directly to power landfill operations, creating a closed-loop system that reduces operating costs and enhances sustainability. These projects can also foster partnerships between waste management companies, utility providers, and municipalities, aligning economic and environmental goals.
The broader significance of sanitary landfills with energy recovery lies in their role within the transition toward a circular economy. Even as recycling, composting, and waste reduction strategies grow, there remains a substantial portion of residual waste that cannot be recovered through other means. Sanitary landfills provide the necessary infrastructure to manage this fraction safely, while energy recovery ensures that its remaining potential is not lost. Rather than being seen as the final resting place of discarded materials, modern engineered landfills function as facilities that both contain environmental risks and generate renewable resources. This duality transforms their role in waste management, positioning them as essential contributors to sustainable urban systems and long-term climate strategies.
Sanitary landfills with energy recovery represent a significant evolution in the way societies handle municipal solid waste, bridging the need for safe disposal with the opportunity to generate renewable energy. Unlike uncontrolled dumps that pose severe risks to the environment and public health, sanitary landfills are designed as carefully engineered facilities where waste is isolated from the surrounding soil and water through the use of protective liners and leachate collection systems. This controlled environment allows for the systematic placement and compaction of waste, reducing its volume while also creating the conditions under which organic material decomposes anaerobically, producing landfill gas. Rather than allowing this gas to escape into the atmosphere, where it would contribute substantially to climate change, the landfill is equipped with gas collection wells and piping systems that capture the emissions and channel them to energy recovery units. This process turns what was once considered a problematic byproduct into a valuable resource that can be harnessed for power generation, heating, or upgrading into renewable natural gas.
The captured landfill gas is primarily composed of methane, which is a potent greenhouse gas with a global warming potential many times that of carbon dioxide. By collecting and utilizing this methane, sanitary landfills significantly reduce emissions that would otherwise intensify climate change. At the same time, the energy derived from this gas displaces fossil fuels, contributing to a cleaner energy mix. In many facilities, the gas is combusted in reciprocating engines or turbines to produce electricity that can be fed into local power grids, directly supplying homes and industries with renewable energy. In other cases, the gas is refined and processed into high-quality renewable natural gas, which can then be injected into existing natural gas pipelines or used as a vehicle fuel. The flexibility of applications ensures that landfill gas recovery can be adapted to the specific energy needs of a region, making these systems both environmentally impactful and economically beneficial.
The environmental protections in sanitary landfills with energy recovery extend beyond gas capture. Leachate, the liquid formed when rainwater filters through layers of waste, is collected through a system of drainage pipes placed at the bottom of the landfill cells. This liquid is then directed to treatment facilities where it undergoes processes to remove contaminants, ensuring that groundwater remains unaffected. The daily and intermediate cover materials placed over waste also minimize odors, discourage pests, and prevent windblown debris. Together, these measures create an environment in which waste can be safely contained for decades while still allowing operators to recover its latent energy potential. Monitoring systems play a crucial role in this process, with sensors and wells installed throughout the site to measure gas flows, groundwater quality, and system performance, ensuring that the landfill continues to operate within regulatory standards and environmental goals.
Economically, sanitary landfills with energy recovery provide municipalities and private operators with an opportunity to offset the high costs of waste management. By selling electricity or renewable natural gas generated on-site, operators can create new revenue streams that help finance ongoing operations and infrastructure improvements. In some cases, the recovered energy is used directly at the landfill, powering leachate treatment plants, site offices, or heavy equipment, creating operational self-sufficiency. Many governments also incentivize renewable energy projects, providing tax credits, renewable energy certificates, or carbon credits for landfill gas recovery projects, further improving their financial viability. As a result, these facilities not only manage waste in an environmentally responsible way but also integrate into broader energy markets, contributing to local and regional energy security.
On a larger scale, sanitary landfills with energy recovery are increasingly seen as an integral part of circular economy strategies. While the priority remains reducing waste generation and maximizing recycling and composting, the reality is that residual waste streams continue to exist and must be managed. Landfills offer a secure solution for the final disposal of these residues, but when combined with energy recovery, they also ensure that the embedded energy in the waste is not entirely lost. This shift changes the perception of landfills from static repositories to dynamic facilities that actively contribute to renewable energy production and greenhouse gas mitigation. By aligning waste management with energy generation, they demonstrate how even the final stage of the waste hierarchy can play a role in sustainability and resource efficiency.
Sanitary landfills with energy recovery embody a modern approach to waste management that transforms a traditional disposal method into a source of renewable energy. The foundation of these facilities lies in the careful engineering of landfill cells, which are lined with protective barriers to prevent leachate from seeping into soil and groundwater. As municipal solid waste is deposited, compacted, and covered in successive layers, anaerobic conditions develop within the buried waste mass. Over time, organic fractions decompose and release landfill gas, a mixture primarily composed of methane and carbon dioxide. Instead of allowing this gas to migrate into the atmosphere, advanced systems of vertical and horizontal wells extract it, channeling it through a network of pipes to centralized treatment and utilization stations. This dual function—safe disposal of waste and productive use of decomposition byproducts—demonstrates how sanitary landfills have evolved into facilities that contribute not just to waste containment but also to energy production and environmental protection.
The energy recovery aspect is particularly significant in addressing climate challenges, since methane, the dominant component of landfill gas, has a global warming potential more than 25 times greater than carbon dioxide over a 100-year period. Capturing and utilizing this methane not only prevents harmful emissions but also allows it to be repurposed as a renewable energy source. Once collected, the gas undergoes conditioning to remove impurities such as water vapor, particulates, and corrosive compounds. Depending on the infrastructure and local energy demands, the treated gas may fuel reciprocating engines, turbines, or microturbines to generate electricity, which is then exported to the grid. Alternatively, the gas can be upgraded into pipeline-quality renewable natural gas, suitable for residential, industrial, or transportation use. Each of these pathways demonstrates the adaptability of landfill energy recovery systems and their capacity to integrate with regional energy strategies, ensuring that the environmental benefit of methane capture is matched with tangible contributions to the energy supply.
Environmental safeguards extend well beyond gas recovery. Sanitary landfills are equipped with comprehensive leachate collection systems that intercept and manage the liquid formed when precipitation percolates through waste layers. This leachate, often containing a mix of organic and inorganic contaminants, is directed to treatment facilities where it undergoes processes such as biological treatment, filtration, or chemical neutralization before safe discharge or reuse. The application of daily cover materials—whether soil, synthetic sheets, or alternative technologies—further controls odors, suppresses vectors such as rodents and insects, and reduces the risk of fire. These measures ensure that landfills function as controlled environments, protecting surrounding ecosystems and communities from the uncontrolled impacts traditionally associated with waste dumping. Modern landfills also integrate long-term monitoring systems, which track gas emissions, leachate levels, and groundwater quality, providing continuous assurance of compliance and environmental integrity.
From an economic standpoint, sanitary landfills with energy recovery present a compelling model by converting waste liabilities into productive assets. The sale of electricity or renewable natural gas creates revenue streams that can offset operational costs, reduce dependence on external energy sources, and provide financial returns for municipalities or private operators. In many regions, additional economic incentives come in the form of renewable energy credits, carbon offsets, or subsidies for projects that reduce greenhouse gas emissions. Beyond direct financial benefits, the renewable energy produced strengthens local energy resilience, diversifies supply, and reduces reliance on fossil fuels. In some cases, energy generated on-site is used internally to power operations, creating closed-loop systems that improve efficiency and sustainability. This combination of environmental and financial gains highlights why landfill gas-to-energy projects have become central components of integrated waste management strategies.
On a broader scale, these facilities reflect the evolving philosophy of resource recovery and circular economy principles. While waste reduction, recycling, and composting are prioritized, residual waste streams remain an unavoidable reality. Sanitary landfills provide the essential function of managing these residues safely, but with energy recovery, they also ensure that the embedded energy content of the waste contributes to society’s needs rather than being wasted. This approach redefines landfills not as passive endpoints but as active nodes within sustainable infrastructure, balancing environmental stewardship with resource utilization. As urban populations grow and waste generation continues to increase, sanitary landfills with energy recovery will remain indispensable, both as secure containment systems and as renewable energy producers that help mitigate climate impacts while supporting the global energy transition.
Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) Plants
Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plants are specialized facilities within the broader waste management and energy recovery sector that focus on transforming non-recyclable fractions of municipal and industrial waste into a standardized fuel source. Instead of sending all residual waste to landfills or incineration, these plants apply mechanical, biological, and thermal pre-treatment processes to selectively recover and prepare materials with high calorific value. RDF and SRF are particularly valued in industries such as cement manufacturing, combined heat and power (CHP) plants, and waste-to-energy facilities, where they serve as an alternative to fossil fuels like coal and petroleum coke. The concept behind these plants is to recognize that even after sorting and recycling efforts, a significant portion of waste streams contains combustible fractions—such as plastics, paper, textiles, and other carbon-rich materials—that can be repurposed into a usable energy product, thereby reducing landfill dependency while simultaneously contributing to renewable or low-carbon energy strategies.
The difference between RDF and SRF primarily lies in the level of processing and quality control. RDF is generally produced by mechanically shredding and separating mixed municipal solid waste into fractions that are suitable for combustion, without strict adherence to uniform specifications. It is often considered a transitional product, used in large-scale incineration or co-firing applications where variability in composition is tolerable. SRF, on the other hand, is manufactured to meet more rigorous European standards (such as CEN/TC 343 specifications), ensuring a consistent calorific value, moisture content, and chlorine level. SRF production involves more advanced sorting, drying, and homogenization processes, making it particularly suitable for energy-intensive industries that demand fuel reliability. This distinction has made SRF increasingly attractive in markets striving for both environmental performance and compliance with strict emission regulations.
The operation of RDF and SRF plants typically begins with waste reception and storage areas, where incoming municipal or commercial waste is unloaded, inspected, and prepared for processing. Large conveyors and shredders then reduce the size of waste fractions to facilitate downstream handling. Magnetic separators, eddy current systems, and screening equipment are used to remove ferrous and non-ferrous metals, as well as inert materials such as glass and stones that would lower the energy potential of the fuel. Optical sorters and air classifiers may also be employed to distinguish between high-calorific components like plastics and lower-value organic residues. Following this separation phase, the combustible fraction undergoes further size reduction, drying, and blending to achieve the desired energy characteristics. The resulting RDF or SRF is then baled, pelletized, or stored in silos for transportation to end users.
One of the central advantages of RDF and SRF plants is their contribution to circular economy principles by maximizing resource recovery from waste streams. By extracting valuable recyclables and isolating the combustible fraction for fuel production, these facilities ensure that only the truly unrecoverable residues are sent to landfills. At the same time, they produce a fuel that substitutes fossil energy sources, leading to substantial reductions in carbon dioxide emissions. This dual benefit—waste diversion and fossil fuel displacement—has positioned RDF and SRF as essential components of integrated waste management strategies in many regions. In particular, cement kilns have become major consumers of RDF and SRF, as the high and stable combustion temperatures of kiln processes make them ideal for utilizing such fuels without compromising product quality.
Environmental considerations are central to the operation of RDF and SRF plants. Advanced dust suppression systems, odor control technologies, and continuous monitoring of emissions are implemented to ensure compliance with stringent regulations and to protect surrounding communities. The precise control of chlorine and heavy metal content in SRF also reduces the risk of producing harmful pollutants during combustion. Additionally, the plants often employ sophisticated monitoring and control systems to track energy content, moisture levels, and composition, ensuring that the final product meets customer requirements while maintaining environmental integrity.
Economically, RDF and SRF plants offer municipalities and waste operators a pathway to reduce disposal costs while generating value from residual waste. Instead of paying for landfill space or incineration, waste streams are converted into marketable fuel products that can be sold to energy-intensive industries. This not only offsets the operational expenses of the plants but also creates opportunities for public-private partnerships and cross-sector collaborations between waste management companies, energy producers, and industrial fuel users. In regions where landfill taxes or bans are enforced, RDF and SRF facilities also play a vital role in compliance, providing the necessary infrastructure to handle residual waste responsibly.
In the broader context of sustainable development, RDF and SRF plants exemplify how technological innovation can reframe waste as a resource. By applying a series of mechanical, thermal, and quality-control processes, these facilities create a bridge between waste management and renewable energy systems. They demonstrate that even non-recyclable waste fractions can be transformed into productive assets, reducing environmental impact while supporting energy security and industrial efficiency. Their growing role worldwide reflects a shift in perception, moving from a linear “take, use, dispose” model to a more circular approach where waste materials are continuously reintegrated into economic cycles.
Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plants represent one of the most important advancements in the field of sustainable waste management and energy recovery, as they take the non-recyclable fraction of municipal and commercial waste and transform it into a valuable fuel source that can replace fossil alternatives in energy-intensive industries. The underlying philosophy behind these plants is that not all waste has to be landfilled or incinerated as raw material, because significant portions of mixed waste streams contain combustible fractions such as plastics, textiles, paper, and packaging materials that, when processed properly, offer a high calorific value and stable combustion characteristics. The ability to harness this potential not only reduces the burden on landfills but also lessens dependence on traditional fossil fuels like coal and petroleum coke, creating a dual environmental and economic advantage that has encouraged the rapid adoption of these facilities across Europe, Asia, and increasingly in developing regions.
The distinction between RDF and SRF lies in the level of treatment and standardization. RDF is usually produced through basic mechanical treatment of residual waste, focusing on size reduction, removal of metals, and extraction of inert fractions, producing a heterogeneous fuel that can be directly fed into incinerators or co-fired in cement kilns and large-scale boilers. SRF, however, involves a higher degree of refinement, with strict adherence to European standards such as those defined by CEN/TC 343, ensuring consistent moisture levels, chlorine content, calorific value, and particle size distribution. This makes SRF a premium fuel that can be marketed internationally with guarantees of performance, while RDF is often considered more of a local or transitional product. The ability of SRF to meet such strict specifications is achieved through advanced sorting technologies, air classifiers, optical separators, drying systems, and blending operations that ensure the end product is both reliable and environmentally compliant.
The operational flow within these plants is designed to maximize both material recovery and energy efficiency. Waste is received in controlled storage areas, often equipped with odor suppression systems and enclosed environments to reduce environmental impact. From there, it is fed into shredders that reduce the waste to manageable sizes before it passes through a series of mechanical separation systems. Magnetic separators extract ferrous metals, eddy current separators remove non-ferrous metals, and screens isolate oversized or unsuitable materials. Advanced facilities go further by employing optical sorting to target specific fractions such as plastics or cardboard, ensuring that only the most energy-rich components are retained for fuel production. Once the combustible fractions are separated, they undergo further size reduction, drying to achieve optimal moisture content, and homogenization to ensure consistent calorific value across the final fuel product. The fuel may then be pelletized, baled, or stored in silos before being dispatched to end-users such as cement factories, power plants, or combined heat and power units.
The benefits of RDF and SRF production extend beyond energy recovery, as these facilities significantly contribute to the principles of the circular economy by extracting recyclables and diverting non-recyclable combustible fractions away from landfills. By converting residual waste into a usable energy product, they reduce greenhouse gas emissions associated with landfill methane and simultaneously displace fossil fuel consumption in industrial processes. Cement kilns in particular have become major consumers of RDF and SRF, as their high-temperature, long-residence-time combustion systems are ideal for processing such fuels while maintaining product quality. Similarly, power plants adapted to handle alternative fuels benefit from reduced operational costs and improved environmental performance, making RDF and SRF integral to sustainable industrial strategies.
Environmental control is a crucial aspect of these plants, as the variability of waste streams necessitates strict monitoring and quality assurance. Odor management systems, dust collection technologies, and emission monitoring ensure that the surrounding environment and communities are protected. The production of SRF in particular requires rigorous testing to verify parameters such as chlorine levels, which can influence emissions of acid gases during combustion, and heavy metal content, which can affect ash quality and flue gas treatment requirements. Through this combination of mechanical processing, continuous monitoring, and strict adherence to standards, RDF and SRF plants not only create a valuable fuel but also contribute to achieving environmental compliance and meeting policy targets for renewable energy and waste diversion.
Economically, these facilities provide municipalities and private waste management operators with alternatives to the rising costs of landfill disposal and incineration. By transforming residual waste into a commodity fuel, RDF and SRF plants create opportunities for revenue generation and long-term supply contracts with industrial users. This makes them especially attractive in regions where landfill taxes are high, or where governments have implemented landfill bans on combustible fractions, as is the case in several European countries. The plants also play an important role in ensuring compliance with directives on waste hierarchy, where energy recovery is prioritized above disposal. For industries, the use of RDF and SRF offers not only lower fuel costs compared to traditional fossil sources but also improved environmental credentials, supporting their corporate sustainability strategies and compliance with carbon reduction commitments.
In a broader perspective, the role of RDF and SRF plants is central to achieving integrated waste management systems that balance material recycling, energy recovery, and minimal landfill use. They symbolize the shift away from linear waste handling models toward more circular approaches, where every fraction of waste is evaluated for potential value, whether as a recyclable, a feedstock for energy production, or a last-resort landfill input. As global pressure mounts to reduce carbon footprints, cut landfill dependency, and transition toward renewable energy, RDF and SRF plants stand out as a practical, scalable, and economically viable solution that bridges the gap between waste management and energy security.
Waste Reception and Storage Area
The waste reception and storage area serves as the entry point of RDF and SRF production plants, where municipal solid waste, commercial residues, or industrial by-products arrive to be transformed into alternative fuels. This section must be designed to handle large volumes efficiently while ensuring environmental safety and operational continuity. Typically, it includes enclosed bunkers or tipping halls with reinforced concrete floors, equipped with odor control and dust suppression systems to minimize environmental nuisance. Waste delivery trucks unload their contents into these controlled areas, and mechanical cranes or automated grabbers then feed the material onto conveyors for further processing. Proper storage conditions are essential to avoid excessive moisture buildup, spontaneous heating, or contamination that could affect the fuel’s calorific value and combustion stability. In advanced facilities, storage areas are segregated by waste type, allowing operators to pre-classify streams for more efficient downstream processing. This stage is also critical for initial inspection, where oversized items, hazardous materials, or unsuitable fractions are removed before they enter the mechanical treatment line.
Pre-Sorting and Separation Units
Before the waste can be converted into RDF or SRF, it must pass through pre-sorting systems that separate valuable recyclables and remove non-combustible or hazardous fractions. These units often integrate a combination of manual and automated processes, including conveyor belts with operator stations, magnetic separators for ferrous metals, eddy current separators for non-ferrous metals, and air classifiers to separate light fractions like plastics from heavier inerts such as stones or glass. Optical sorters are increasingly used in advanced plants, capable of detecting and isolating specific materials such as PET bottles, HDPE plastics, or cardboard based on near-infrared spectroscopy. The aim is to recover as much recyclable material as possible while ensuring that the remaining waste stream is composed of high-calorific, combustible fractions suitable for fuel production. Pre-sorting also plays a crucial role in improving the consistency and quality of RDF and SRF, as removing inerts and contaminants increases both the energy value and the reliability of the final product.
Shredding and Size Reduction Systems
One of the most defining steps in RDF and SRF plants is shredding, where waste is mechanically reduced to smaller, uniform sizes to facilitate subsequent treatment processes. Shredders can be primary or secondary, depending on whether they perform coarse or fine reduction. Primary shredders typically cut large waste items into manageable pieces, while secondary shredders refine the material to meet specific particle size requirements. For SRF, size reduction is particularly critical, as standardized fuel specifications often demand a maximum particle size of 30–50 mm, which ensures stable combustion and compatibility with end-user systems such as cement kilns or fluidized bed boilers. Modern shredders are robust machines equipped with heavy-duty rotors, hardened blades, and automated control systems that adjust speed and torque based on the waste composition. The size reduction step not only improves homogeneity but also enhances the efficiency of subsequent drying and separation processes, contributing significantly to the overall performance of the plant.
Drying and Conditioning Units
Moisture content is one of the most important parameters influencing the calorific value and combustion characteristics of RDF and SRF. Therefore, drying and conditioning units are employed to bring the waste to an optimal state for use as fuel. Depending on the type of waste and the desired output, drying can be achieved through mechanical means such as pressing and dewatering, or through thermal methods like rotary drum dryers, belt dryers, or fluidized bed dryers powered by waste heat from nearby industrial processes or power plants. Conditioning may also involve blending different fractions of waste to achieve a balanced calorific value and chlorine content, ensuring compliance with environmental regulations and fuel standards. This stage enhances not only the performance of the final fuel but also its storage stability, as overly moist RDF can degrade, generate odors, and even pose risks of biological activity. Properly conditioned RDF and SRF achieve high calorific values and consistent combustion, making them reliable substitutes for coal and other fossil fuels.
Refining and Fuel Preparation Section
After drying, the waste stream undergoes refining to remove any residual impurities and to fine-tune the properties of the final fuel product. This section often integrates advanced separation technologies such as ballistic separators, density separators, and additional optical sorting units to ensure that the remaining stream meets strict specifications. The refined fraction is then processed into a uniform form, often pelletized, baled, or granulated to facilitate handling, storage, and transportation. For SRF, quality assurance testing is a key part of this stage, with samples analyzed for parameters such as calorific value, ash content, chlorine and sulfur levels, and heavy metal concentrations. These tests guarantee that the product adheres to international standards like CEN/TC 343, which define SRF quality classes for use in different industrial applications. The refining and preparation section is where RDF transitions from a waste-derived product into a marketable, certified alternative fuel.
Storage and Logistics Systems
Once processed, RDF and SRF require secure and efficient storage before being dispatched to end-users. Storage systems are designed to maintain the integrity of the fuel by protecting it from moisture, contamination, and degradation. Common storage solutions include silos for loose fuel, covered bunkers, or baling systems that compress the fuel into compact units for easier handling and transportation. In the case of pelletized SRF, silo storage with controlled atmospheres may be used to prevent dust generation and spontaneous heating. Logistics systems are also critical, as RDF and SRF are often transported over long distances to industrial users such as cement plants, power stations, or CHP facilities. Transport can be carried out in bulk trucks, containers, or rail wagons, depending on the scale and location of the operation. The effectiveness of this stage is key to ensuring a smooth supply chain that delivers fuel to end-users reliably and economically.
Monitoring and Quality Control Systems
The entire RDF and SRF production process is underpinned by comprehensive monitoring and quality control systems. These include real-time sensors, laboratory testing protocols, and automated data collection systems that track parameters such as moisture content, calorific value, chlorine levels, and particle size distribution. Quality control ensures that the final product meets both regulatory standards and customer requirements, reducing the risk of rejection and ensuring long-term contracts with industrial users. Environmental monitoring is equally important, covering emissions, dust levels, odor control, and noise to ensure compliance with local and international regulations. By integrating advanced monitoring technologies, RDF and SRF plants can maintain consistent fuel quality, optimize process efficiency, and demonstrate transparency to regulators, clients, and the surrounding community.
Waste Reception and Storage Area
In Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plants, the waste reception and storage area represents the gateway through which the entire process begins, and its design and operation are critical for the efficiency, safety, and reliability of the downstream systems. This section is responsible not only for receiving and holding the incoming waste but also for ensuring that the material is adequately managed, inspected, and conditioned before entering the treatment lines. Because RDF and SRF production depend on consistency and the removal of undesirable fractions, the reception and storage area must be carefully engineered to handle heterogeneous streams of municipal solid waste, commercial waste, or industrial by-products that arrive with varying characteristics in terms of moisture content, size, calorific value, and contamination levels.
At the point of reception, waste is typically delivered by collection trucks, transfer vehicles, or bulk containers. The unloading process generally takes place in enclosed tipping halls or bunkers constructed with reinforced concrete floors, designed to resist abrasion, chemical exposure, and heavy mechanical loads. These enclosed spaces also serve as environmental protection measures, containing odors, dust, and litter that could otherwise spread into the surrounding areas. Air extraction and odor control systems, often equipped with biofilters or scrubbers, are integrated into these halls to maintain air quality both inside the facility and in nearby communities. Dust suppression systems, using misting or water spray, are also common features to prevent fine particles from accumulating or being released during waste handling.
Once unloaded, the waste is temporarily stored in reception bunkers or pits. These storage areas are designed with sufficient capacity to buffer fluctuations in waste deliveries, allowing the plant to maintain steady operations even during peak delivery times or in cases of logistical disruptions. Depending on the scale of the facility, storage capacity may be sized for several hours to multiple days of operation. Automated cranes or hydraulic grabbers are often used to transfer the waste from the storage bunkers onto conveyors for subsequent processing. These cranes can be semi-automated or fully automated, with control systems that ensure even feeding to the shredding or sorting lines while avoiding overloading or bottlenecks.
Another key function of the waste reception and storage area is the initial inspection and pre-sorting of the material. Operators or automated systems may identify oversized items, hazardous materials, or unsuitable fractions that must be removed before they enter mechanical treatment processes. This could include bulky objects such as mattresses, construction debris, or metallic items that may damage shredders, as well as hazardous items like batteries or chemicals that pose risks to equipment and safety. In advanced facilities, dedicated pre-sorting stations are integrated directly into the reception area, ensuring contaminants are intercepted at the earliest stage possible. This proactive step not only protects machinery from wear and breakdown but also improves the quality of the RDF or SRF produced by ensuring that only appropriate feedstock enters the system.
The way waste is stored in this area also affects the overall quality of the fuel to be produced. Moisture control is particularly important, since excess water content reduces calorific value and complicates downstream processing. Storage bunkers are therefore often designed with drainage systems to remove leachate and prevent water accumulation. Leachate, a contaminated liquid generated from the contact of waste with moisture, is collected and treated to prevent environmental pollution. Some plants also employ covered storage or even climate-controlled environments to maintain the integrity of the waste prior to processing. Proper design minimizes the risk of biological degradation, which can otherwise result in odor issues, gas formation, and reduced energy content.
From an operational standpoint, the reception and storage area is also the point where data collection and monitoring begin. Incoming waste streams are weighed, recorded, and in some cases sampled for analysis to determine composition, calorific value, and moisture content. This information is vital for process optimization, enabling operators to adjust treatment parameters, blending strategies, and drying requirements to achieve consistent RDF or SRF quality. Many modern plants incorporate real-time monitoring systems with cameras, sensors, and automated reporting tools that enhance transparency and accountability, both for internal efficiency and for regulatory compliance.
Safety is another central concern in the waste reception and storage area. The handling of mixed waste introduces risks such as fire hazards, chemical exposure, or mechanical accidents. For this reason, facilities are equipped with fire detection and suppression systems, including thermal cameras, sprinkler systems, and fire-resistant bunker designs. Staff working in this section are trained in safety protocols and often work within clearly demarcated areas to avoid conflicts with heavy machinery like loaders or cranes. Emergency response procedures are also integrated into the layout, ensuring rapid containment of any incidents that could occur in this high-risk part of the plant.
In many advanced RDF and SRF plants, the design of the reception and storage area is integrated with logistical efficiency. Facilities may include multiple access points for incoming vehicles, automated traffic control, and weighbridge systems to streamline deliveries. By ensuring a smooth flow of materials from trucks to bunkers and into processing lines, the plant maximizes throughput and minimizes downtime. Furthermore, the architecture and operation of this area are often designed with community relations in mind, incorporating noise barriers, enclosed unloading bays, and controlled access to reduce the impact on surrounding neighborhoods.
Ultimately, the waste reception and storage area is not just a passive holding zone but a dynamic, multifunctional section that sets the foundation for the entire RDF and SRF production process. Its effectiveness determines the plant’s ability to produce consistent, high-quality alternative fuels, protect equipment from damage, and safeguard the surrounding environment from nuisance and pollution. By combining robust engineering, environmental protection measures, and advanced automation, modern reception and storage areas exemplify the shift from traditional waste handling practices toward high-efficiency, resource-oriented waste management strategies.
The waste reception and storage area in RDF and SRF plants is one of the most decisive stages of the entire operation, as it not only receives and holds the incoming waste streams but also establishes the conditions under which the material can be processed into a reliable fuel. In many facilities, this stage is designed as a carefully controlled environment where trucks or containers arrive with municipal solid waste, commercial waste, or industrial by-products, and unloading takes place in enclosed tipping halls or reinforced bunkers. These areas are built to withstand heavy mechanical loads and continuous exposure to abrasive materials, while also protecting the surrounding environment from nuisances such as odors, dust, and noise. Ventilation and odor control systems are usually integrated into the reception halls, often using negative pressure combined with biofilters or scrubbers, ensuring that unpleasant smells do not escape into nearby communities. Dust suppression systems, using atomized water or fine misting, are equally important to minimize airborne particles generated during unloading and handling. This balance between robustness and environmental protection is critical, because the quality and consistency of the subsequent RDF or SRF production chain largely depends on the effectiveness of this initial handling stage.
Once the waste is deposited, it is temporarily stored in large pits or bunkers that act as buffers between the irregular arrival of collection trucks and the steady, continuous feeding required by downstream processing systems. The capacity of these bunkers is carefully calculated to maintain operations during peak traffic, weekends, or disruptions in logistics, and some plants design them to hold several days’ worth of waste. Automated overhead cranes or hydraulic grabbers are commonly installed above the bunkers, and these play a crucial role in homogenizing the waste mass, removing oversized objects, and transferring it onto conveyors that lead to shredders or sorting equipment. Automation at this stage reduces reliance on manual labor and helps maintain a consistent flow of material, which is vital to achieving uniform shredding, drying, and blending downstream. In modern facilities, the cranes can be operated via remote control or programmed to work autonomously, ensuring steady feeding without interruptions and reducing the risk of bottlenecks.
Another important function of the reception and storage area is the initial quality control of incoming materials. Mixed waste streams often contain items that are not suitable for RDF or SRF production, such as hazardous chemicals, pressurized containers, or bulky objects like mattresses, large metal pieces, or construction debris. These contaminants, if left unchecked, could damage shredders, jam conveyors, or reduce the quality of the final fuel. For this reason, many plants integrate manual inspection points or automated systems that allow operators to identify and remove problematic items early on. This step not only safeguards machinery from excessive wear and potential breakdowns but also contributes to the stability and safety of the production process. The early removal of inappropriate fractions is especially critical in SRF production, where strict international standards must be met for parameters such as particle size, calorific value, chlorine content, and heavy metal concentration.
The way waste is stored also has a direct impact on the eventual energy value of the RDF or SRF produced. Excessive moisture reduces the calorific value and complicates drying and combustion, so drainage systems are often integrated into the bunker floors to collect leachate, which is then treated through on-site or external wastewater treatment systems. In some advanced facilities, the storage areas are partially covered or climate-controlled to limit rainwater infiltration and biological degradation, which not only preserves the energy potential but also reduces odor and methane generation during storage. The control of these environmental conditions demonstrates how reception and storage areas are no longer seen as passive waiting zones but as active contributors to the quality of the end product.
Alongside physical handling, the reception and storage stage is also the point where data collection and monitoring begin. Every incoming load is weighed at the weighbridge and logged into digital systems that track the type, source, and volume of the waste. Some facilities also carry out sampling and laboratory analysis at this stage, measuring factors such as moisture content, calorific value, and composition. This information allows operators to plan blending strategies, adjust drying or shredding settings, and ensure that the fuel produced will meet the requirements of end-users such as cement kilns, power plants, or combined heat and power units. In plants producing SRF, continuous quality control is indispensable, as compliance with European standards like CEN/TC 343 requires a high level of documentation and traceability. By starting this monitoring process at the reception stage, operators can ensure full transparency and optimize the plant’s performance throughout.
Safety is a further consideration in the reception and storage area, as the handling of heterogeneous waste introduces risks such as fire outbreaks, explosions, or chemical exposure. Fire detection and suppression systems are therefore standard, including thermal cameras to detect hotspots, sprinklers, and automatic foam or water cannons positioned over the bunkers. Many facilities also design their storage pits with fire-resistant materials and compartmentalized layouts to contain potential incidents. Staff working in this section are trained in safety protocols and equipped with personal protective equipment, while access for vehicles and personnel is controlled to prevent accidents involving heavy machinery like loaders or cranes. The inclusion of these safety measures demonstrates the importance of managing not just operational efficiency but also risk mitigation in this critical stage of the RDF and SRF production chain.
The design of waste reception and storage areas also reflects logistical efficiency. Facilities are often equipped with multiple unloading points, traffic management systems, and rapid turnaround for collection trucks, reducing waiting times and maximizing throughput. Enclosed unloading bays help reduce noise and odor emissions while also providing controlled conditions that prevent contamination of the waste during reception. This attention to logistics is particularly important in high-capacity plants that may process hundreds or even thousands of tons of waste per day, where delays or inefficiencies at the reception stage could ripple through the entire process chain.
Ultimately, the waste reception and storage area is the foundation upon which RDF and SRF plants operate, and its effectiveness determines the reliability and quality of the fuel output. By integrating robust infrastructure, environmental safeguards, automation, quality monitoring, and safety systems, this section transforms what could be a chaotic influx of heterogeneous waste into a controlled, manageable input for high-value fuel production. The evolution of these areas over recent decades reflects the broader transformation of waste management itself: from a linear model focused on disposal to a resource-oriented system where every stage is optimized to extract value and minimize environmental impact.
The waste reception and storage area in RDF and SRF plants is more than just a point of entry for incoming waste; it is a highly engineered and controlled environment that sets the tone for the efficiency, safety, and quality of the entire process that follows. As trucks and collection vehicles arrive, they are directed to enclosed tipping halls or reinforced bunkers, which are specifically designed to manage large volumes of heterogeneous waste while minimizing the impact on the environment and surrounding communities. These structures are built with durable materials capable of withstanding constant abrasion, chemical exposure, and heavy mechanical loads. At the same time, they are equipped with systems to capture and treat odors, dust, and leachate, ensuring that the reception process does not result in pollution or nuisance. Air handling systems often operate under negative pressure to contain emissions, channeling extracted air into biofilters or scrubbers before release, while misting systems control the spread of dust generated during unloading. This integration of environmental protection measures highlights the importance of balancing industrial-scale throughput with community acceptance and regulatory compliance.
Once unloaded, the waste is temporarily stored in pits or bunkers that serve as a buffer between the irregular rhythm of waste deliveries and the continuous, steady feeding that downstream systems require. These bunkers are sized according to the plant’s capacity, allowing for several hours or even days of storage, ensuring uninterrupted operations even during fluctuations in delivery schedules. Overhead cranes or hydraulic grabs suspended above the bunkers homogenize the waste mass and transfer it onto conveyors, preventing bottlenecks and guaranteeing that shredders and sorting systems receive a balanced flow of material. The automation of these cranes has become increasingly sophisticated, with many plants using fully automated systems that can be programmed to operate continuously with minimal human intervention. This not only improves operational efficiency but also reduces risks to workers, since manual handling of mixed waste is minimized.
The reception area also serves as the first stage of quality control, where unsuitable or hazardous items can be identified and removed before they enter the process line. Mixed municipal and commercial waste often contains items such as bulky construction debris, pressurized canisters, or hazardous chemicals that can damage machinery or compromise the safety of the plant. Some facilities include manual inspection points, while others rely on sensors and automated detection systems to flag problematic items early on. The removal of contaminants at this stage is particularly important for SRF production, where strict standards apply to the final fuel’s calorific value, particle size, chlorine content, and overall consistency. By intercepting problematic materials at the point of reception, operators not only protect the machinery from damage but also ensure that the end product will meet performance requirements and regulatory standards.
The conditions under which waste is stored play a crucial role in preserving its energy value and preventing environmental issues. Excessive moisture content is one of the main factors that can reduce the calorific value of RDF and SRF, so drainage systems are often incorporated into the bunker floors to collect leachate and prevent water accumulation. Collected leachate is treated either on-site or externally, preventing contamination of soil and groundwater. In some facilities, storage areas are covered or climate-controlled to reduce rainwater infiltration and slow biological degradation of the waste. These measures also help to control odors, minimize the risk of spontaneous gas formation, and ensure that the waste maintains the characteristics needed for efficient processing. The focus on moisture and environmental control reflects the growing recognition that the quality of the feedstock directly influences the performance of the entire RDF and SRF chain.
In parallel with the physical handling of waste, the reception and storage area is also the starting point for data collection and monitoring. Every incoming load is weighed and logged, providing a record of the quantity and source of the material. Some plants take this further by carrying out sampling and laboratory testing to assess the composition, moisture content, and calorific value of the waste. This information is vital for adjusting operating parameters, planning blending strategies, and ensuring that the final RDF or SRF meets the specific requirements of end users such as cement kilns, industrial boilers, or combined heat and power facilities. For SRF in particular, adherence to international quality standards requires rigorous monitoring and traceability, and this begins with the reception area where data collection systems integrate seamlessly into the wider plant control architecture.
Safety is another core element in the design and operation of the waste reception and storage area, as the heterogeneous nature of the waste stream introduces risks such as fires, chemical exposure, or mechanical accidents. Fire detection and suppression systems are standard, with thermal cameras scanning the waste for hotspots, sprinkler systems installed above bunkers, and in some cases automated foam or water cannons ready to activate in the event of a fire. The design of the bunkers often includes fire-resistant construction and compartmentalization to contain incidents should they occur. Staff are trained to follow strict safety protocols, and access to the area is controlled to avoid conflicts between personnel and heavy equipment. These systems ensure that even in the face of potential hazards, the reception and storage stage remains safe and reliable, minimizing downtime and protecting both workers and the surrounding environment.
From a logistical perspective, the waste reception and storage area is designed for efficiency as much as safety and environmental protection. Facilities often incorporate multiple access points for delivery vehicles, weighbridges for recording data, and automated traffic management systems that streamline the unloading process. Enclosed unloading bays limit noise and odor emissions while providing controlled conditions for both waste and staff. For large-scale plants that may process hundreds of tons per day, these logistical optimizations are critical, since delays at the reception stage could ripple through the entire process and reduce overall throughput. By ensuring that waste is received, stored, and transferred smoothly, the reception area plays a vital role in maximizing the plant’s productivity.
Ultimately, the waste reception and storage area is far more than a passive holding zone; it is a dynamic system that establishes the foundation for RDF and SRF production. It transforms a chaotic inflow of heterogeneous waste into a controlled, homogenized, and well-documented feedstock that can be efficiently processed into high-quality alternative fuels. Through the integration of robust infrastructure, environmental safeguards, automation, monitoring systems, and safety measures, this section ensures not only operational efficiency but also compliance with environmental regulations and community expectations. Its effectiveness directly determines the quality and reliability of the RDF or SRF produced, making it one of the most critical components of the entire process chain.
The pre-sorting and separation stage in RDF and SRF plants is a critical step that directly determines the quality, consistency, and energy potential of the final fuel product. After waste has been received, stored, and homogenized in the reception area, it enters a complex array of mechanical and automated systems designed to separate valuable recyclables, remove contaminants, and isolate the combustible fractions suitable for RDF or SRF production. This stage is essential because municipal and industrial waste streams are inherently heterogeneous, containing a mix of plastics, paper, metals, organics, glass, and inert materials, and the ability to efficiently segregate these components maximizes both material recovery and fuel quality. Pre-sorting reduces the risk of operational disruptions downstream, minimizes wear and tear on shredders and drying equipment, and ensures that the energy content of the fuel remains high and consistent.
At the core of pre-sorting operations are conveyor systems that transport the waste to multiple separation units. Manual sorting stations are strategically positioned along these conveyors, allowing operators to visually identify and remove hazardous materials, oversized items, or objects that could damage processing equipment. Even with advanced automation, human oversight remains important, as certain items may be difficult for sensors to detect reliably. Magnetic separators are used extensively to extract ferrous metals, which can be recycled separately, while eddy current separators remove non-ferrous metals such as aluminum and copper, both of which have high economic value. Air classifiers or air tables are also employed to separate light fractions, including plastics and paper, from heavier inerts such as stones, glass, or ceramics. By carefully controlling air flows and using differential densities, these systems effectively isolate the high-calorific fractions that are suitable for fuel production.
Advanced facilities increasingly incorporate optical sorting systems, which use near-infrared, visible, or laser technology to identify specific materials based on their spectral characteristics. These systems can distinguish between PET, HDPE, PVC, and other polymers, as well as between paper types, cardboard, and contaminants. Optical sorters are often combined with automated air jets that redirect targeted fractions into separate collection streams, allowing the plant to produce a more refined and standardized SRF product. In addition, ballistic separators, vibrating screens, and trommel screens are commonly used to classify materials by size and shape, ensuring that oversized or non-combustible fractions are removed before the fuel enters shredding, drying, and conditioning processes. This multi-layered approach to separation ensures that only the most suitable fractions advance to the next stage, increasing both operational efficiency and the calorific value of the final RDF or SRF.
Pre-sorting and separation are also closely tied to environmental compliance and emission control. Removing metals, glass, and other inerts early in the process reduces the ash content in the final fuel, which in turn decreases particulate emissions during combustion. Hazardous components such as batteries, aerosols, or chemicals are identified and removed to prevent fires, toxic emissions, or equipment damage. In some facilities, these items are routed to specialized treatment or disposal streams, while recyclable materials are sent to dedicated recycling lines, ensuring that the plant contributes both to waste diversion and to the principles of a circular economy. By separating materials at this stage, RDF and SRF plants can produce fuels that meet stringent regulatory standards for industrial use, particularly in markets where SRF must comply with European standards such as CEN/TC 343.
Moisture management and homogenization are additional considerations during pre-sorting. Light fractions often contain significant moisture, particularly paper and organic materials, which can lower the energy content of the fuel if not managed. Some plants integrate air-drying systems or mechanical dewatering at the pre-sorting stage to improve consistency. Additionally, blending streams of waste from different sources ensures that the resulting fuel maintains a uniform calorific value and particle size, which is essential for stable combustion in cement kilns, industrial boilers, or combined heat and power plants. The ability to standardize the fuel at this early stage reduces the need for downstream adjustments and enhances overall plant efficiency.
From an operational perspective, the pre-sorting and separation area is highly automated in modern plants, with sensors, conveyor controls, and robotic sorting systems continuously monitoring material flow and quality. Real-time data collection allows operators to track composition, throughput, and contaminant levels, enabling rapid adjustments to maintain performance and ensure compliance. Safety is also a key concern, as the mechanical systems and conveyors pose risks of entanglement, crushing, or dust exposure. Facilities address this through protective enclosures, emergency stop systems, and dust extraction equipment, while staff are trained to manage high-risk areas safely.
Overall, the pre-sorting and separation stage transforms the heterogeneous, mixed waste delivered to the plant into a manageable, homogenous stream of high-calorific fractions suitable for fuel production. By combining manual inspection, mechanical separation, optical sorting, and size classification, this stage ensures that only the most suitable material enters the shredding, drying, and refining processes, optimizing both energy output and operational efficiency. Furthermore, by recovering recyclables, diverting hazardous materials, and reducing ash content, pre-sorting supports the environmental and economic goals of RDF and SRF production, turning what would otherwise be low-value residual waste into a standardized, high-quality alternative fuel.
Pre-Sorting and Separation Units
The pre-sorting and separation units in RDF and SRF plants play a fundamental role in transforming mixed municipal, commercial, and industrial waste into a consistent, high-calorific fuel. Once waste has been received and temporarily stored in the reception area, it is transported via conveyor systems to these units, where the heterogeneous composition of the material is systematically addressed to separate recyclables, remove non-combustible items, and isolate the combustible fractions necessary for fuel production. These units are critical because incoming waste streams vary widely in terms of moisture content, particle size, density, and composition, and without efficient separation, downstream processes such as shredding, drying, and pelletizing would be less effective and could suffer from operational disruptions or damage to equipment. Pre-sorting and separation, therefore, not only improve the quality and calorific value of the RDF or SRF but also contribute significantly to plant safety, efficiency, and environmental compliance.
At the core of these units are mechanical separation systems that remove materials based on physical characteristics. Magnetic separators extract ferrous metals such as steel cans, structural scrap, or other magnetic items that can be recovered and recycled. Non-ferrous metals, including aluminum, copper, and brass, are separated using eddy current separators, which induce currents in conductive metals to create repulsive forces that eject them from the waste stream. Size classification is accomplished with trommel screens, vibrating screens, or ballistic separators, which separate oversized items and inerts such as stones, glass, and ceramics from finer, combustible fractions. Air classifiers and aspiration systems are also commonly employed to remove light fractions, including paper, plastics, and small organic particles, from heavier materials. These physical separation methods are carefully calibrated to maintain optimal throughput while maximizing the purity of the combustible stream.
Manual inspection remains an important element in pre-sorting, particularly in areas where automated sensors might not reliably detect hazardous or oversized items. Skilled operators stationed along conveyors visually identify and remove materials that could pose risks to machinery or compromise fuel quality, such as batteries, aerosols, large metal objects, or bulky plastics. This combination of human oversight and mechanical separation ensures that the plant can handle the wide variability of incoming waste while protecting equipment and maintaining consistent RDF or SRF quality. Advanced plants often integrate optical sorting technologies alongside these mechanical processes, using near-infrared spectroscopy, laser, or visible light sensors to identify and separate specific types of plastics, paper, and cardboard. Optical sorters often work in conjunction with air jets to precisely direct identified fractions into separate collection streams, allowing the plant to produce a highly refined fuel product and to recover recyclable materials effectively.
The pre-sorting and separation stage also includes processes that help standardize the characteristics of the material. Moisture control is essential, as excessive water content reduces the calorific value of the fuel and can complicate downstream drying and combustion. Mechanical dewatering, air-drying, or blending of different waste streams are commonly implemented at this stage to achieve a uniform fuel moisture content. Additionally, homogenization ensures that particle size and composition are consistent, which improves the performance of shredding, drying, and refining equipment, and results in a final RDF or SRF product that meets regulatory and industrial specifications.
Environmental and safety considerations are integrated throughout pre-sorting and separation units. Dust extraction systems capture airborne particles generated by conveyors, screens, and shredders, while enclosed sorting areas limit the spread of odors and airborne contaminants. Hazardous materials removed during pre-sorting are directed to specialized handling streams, ensuring compliance with environmental regulations and protecting staff from exposure. Fire detection and suppression systems are installed in areas where friction, heat, or chemical reactions could pose a risk, with thermal cameras, sprinklers, and automated extinguishing systems providing additional safety. Worker safety is further supported by protective guards, emergency stops, and strict operational protocols to prevent accidents in areas with moving machinery.
Ultimately, pre-sorting and separation units are the stage where mixed waste is transformed into a controlled, manageable feedstock suitable for RDF and SRF production. Through a combination of manual inspection, mechanical separation, optical sorting, and moisture and size standardization, these units maximize the recovery of recyclable materials, minimize the presence of contaminants, and ensure a homogenous combustible fraction for further processing. By effectively isolating the appropriate materials and removing impurities early in the production chain, pre-sorting and separation units significantly enhance both the energy content and operational reliability of the final fuel product, while also supporting broader environmental and sustainability goals by diverting recyclables and hazardous materials from landfill disposal.
The pre-sorting and separation units in RDF and SRF plants represent a critical stage where mixed municipal, industrial, and commercial waste is transformed from an unstructured, heterogeneous stream into a more uniform, high-calorific feedstock suitable for fuel production. Once the waste leaves the reception and storage area, it is transported via conveyors to a series of mechanical and automated systems designed to remove contaminants, recover recyclables, and isolate combustible fractions. This stage is essential because the composition of incoming waste varies widely, containing plastics, paper, metals, organics, glass, and inert materials, all with different sizes, densities, and moisture levels. Without effective pre-sorting, downstream equipment such as shredders, dryers, and pelletizers would be exposed to wear, damage, or inconsistent throughput, and the calorific quality of the resulting RDF or SRF would be unpredictable. Therefore, pre-sorting and separation not only enhance fuel quality but also protect machinery, improve operational efficiency, and ensure compliance with environmental and industrial standards.
Mechanical separation systems form the backbone of the pre-sorting process, targeting materials based on physical properties. Magnetic separators efficiently remove ferrous metals, including steel cans and scrap, allowing these valuable resources to be recycled and kept out of the fuel stream. Non-ferrous metals such as aluminum and copper are extracted using eddy current separators, which generate repulsive electromagnetic forces to deflect conductive metals from the waste flow. Trommel screens, vibrating screens, and ballistic separators classify material by size, isolating oversized items and inerts such as glass, stones, and ceramics from the finer, combustible fractions. Air classification and aspiration systems further refine the waste stream, separating lightweight materials like paper and plastics from denser fractions. These mechanical operations are precisely calibrated to maintain high throughput while ensuring the purity and consistency of the combustible material.
Manual sorting remains a crucial component of this stage, particularly for identifying hazardous or unusual items that automated systems might not detect. Operators stationed along conveyors remove oversized objects, chemicals, pressurized containers, or bulky plastics that could damage equipment or compromise fuel quality. This combination of human oversight and automated mechanical separation ensures the plant can manage variability in incoming waste while safeguarding machinery and maintaining consistent RDF or SRF output. Advanced plants also incorporate optical sorting technologies that use near-infrared (NIR), laser, or visible light sensors to identify specific polymers, paper, cardboard, and other materials. Optical sorters often work in tandem with air jets to direct identified fractions into separate collection streams, allowing plants to produce a refined, homogenous fuel product and recover recyclable materials efficiently.
Moisture management and material homogenization are integral parts of the pre-sorting and separation process. Many fractions, particularly paper and organics, contain high moisture levels that can reduce the calorific value of the fuel and complicate downstream drying and combustion. Mechanical dewatering, air-drying, or blending of different waste streams is employed to achieve uniform moisture content, while size classification ensures consistent particle size, improving the efficiency of shredders, dryers, and pelletizers downstream. By standardizing both moisture and composition at this early stage, the plant can produce RDF or SRF that meets industrial fuel specifications and maintains stable combustion properties.
Environmental and safety considerations are embedded throughout pre-sorting and separation operations. Dust extraction systems capture fine particulate matter generated by conveyors, screens, and sorting machinery, while enclosed areas limit odor emissions and prevent airborne contamination. Hazardous materials intercepted during pre-sorting are directed to specialized handling streams, protecting workers and ensuring compliance with environmental regulations. Fire detection and suppression systems, including thermal cameras, sprinklers, and automated extinguishers, mitigate risks from friction, heat, or chemical reactions. Protective enclosures, emergency stops, and clearly defined operational protocols further enhance worker safety in areas with moving machinery.
The effectiveness of pre-sorting and separation units determines the overall quality, efficiency, and reliability of RDF and SRF production. By combining mechanical separation, optical sorting, manual inspection, and moisture and size control, these units transform heterogeneous waste into a controlled, homogenous stream that maximizes calorific value and reduces contaminants. In addition to improving fuel performance, pre-sorting ensures that valuable recyclables are recovered and hazardous or inert materials are diverted from landfill disposal, supporting broader sustainability goals. Ultimately, this stage sets the foundation for all subsequent processes in RDF and SRF plants, directly influencing operational stability, environmental compliance, and the marketability of the final fuel product.
The pre-sorting and separation units in RDF and SRF plants are among the most critical stages in the production process because they determine both the quality and consistency of the fuel as well as the operational efficiency of downstream equipment. After waste has been received, stored, and initially homogenized in the reception area, it is fed via conveyor systems into these units, where a combination of mechanical, optical, and manual sorting processes separates recyclables, removes contaminants, and isolates combustible fractions suitable for fuel production. The heterogeneity of incoming waste streams—including plastics, paper, cardboard, metals, organics, glass, and inerts—requires a multi-layered approach to ensure that only the appropriate fractions advance to shredding and conditioning stages. Efficient pre-sorting reduces the risk of equipment damage, maintains throughput, and enhances the calorific value of the RDF or SRF, all while ensuring that environmental standards and regulatory compliance are met.
Mechanical separation systems form the core of pre-sorting operations. Magnetic separators extract ferrous metals, while eddy current separators remove non-ferrous metals like aluminum and copper. Trommel screens, vibrating screens, and ballistic separators classify material by size, isolating oversized objects and inerts such as stones, glass, and ceramics from finer combustible fractions. Air classification systems and aspiration channels further refine the waste stream, separating lightweight fractions such as paper and plastics from denser, less combustible materials. These mechanical methods are designed for high throughput and precision, ensuring that the fuel fractions maintain a uniform quality and that downstream shredders, dryers, and pelletizers operate efficiently without excessive wear or risk of blockage.
Manual inspection remains an essential part of the pre-sorting process, particularly for identifying hazardous or bulky items that automated systems might miss. Trained operators stationed along conveyor lines remove oversized objects, chemical containers, batteries, and other materials that could compromise both fuel quality and equipment safety. In parallel, optical sorting technologies, increasingly present in modern facilities, use near-infrared (NIR), visible light, or laser sensors to distinguish specific types of plastics, paper, and cardboard. Optical sorters work in conjunction with air jets or mechanical deflectors to redirect identified materials into separate collection streams, refining the feedstock and improving overall quality. By combining human oversight with mechanical and optical systems, the plant ensures a high level of accuracy in material separation while optimizing the efficiency of the process.
Moisture control and homogenization are further integrated into the pre-sorting and separation stage. Many waste fractions, especially paper and organics, have high moisture content, which can reduce the calorific value of RDF or SRF and complicate downstream drying or combustion. Mechanical dewatering, air-drying, and strategic blending of waste streams are used to standardize moisture levels, while size classification ensures a consistent particle size that improves the performance of shredding, drying, and pelletizing equipment. Homogenization at this stage contributes to a predictable, uniform fuel product with stable combustion characteristics, which is crucial for industrial users such as cement kilns, power plants, and combined heat and power facilities.
Safety and environmental considerations are embedded throughout the pre-sorting and separation process. Dust extraction systems minimize airborne particulate matter, enclosed areas contain odors, and hazardous materials removed during sorting are directed to specialized handling streams for safe disposal. Fire detection and suppression systems, including thermal cameras, sprinklers, and automated extinguishers, protect against the risk of ignition caused by friction, heat, or chemical reactions. Worker safety is reinforced through protective barriers, emergency stops, and clearly defined operational protocols, ensuring that personnel are shielded from moving machinery while maintaining effective oversight of the process.
The pre-sorting and separation stage ultimately transforms heterogeneous waste into a controlled, homogenous stream of combustible material suitable for RDF and SRF production. By recovering recyclables, removing hazardous and non-combustible items, controlling moisture, and standardizing particle size, these units maximize the energy content and quality of the final fuel while supporting operational reliability and environmental compliance. The efficiency and precision of this stage influence all downstream processes, from shredding and drying to refining and pelletizing, making it a cornerstone of modern RDF and SRF plants. Through the integration of advanced mechanical systems, optical sorting, manual inspection, and quality control, pre-sorting and separation units turn mixed waste into a valuable, high-performance fuel product and contribute significantly to sustainability and circular economy goals by diverting materials from landfills and maximizing resource recovery.
The shredding and size reduction stage in RDF and SRF plants is a crucial step that follows pre-sorting and separation, where the relatively homogeneous, combustible fractions of waste are transformed into a uniform particle size suitable for downstream processing, storage, and fuel production. This stage is necessary because waste streams, even after sorting, consist of materials with highly variable shapes, densities, and sizes, including plastics, paper, cardboard, textiles, and light organics. Without proper size reduction, the material would not flow efficiently through conveyors, dryers, or pelletizers, and combustion in industrial applications could be inconsistent due to irregular fuel particle dimensions. Shredding not only standardizes particle size but also exposes the internal structure of the materials, helping to reduce moisture content in later stages and improving the efficiency of drying, blending, and energy recovery processes.
Shredders in RDF and SRF plants are robust machines designed to handle tough, abrasive, and heterogeneous materials while maintaining a continuous flow. Common configurations include single-shaft, double-shaft, and four-shaft shredders, each offering different advantages in terms of throughput, particle size control, and ability to handle bulky objects. Single-shaft shredders are typically used for high-volume, uniform waste streams and produce relatively uniform particle sizes with adjustable screens. Double-shaft shredders excel at handling mixed and bulky materials, providing high torque for breaking down dense items such as wooden pallets, large plastics, and composite packaging. Four-shaft shredders, which combine high shear and cutting forces, are used in applications where precise size reduction and consistent particle distribution are required. In all cases, shredders are designed to minimize jamming, protect the cutting elements from excessive wear, and allow easy maintenance to reduce downtime in continuous operations.
The size reduction process is often followed by additional classification equipment to ensure that particles meet the specifications required for RDF or SRF production. Vibrating screens, trommel screens, and ballistic separators are used to remove oversized fragments that may have escaped the shredding stage, returning them to the shredder for further reduction. At the same time, fines that are too small may be separated and either directed to alternative fuel blends, used for composting, or managed as residues. Maintaining a controlled particle size distribution is essential not only for efficient drying and conditioning but also for achieving a consistent calorific value and stable combustion in the end-use applications, whether in cement kilns, industrial boilers, or power plants.
Moisture management and material homogenization are closely linked to the shredding process. By breaking down dense and bulky materials, shredders expose internal surfaces, allowing air-drying or thermal drying systems to work more effectively in subsequent stages. Uniform particle size also facilitates better blending of multiple waste streams, which is critical in producing SRF that complies with stringent standards for calorific value, chlorine content, and heavy metal concentrations. The combination of shredding and homogenization ensures that the fuel produced has predictable energy performance and can be transported, stored, and fed into combustion systems without clogging or variability in combustion efficiency.
Safety and operational reliability are central concerns during shredding and size reduction. The machinery operates under high torque and with sharp cutting elements, presenting risks such as entanglement, crushing, and mechanical failure. To mitigate these risks, shredders are equipped with protective housings, automatic shutdown systems in case of blockage, and sensors that detect abnormal operating conditions. Dust extraction systems capture fine particles generated during cutting, reducing exposure to workers and preventing accumulation that could create fire or explosion hazards. Noise suppression measures and controlled access zones are also standard, ensuring that personnel can safely monitor operations while machinery functions at full capacity.
The shredding and size reduction stage, by producing uniform, manageable, and high-calorific waste particles, lays the foundation for all subsequent processing steps, including drying, refining, and fuel conditioning. It ensures that the RDF or SRF produced is consistent in size, composition, and energy content, optimizing both operational efficiency and fuel quality. By combining robust mechanical design, precise size control, safety measures, and integration with moisture management and blending processes, this stage transforms heterogeneous sorted waste into a reliable, high-performance fuel feedstock that supports industrial energy recovery and environmental sustainability objectives.
Shredding and Size Reduction Systems
The shredding and size reduction systems in RDF and SRF plants are a critical stage that transforms the pre-sorted, heterogeneous waste stream into a uniform, manageable, and high-calorific feedstock suitable for downstream processing and fuel production. After the waste has been separated, contaminants removed, and combustible fractions isolated, it still consists of materials with variable shapes, densities, and sizes, including plastics, paper, cardboard, textiles, and light organics. Without proper shredding and size reduction, the material would not flow efficiently through conveyors, dryers, or pelletizers, and combustion in industrial applications could be inconsistent due to irregular particle dimensions. These systems are therefore essential for achieving uniform particle size, facilitating blending and drying, improving energy recovery efficiency, and ensuring that the final RDF or SRF meets strict calorific and quality specifications.
Modern shredding systems are engineered to handle the toughness, abrasiveness, and variability of mixed waste streams while maintaining continuous operation. Single-shaft shredders are often employed for high-volume, relatively uniform waste and produce particles with controlled size through adjustable screens. Double-shaft shredders, with high torque and shear capacity, are ideal for bulky, dense materials such as wooden pallets, plastic drums, and composite packaging. Four-shaft shredders provide precise size reduction and homogeneity for streams where uniform particle distribution is critical. These machines are equipped with safety features to prevent jamming, protect cutting components from excessive wear, and allow easy maintenance, ensuring minimal downtime in continuous processing plants.
Shredding is frequently followed by size classification using trommel screens, vibrating screens, or ballistic separators to ensure compliance with particle size requirements. Oversized fragments that escape initial shredding are redirected for further reduction, while fines that are too small may be diverted to alternative uses or managed as residues. Maintaining a controlled particle size distribution is essential for achieving uniform drying, effective blending, and predictable combustion properties. Consistency in particle size also reduces wear and tear on downstream conveyors and conditioning equipment, enabling smoother operations and improved efficiency.
Moisture management is closely integrated with shredding operations. Breaking down dense and bulky materials exposes internal surfaces, facilitating air-drying or thermal drying in subsequent stages. Uniform particle size also aids in blending multiple waste streams, producing a consistent RDF or SRF that complies with industrial fuel standards for calorific value, chlorine content, and heavy metals. By combining size reduction with homogenization, shredding systems ensure that the feedstock is stable, predictable, and suitable for energy recovery, while maximizing fuel quality and operational reliability.
Safety and environmental control are central to shredding system design. High-torque cutting equipment presents risks of entanglement, crushing, and mechanical failure. Protective housings, emergency stop systems, sensors to detect abnormal operating conditions, and interlocks are standard to safeguard personnel. Dust extraction and air filtration systems manage particulate emissions generated during cutting, minimizing worker exposure and preventing accumulation that could create fire or explosion hazards. Noise suppression and controlled access zones further ensure safe operation while machinery runs at full capacity.
Overall, shredding and size reduction systems convert pre-sorted and separated waste into a uniform, homogenous, and high-calorific feedstock that is ready for drying, conditioning, and final fuel preparation. By ensuring consistent particle size, reducing moisture exposure, protecting equipment, and supporting safety and environmental compliance, these systems are a cornerstone of RDF and SRF production, enhancing both the efficiency and quality of the energy recovery process.
The drying and conditioning units in RDF and SRF plants are a pivotal stage in the fuel production process, as they directly influence the calorific value, consistency, and overall quality of the final product. After the waste has been pre-sorted, separated, and shredded to achieve a uniform particle size, it often still contains significant moisture, particularly in fractions such as paper, cardboard, organics, and certain plastics. High moisture content can severely reduce the energy potential of the fuel and complicate downstream processes such as pelletizing, briquetting, or combustion in industrial boilers, cement kilns, or combined heat and power plants. Drying and conditioning units therefore ensure that the RDF or SRF feedstock attains a controlled, uniform moisture level while further homogenizing particle size and composition, preparing it for efficient and predictable energy recovery.
These units employ a combination of mechanical, thermal, and air-handling technologies to remove moisture and condition the material. Rotary drum dryers are commonly used, where hot air is introduced into a rotating cylinder that agitates the material, ensuring even heat distribution and thorough drying. Other configurations include fluidized bed dryers, which suspend the waste particles in a stream of hot air, achieving rapid and uniform moisture reduction. Some facilities utilize conveyor dryers, where material moves through a heated chamber with controlled airflow, providing gradual and adjustable drying suitable for sensitive materials. The temperature, airflow, and residence time in these systems are carefully controlled to prevent degradation of the fuel, avoid the formation of dust clouds, and minimize energy consumption.
Conditioning within these units often involves further homogenization of particle size and density, ensuring that the resulting fuel is uniform and stable. Screens, sieves, and vibratory devices are used to remove oversized or undersized fragments that may have escaped shredding, returning them to the processing loop or diverting them to secondary uses. Air classification systems can remove lightweight contaminants such as residual paper fines or dust, while blending mechanisms can mix materials from different waste streams to achieve a consistent composition and calorific value. This homogenization is critical for maintaining stable combustion characteristics in industrial applications, as irregular particle size or density can lead to incomplete burning, increased emissions, and operational inefficiencies.
Moisture management is closely integrated with the drying process, as even small variations can significantly affect the calorific value of RDF or SRF. Pre-shredded particles are exposed to hot air under carefully controlled conditions to ensure that moisture is reduced to a level that maximizes energy content without causing thermal degradation of combustible materials. Some facilities incorporate sensors and automated feedback systems that continuously monitor the moisture content and temperature, allowing operators to adjust drying parameters in real-time. This precision ensures that the final fuel is consistent from batch to batch, meeting regulatory requirements and industrial specifications for energy density, chlorine content, and particle size.
Safety and environmental control are critical in drying and conditioning units due to the combination of heat, dust, and combustible materials. Dust extraction and filtration systems prevent airborne particulate accumulation, reducing fire and explosion risks. Fire detection and suppression systems, including thermal sensors, sprinklers, and automatic extinguishing mechanisms, are installed to mitigate the potential for ignition. Enclosed chambers, controlled access zones, and safety interlocks protect personnel, while ventilation systems manage odors and airborne emissions. Operational protocols ensure that the units can run continuously without compromising safety or environmental compliance, even when processing high volumes of mixed waste.
The drying and conditioning stage not only maximizes fuel quality by reducing moisture content and standardizing particle characteristics but also enhances the efficiency and reliability of downstream operations, including pelletizing, briquetting, and final energy recovery. By integrating advanced thermal systems, airflow management, homogenization, and real-time monitoring, RDF and SRF plants can consistently produce high-calorific fuels suitable for industrial use while minimizing energy consumption, emissions, and operational risks. This stage is therefore a cornerstone of the production process, converting pre-sorted and shredded waste into a stable, energy-rich, and marketable alternative fuel ready for storage, distribution, and combustion.
The refining and fuel preparation stage in RDF and SRF plants represents the final transformation of pre-sorted, shredded, dried, and conditioned waste into a stable, uniform, and high-calorific fuel suitable for industrial use. After the material has undergone moisture reduction and homogenization, it still may contain residual contaminants, oversized fragments, or fine particles that could affect combustion efficiency, fuel handling, or regulatory compliance. The refining process ensures that the fuel meets stringent quality standards in terms of particle size distribution, calorific value, density, and chemical composition, producing a consistent product that can be reliably stored, transported, and combusted in industrial boilers, cement kilns, or power generation systems. This stage is essential because variability in fuel quality can lead to operational problems, including incomplete combustion, increased emissions, equipment wear, and unstable energy output, making refining a critical step for both efficiency and environmental compliance.
Refining typically involves a combination of mechanical and screening processes to remove oversized or undersized particles. Vibratory screens, trommels, and sieves classify material to ensure that only particles of the correct size proceed to the final fuel product, while oversized fragments are returned to shredders or redirected to secondary processing lines. Fine particles or dust removed during screening may be blended back into the fuel stream if they meet quality standards or may be treated separately to prevent handling or combustion issues. In addition to size classification, some plants employ air classifiers or aspiration systems to remove lightweight impurities, such as residual paper fines, plastic films, or dust, further improving fuel homogeneity and reducing ash content in the final product.
Blending and homogenization are integral components of fuel preparation. Different waste streams can have varying moisture levels, calorific values, and chemical compositions, so controlled blending ensures that the final RDF or SRF maintains a consistent energy density and complies with regulatory specifications, including limits on chlorine, sulfur, and heavy metals. Mixing equipment, such as paddle mixers or rotary blenders, is used to combine material from multiple pre-sorted or shredded streams, producing a uniform composition throughout the fuel batch. Homogenization also enhances combustion performance by reducing the occurrence of hot spots, incomplete burning, or variable heat release in industrial applications.
Some advanced facilities include pelletizing, briquetting, or densification systems as part of the refining stage to produce compact, uniform fuel shapes that are easier to store, transport, and feed into combustion systems. These processes improve handling properties, reduce dust generation, and provide consistent burn characteristics. Pelletizing typically involves compressing the material under high pressure to form cylindrical or cylindrical-like shapes, while briquetting produces larger, dense blocks suitable for industrial boilers or kilns. Densification can also improve the bulk density of the fuel, enhancing storage efficiency and reducing transportation costs.
Safety, environmental compliance, and monitoring are critical during the refining and fuel preparation stage. Dust extraction systems capture airborne particulate matter generated during screening, blending, or pelletizing, preventing fire hazards and protecting worker health. Fire detection and suppression systems, including thermal sensors, sprinklers, and automatic extinguishing mechanisms, mitigate the risk of ignition in areas where fine combustible dust may accumulate. Real-time monitoring systems continuously track particle size distribution, moisture content, calorific value, and contaminant levels, allowing operators to make adjustments and maintain consistent fuel quality. Personnel are protected through enclosures, emergency stops, and controlled access zones around moving or high-heat equipment.
The refining and fuel preparation stage ultimately transforms the processed waste stream into a high-quality, standardized RDF or SRF product that is ready for storage, distribution, and combustion. By removing residual contaminants, controlling particle size, homogenizing composition, and optionally densifying the material, this stage ensures that the fuel meets industrial and regulatory requirements, maximizes energy recovery, and supports safe, reliable operation in end-use applications. The precision and efficiency of refining directly impact the consistency, calorific value, and operational performance of the final fuel, making this stage a cornerstone of modern RDF and SRF production and a critical contributor to both environmental sustainability and circular economy objectives.
The storage and logistics systems in RDF and SRF plants are a vital stage that ensures the consistent availability, safe handling, and efficient distribution of the final fuel product to industrial end-users. After the material has been pre-sorted, shredded, dried, and refined, it is often in a homogenous, high-calorific, and market-ready form, but without proper storage and logistics, its quality, energy content, and operational reliability could be compromised. These systems are designed to maintain the stability of the fuel, prevent moisture uptake, minimize dust generation, and facilitate safe and cost-effective transport to cement kilns, power plants, industrial boilers, or combined heat and power facilities. Efficient storage and logistics are essential not only for operational continuity but also for compliance with environmental regulations and industrial standards, as mishandling can lead to fuel degradation, contamination, or safety hazards.
Storage facilities typically include silos, bunkers, or covered warehouses that protect the RDF or SRF from external elements such as rain, snow, or high humidity, which could increase moisture content and reduce calorific value. Depending on the scale of the plant and the requirements of the end-users, storage systems may also be divided into separate compartments to maintain different fuel types, particle sizes, or calorific specifications. Automated handling systems, including conveyors, bucket elevators, and pneumatic transport systems, move the fuel from the refining stage into storage and from storage to loading stations, minimizing manual handling and reducing the risk of contamination or loss. In addition to protecting the fuel quality, these systems optimize space utilization and facilitate continuous operation by providing a buffer between production and dispatch, allowing plants to maintain steady throughput even when demand fluctuates.
Logistics systems are designed to ensure safe and efficient distribution of RDF and SRF to customers. This includes loading bays, automated weighbridges, and material handling systems that allow precise measurement, packaging, or containerization of the fuel. Transport can be managed via trucks, railcars, or, in some cases, conveyors linking the plant to nearby industrial users. Proper logistics planning is essential to maintain the integrity of the fuel during transport, as mechanical stress, moisture exposure, or contamination during loading and unloading could negatively affect calorific value and combustion performance. Advanced plants integrate real-time monitoring of inventory, fuel quality, and transport conditions to ensure that every batch meets customer specifications upon delivery.
Safety and environmental considerations are integral to storage and logistics operations. Dust suppression systems, such as air extraction, misting, or enclosed transfer points, prevent accumulation of combustible particles that could ignite and cause fires or explosions. Fire detection and suppression systems, including thermal sensors and sprinkler systems, are installed to mitigate risks in areas where large volumes of RDF or SRF are stored. Environmental controls also include odor management and monitoring for emissions of fine particulate matter, ensuring compliance with local regulations and protecting worker health. Storage and logistics areas are designed with controlled access zones, emergency stops, and safety interlocks to prevent accidents during material movement, while staff are trained to manage high-risk situations safely.
In addition to maintaining quality and safety, storage and logistics systems contribute to operational flexibility and cost-efficiency. By providing temporary buffering capacity, plants can continue producing RDF or SRF even if end-user demand fluctuates, preventing downtime and ensuring that production equipment operates at optimal efficiency. Inventory management systems track the composition, moisture content, calorific value, and batch origin of stored fuel, allowing operators to manage blending, prioritize dispatch, and maintain consistency across deliveries. Well-organized logistics also reduce handling time, minimize energy consumption during transport, and support reliable supply chains, enabling RDF and SRF producers to meet contractual obligations and market demand consistently.
Ultimately, storage and logistics systems serve as the bridge between production and consumption in RDF and SRF plants, maintaining fuel integrity, quality, and safety while facilitating efficient distribution. By combining protective storage structures, automated handling, real-time monitoring, and rigorous safety and environmental controls, these systems ensure that the high-calorific fuel produced from pre-sorted, shredded, dried, and refined waste reaches industrial users in optimal condition. Effective storage and logistics not only maximize the energy potential of RDF and SRF but also enhance operational reliability, regulatory compliance, and overall economic viability, making them a critical component of modern waste-to-energy strategies and sustainable fuel production.
Drying and Conditioning Units
The drying and conditioning units in RDF and SRF plants are an essential stage that ensures the feedstock achieves optimal moisture content, particle uniformity, and calorific value before final refining, storage, or energy recovery. Even after shredding and size reduction, waste fractions such as paper, cardboard, organics, and certain plastics often retain high moisture levels that can significantly reduce the energy potential of the fuel and impair downstream processes like pelletizing, briquetting, or combustion in industrial boilers and cement kilns. These units are therefore designed to remove moisture efficiently, stabilize the material, and improve its handling and combustion properties, guaranteeing that the RDF or SRF produced is of consistent quality, reliable calorific content, and suitable for safe storage and transport.
Drying systems in these units employ a combination of thermal, mechanical, and airflow technologies to achieve uniform moisture reduction. Rotary drum dryers are widely used, where waste is continuously tumbled in a heated drum with controlled airflow, ensuring even drying across all particles. Fluidized bed dryers are another common approach, suspending particles in a hot air stream to promote rapid and uniform moisture removal, particularly useful for lightweight or porous fractions. Conveyor-based drying systems transport material through heated chambers with adjustable airflow, allowing precise control over residence time and temperature, which prevents overheating or degradation of the combustible fractions. The drying process is often complemented by real-time monitoring of moisture levels and temperature, enabling operators to make adjustments and maintain uniformity across the fuel stream.
Conditioning within these units focuses on particle homogenization, size standardization, and material stabilization. Oversized fragments, fines, or dust that may have escaped shredding and pre-sorting are removed or reintegrated through screening, sieving, and air classification. Blending equipment is used to mix different waste streams, ensuring that the final RDF or SRF maintains a consistent composition, density, and calorific value. This uniformity is critical for predictable combustion in industrial applications, reducing the risk of hot spots, incomplete burning, or fluctuations in energy output. Conditioning also facilitates easier handling and transport, as uniform particle size and density minimize segregation during storage or loading onto trucks, railcars, or conveyors.
Moisture control is tightly integrated with both drying and conditioning operations because even small variations can influence calorific value and combustion performance. Excess moisture can reduce energy efficiency, generate excessive smoke or emissions during burning, and complicate pelletizing or densification processes. By exposing shredded particles to controlled heat and airflow, drying units efficiently remove water without causing thermal damage to the material, while conditioning ensures that remaining moisture is evenly distributed across all particles. This results in a fuel product with predictable energy content and stable handling characteristics.
Safety and environmental protection are central to the design of drying and conditioning units. Dust extraction systems prevent airborne particulate accumulation, minimizing fire and explosion risks, while enclosed chambers, ventilation, and filtration control odor and emissions. Fire detection and suppression systems, including thermal sensors, sprinklers, and automatic extinguishers, protect against ignition risks. Personnel safety is ensured through controlled access zones, emergency stop systems, interlocks, and protective enclosures, allowing operators to manage the units safely while maintaining continuous processing.
The drying and conditioning stage ultimately transforms shredded and pre-sorted waste into a high-quality, uniform, and energy-rich fuel feedstock. By reducing moisture content, standardizing particle size, homogenizing composition, and stabilizing the material for handling and storage, these units ensure that the RDF or SRF produced is suitable for industrial combustion, meets regulatory standards, and maintains consistent calorific performance. This stage is therefore a cornerstone of the RDF and SRF production process, bridging mechanical size reduction and refining with safe storage, logistics, and eventual energy recovery, while enhancing operational reliability, fuel quality, and environmental compliance.
The refining and fuel preparation stage in RDF and SRF plants is a critical phase where pre-sorted, shredded, and dried waste is transformed into a high-quality, uniform, and market-ready fuel suitable for industrial applications. After drying and conditioning, the material may still contain residual contaminants, oversized fragments, fine dust, or variations in calorific value and density that can negatively affect combustion performance, storage stability, and regulatory compliance. Refining ensures that the RDF or SRF meets strict specifications regarding particle size distribution, energy content, moisture level, and chemical composition, producing a consistent product that can be safely stored, transported, and used in industrial boilers, cement kilns, or power generation facilities. This stage is crucial because even minor variability in the fuel can lead to incomplete combustion, increased emissions, reduced energy efficiency, and operational challenges, making precise refining essential for both product quality and process reliability.
The refining process typically combines mechanical separation, screening, and blending to achieve a uniform and stable fuel. Screening equipment, such as vibratory screens, trommels, and sieves, removes oversized particles that could impede pelletizing, briquetting, or combustion, while undersized fines are either reintegrated into the main fuel stream or diverted for alternative processing. Air classification systems further separate lightweight contaminants, such as residual paper dust or fine plastic fragments, from denser combustible materials, reducing ash content and improving energy density. These mechanical and pneumatic separation methods work in tandem to ensure that the final product has consistent particle size, minimal impurities, and predictable combustion characteristics.
Blending and homogenization are essential to maintain uniformity across different batches and waste streams. Waste streams can vary in calorific value, moisture content, and chemical composition, so blending equipment such as rotary mixers or paddle blenders ensures that the fuel is consistent in density, composition, and energy content. Homogenized fuel improves combustion efficiency, reduces operational risks in industrial applications, and ensures compliance with regulatory standards for emissions and heavy metals. In some advanced plants, the refining stage also includes densification processes like pelletizing or briquetting, which compact the material into cylindrical or block-shaped fuel forms, enhancing storage efficiency, transportability, and handling safety while stabilizing burn characteristics during combustion.
Quality control and monitoring are integral components of refining and fuel preparation. Real-time sensors and automated systems measure particle size, moisture content, calorific value, and contaminant levels, allowing operators to adjust processing parameters and maintain a consistent product. Oversized or contaminated material detected during monitoring is redirected for reprocessing or removal, ensuring that the final RDF or SRF conforms to industrial fuel specifications. Dust extraction, air filtration, and enclosed processing areas are implemented to minimize airborne particles, reduce fire and explosion risks, and protect workers’ health. Fire detection and suppression systems, controlled access zones, and interlocks further enhance safety during mechanical and thermal operations.
The refining and fuel preparation stage is therefore pivotal in ensuring that RDF and SRF plants produce a reliable, high-quality fuel that meets both operational and regulatory requirements. By removing residual contaminants, controlling particle size, homogenizing composition, and optionally densifying the material, this stage maximizes energy recovery potential, improves handling and storage, and supports consistent performance in industrial combustion systems. Its efficiency and precision directly influence the quality, stability, and marketability of the final fuel, making refining and preparation an indispensable step in the sustainable production of refuse-derived and solid recovered fuels.
The storage and logistics systems in RDF and SRF plants are a critical stage that ensures the consistent availability, quality, and safe handling of the final fuel product before it is dispatched to industrial end-users. After the waste has been pre-sorted, shredded, dried, and refined, the material is now a homogenous, energy-rich fuel that requires carefully designed storage and transport solutions to maintain its calorific value, prevent moisture uptake, and reduce dust generation. Proper storage is essential to avoid degradation, contamination, or spontaneous combustion, while effective logistics systems ensure that RDF and SRF can be efficiently distributed to power plants, cement kilns, or industrial boilers, maintaining a reliable supply chain and meeting contractual and operational requirements.
Storage facilities in RDF and SRF plants often include silos, bunkers, and covered warehouses designed to protect the fuel from environmental elements such as rain, snow, humidity, and temperature fluctuations. Depending on the scale of the plant and the specifications of the end-user, storage compartments may be segregated by fuel type, particle size, or calorific value to maintain consistent quality. Automated handling systems, including belt conveyors, bucket elevators, and pneumatic transport units, move the fuel from refining and preparation stages into storage and then onward to loading stations, minimizing manual handling and reducing the risk of contamination or spillage. Buffer storage capacity allows the plant to maintain steady production even when delivery schedules fluctuate, ensuring operational continuity and optimal utilization of processing equipment.
Logistics systems focus on the safe and efficient movement of RDF and SRF to industrial customers. This includes loading docks, weighbridges, automated feeders, and material handling systems that facilitate precise measurement and controlled dispatch. Fuel can be transported via trucks, railcars, or conveyors linking the plant to nearby facilities. Proper logistics planning preserves fuel integrity, preventing degradation or segregation during transit, which could affect calorific value and combustion efficiency. Modern plants incorporate inventory management systems and real-time monitoring of moisture, density, calorific value, and batch origin, allowing operators to track fuel quality and manage dispatch schedules efficiently while ensuring that each delivery meets industrial standards.
Safety and environmental management are central to storage and logistics operations. Dust suppression systems, such as air extraction, misting, or enclosed transfer points, reduce the risk of fire or explosion caused by airborne combustible particles. Fire detection and suppression systems, including thermal sensors, sprinklers, and automated extinguishers, mitigate ignition risks in areas storing large volumes of RDF or SRF. Ventilation systems manage odor and airborne particulate emissions, ensuring compliance with environmental regulations and worker safety standards. Access controls, emergency stops, and safety interlocks further protect personnel from accidents during loading, unloading, and material transfer operations.
In addition to maintaining fuel quality and safety, storage and logistics systems enhance operational efficiency and cost-effectiveness. Buffer storage allows production to continue uninterrupted despite fluctuations in customer demand, preventing downtime and maintaining optimal throughput. Automated handling and inventory management reduce labor requirements, minimize material loss, and improve dispatch accuracy. Well-organized logistics also reduce energy consumption during transport and optimize space utilization in storage facilities, contributing to the overall economic efficiency of the RDF and SRF plant.
Ultimately, storage and logistics systems serve as the bridge between production and utilization, ensuring that high-quality, energy-dense RDF and SRF reach industrial users safely, efficiently, and consistently. By combining protective storage structures, automated handling, real-time monitoring, and rigorous safety and environmental controls, these systems maximize the energy potential of the fuel while supporting operational reliability, regulatory compliance, and sustainable waste-to-energy practices. They are a cornerstone of modern RDF and SRF operations, enabling continuous production, secure distribution, and optimal use of waste-derived fuels in industrial energy recovery.
The monitoring and quality control systems in RDF and SRF plants are an essential component that ensures the consistent production of high-quality fuel while maintaining operational safety and compliance with regulatory standards. After the waste has been pre-sorted, shredded, dried, refined, and stored, continuous monitoring is required to verify that the fuel meets stringent specifications for moisture content, particle size distribution, calorific value, density, and chemical composition, including limits on chlorine, sulfur, and heavy metals. Without robust monitoring and quality control, even carefully processed RDF or SRF can exhibit variability that leads to inefficient combustion, increased emissions, equipment wear, and potential regulatory non-compliance. These systems are therefore critical to both the operational reliability of the plant and the marketability of the final fuel product.
Modern monitoring systems employ a combination of automated sensors, laboratory analysis, and real-time data collection to continuously assess the characteristics of the RDF and SRF. Moisture sensors measure water content at multiple stages, from drying and conditioning to storage, ensuring that fuel entering the refining or dispatch stages maintains optimal energy density. Calorific value analyzers estimate the energy potential of each batch, allowing operators to blend or adjust material streams to achieve consistent performance. Particle size analyzers and sieving equipment verify that the material meets the size distribution requirements necessary for predictable handling, combustion, and densification processes. Heavy metal, chlorine, and sulfur testing, often conducted periodically in laboratories or via online spectroscopy, ensures that environmental emissions remain within legal limits and that the fuel is suitable for industrial use.
Quality control also involves sampling, testing, and validation procedures to detect any deviations from standards early in the production process. Representative samples are taken at critical points, such as post-shredding, after drying, following refinement, and prior to storage or dispatch, to verify consistency across batches. If variations in moisture, particle size, calorific value, or contaminant content are detected, operators can implement corrective measures, including re-blending, additional drying, or re-shredding, to maintain fuel integrity. Data from these procedures is often integrated into plant management systems, providing a complete record of product quality, facilitating traceability, and supporting compliance reporting.
Environmental and operational safety are integral to monitoring and quality control systems. Continuous monitoring of dust levels, particulate emissions, and airborne contaminants protects worker health and reduces fire or explosion risks. Fire detection and suppression systems are integrated with operational controls to respond rapidly to any abnormal conditions. Temperature and airflow sensors in drying, conditioning, and storage areas prevent overheating or spontaneous ignition, while alarms and automated shutdown protocols ensure immediate intervention in emergencies. By linking quality control with safety monitoring, plants can maintain high production throughput while minimizing risk to personnel and equipment.
Advanced RDF and SRF plants increasingly use real-time digital monitoring and automated feedback systems to optimize both quality and efficiency. These systems integrate sensor data, process controls, and predictive analytics to dynamically adjust shredders, dryers, and blending equipment, maintaining consistent fuel characteristics even as input waste streams vary. This ensures that the final RDF or SRF maintains uniform calorific value, moisture content, density, and chemical composition, maximizing energy recovery and operational reliability. Remote monitoring capabilities allow operators to track performance, detect deviations, and intervene promptly, further enhancing plant efficiency and product consistency.
Ultimately, monitoring and quality control systems form the backbone of RDF and SRF production, guaranteeing that each batch of fuel meets strict industrial and environmental standards while protecting operational safety and reliability. By continuously tracking moisture, calorific value, particle size, contaminants, and environmental parameters, these systems enable proactive management of the production process, ensuring consistent fuel quality, optimal combustion performance, and compliance with regulatory requirements. This stage is indispensable in the production of refuse-derived and solid recovered fuels, as it directly influences energy efficiency, environmental sustainability, and the overall success of waste-to-energy operations.
Refining and Fuel Preparation Section
The refining and fuel preparation section in RDF and SRF plants is a crucial stage that transforms pre-processed, dried, and conditioned waste into a high-quality, uniform, and market-ready fuel. After shredding, drying, and conditioning, the material may still contain minor contaminants, variable particle sizes, or differences in calorific value that could negatively affect combustion efficiency, handling, and regulatory compliance. The refining process ensures that these inconsistencies are addressed, producing a consistent RDF or SRF fuel that meets strict industrial specifications for particle size distribution, moisture content, energy density, and chemical composition, including limits on chlorine, sulfur, and heavy metals. By standardizing the final product, this stage supports safe storage, efficient transport, and predictable performance in industrial boilers, cement kilns, or power generation systems.
Mechanical screening and separation are central to the refining process. Vibratory screens, trommels, and sieves are used to remove oversized fragments and fine dust that could interfere with downstream processing or combustion. Oversized materials are either returned to shredders or diverted for alternative processing, while fines may be reintegrated if they meet quality standards. Air classification systems remove lightweight contaminants, such as residual paper or plastic films, improving homogeneity and reducing ash content. The combination of mechanical and pneumatic separation ensures that the fuel has uniform particle size, density, and composition, which is essential for consistent energy recovery and combustion performance.
Blending and homogenization are key aspects of fuel preparation, particularly when multiple waste streams with differing calorific values, moisture levels, or chemical characteristics are used. Rotary mixers, paddle blenders, and other mixing equipment ensure that the final RDF or SRF product maintains a consistent energy density and uniform composition. Homogenization reduces fluctuations in burn characteristics, preventing hot spots, incomplete combustion, and operational inefficiencies in industrial applications. In some plants, densification processes, such as pelletizing or briquetting, are included to produce compact fuel forms that are easier to store, transport, and feed into combustion systems. Pelletizing compresses the material into cylindrical shapes, while briquetting forms dense blocks, enhancing handling, storage efficiency, and stability during combustion.
Monitoring and quality control during refining and fuel preparation are integral to maintaining product standards. Sensors and online analyzers measure particle size, moisture content, calorific value, and contaminant levels in real-time, allowing operators to adjust processing parameters and ensure uniformity. Sampling and laboratory testing are conducted to verify compliance with regulatory requirements and industrial fuel specifications. Dust extraction and air filtration systems minimize airborne particulate emissions, reducing fire and explosion risks, while enclosed processing areas, interlocks, and emergency stop systems protect personnel from mechanical hazards. Fire detection and suppression systems further enhance operational safety.
Overall, the refining and fuel preparation section ensures that RDF and SRF plants produce a stable, high-quality fuel suitable for industrial energy recovery. By removing residual contaminants, controlling particle size, homogenizing composition, and optionally densifying the material, this stage maximizes energy content, improves handling and storage characteristics, and ensures regulatory compliance. The precision and efficiency of refining directly impact the performance, reliability, and marketability of the final fuel, making this section a cornerstone of modern RDF and SRF production and a critical step in converting waste into a sustainable, energy-rich resource.
The storage and logistics systems in RDF and SRF plants are an essential stage that ensures the consistent availability, quality, and safe handling of the final fuel product before it is dispatched to industrial end-users. After the waste has been pre-sorted, shredded, dried, and refined, the material is now a homogenous, energy-dense fuel that requires carefully designed storage and transport solutions to maintain calorific value, prevent moisture uptake, minimize dust generation, and avoid degradation. Proper storage is critical to protect the integrity of the RDF or SRF, preventing contamination, spontaneous combustion, or deterioration of the fuel’s energy content. Efficient logistics systems are equally vital, enabling the controlled, safe, and timely delivery of fuel to cement kilns, industrial boilers, power plants, or combined heat and power facilities, maintaining operational continuity and meeting customer specifications.
Storage facilities often include silos, bunkers, and covered warehouses designed to shield RDF and SRF from environmental factors such as rain, humidity, and temperature fluctuations. Depending on plant scale and end-user requirements, storage compartments may be segregated by fuel type, particle size, or calorific value to maintain consistent quality. Automated material handling systems, such as belt conveyors, bucket elevators, and pneumatic transport systems, move the fuel from refining and preparation areas into storage and from storage to loading points. These systems minimize manual handling, reduce the risk of contamination or spillage, and optimize plant throughput. Buffer storage capacity ensures uninterrupted production even when customer demand fluctuates, allowing continuous operation of shredding, drying, and refining equipment.
Logistics systems are designed to facilitate safe, efficient, and precise distribution of RDF and SRF. This includes automated loading systems, weighbridges, and material handling equipment to ensure accurate measurement and dispatch of fuel. Transport is typically conducted via trucks, railcars, or conveyors linking the plant to nearby industrial users. Properly planned logistics preserve fuel quality during transit, preventing segregation, contamination, or moisture absorption that could reduce calorific value and impair combustion performance. Modern plants often integrate real-time monitoring of inventory, fuel quality, and transport conditions, allowing operators to track fuel batches, manage dispatch schedules, and ensure that each delivery meets stringent specifications.
Safety and environmental management are central to storage and logistics operations. Dust suppression measures, such as air extraction, misting, and enclosed transfer points, prevent the accumulation of combustible dust, reducing fire and explosion risks. Fire detection and suppression systems, including thermal sensors, sprinklers, and automated extinguishers, are installed in high-risk storage areas. Ventilation systems manage odors and airborne particulate matter, ensuring compliance with environmental regulations and safeguarding worker health. Controlled access zones, safety interlocks, and emergency stop systems protect personnel during loading, unloading, and material transfer, maintaining a secure working environment.
In addition to protecting fuel quality and ensuring safety, storage and logistics systems enhance operational efficiency and cost-effectiveness. Buffer storage allows production to continue uninterrupted despite variations in customer demand, preventing downtime and maximizing the utilization of processing equipment. Automated handling and inventory management reduce labor requirements, minimize material loss, and optimize space utilization in storage facilities. Effective logistics also reduce energy consumption during transport, streamline dispatch operations, and maintain reliable supply chains, ensuring that high-quality RDF and SRF reach industrial users in optimal condition.
Overall, storage and logistics systems serve as the critical link between fuel production and utilization, ensuring that RDF and SRF are maintained in high quality, handled safely, and delivered efficiently. By combining protective storage structures, automated handling, real-time monitoring, and rigorous safety and environmental controls, these systems maximize the energy potential of the fuel, maintain operational reliability, and support sustainable waste-to-energy practices. Their proper design and management are essential for the success of modern RDF and SRF operations, enabling continuous production, secure distribution, and optimal use of waste-derived fuels in industrial energy recovery.
The monitoring and quality control systems in RDF and SRF plants are a fundamental component that ensures consistent production of high-quality fuel while safeguarding operational reliability and regulatory compliance. After the waste has been pre-sorted, shredded, dried, refined, and stored, continuous monitoring is necessary to verify that the fuel meets strict standards for moisture content, particle size distribution, calorific value, density, and chemical composition, including limitations on chlorine, sulfur, and heavy metals. Even with careful processing, variability in fuel quality can lead to incomplete combustion, higher emissions, increased wear on equipment, and potential non-compliance with environmental regulations. Monitoring and quality control systems therefore provide the critical oversight needed to maintain uniformity, safety, and efficiency throughout the RDF and SRF production process.
Modern plants employ a combination of automated sensors, online analyzers, and laboratory testing to continuously assess fuel characteristics at multiple points in the production process. Moisture content is monitored in real-time using sensors placed in dryers, conveyors, and storage systems, ensuring the material entering refining, densification, or dispatch maintains optimal energy density. Calorific value analyzers estimate the energy potential of each batch, allowing operators to adjust blending and preparation processes for uniform performance. Particle size analysis, via sieving or laser measurement, confirms compliance with specifications required for combustion and handling, while laboratory tests periodically verify chemical composition, ensuring that heavy metals, chlorine, sulfur, and other regulated components remain within permissible limits.
Sampling and testing protocols form an integral part of quality control, with representative samples taken from shredding, drying, refining, and storage stages to verify that the fuel remains consistent across batches. If deviations are detected in moisture, particle size, calorific value, or contaminant levels, corrective measures such as re-blending, additional drying, or re-shredding can be applied to maintain product quality. Data from these measurements are often fed into plant management systems, creating a comprehensive record of fuel characteristics, traceability, and regulatory compliance. This integration allows operators to make real-time adjustments, manage inventory efficiently, and ensure that every shipment of RDF or SRF meets industrial and environmental standards.
Safety and environmental protection are closely linked to monitoring and quality control systems. Dust levels, airborne particulates, and temperature variations are continuously tracked to prevent fire, explosion, and occupational hazards. Fire detection and suppression systems, thermal sensors, sprinklers, and emergency shutdown protocols are integrated with operational controls, enabling rapid intervention in case of abnormal conditions. Ventilation, odor management, and enclosed processing areas ensure worker safety and environmental compliance. By combining quality control with proactive safety monitoring, RDF and SRF plants can operate at high throughput while minimizing risk to personnel, equipment, and surrounding communities.
Advanced plants increasingly incorporate digital monitoring, automated feedback, and predictive analytics into quality control systems. Sensors and process controls are connected to centralized platforms that continuously track particle size, moisture content, calorific value, and chemical composition, allowing dynamic adjustments to shredding, drying, blending, and densification processes. This ensures that RDF and SRF fuel maintains consistent performance characteristics despite variability in incoming waste streams. Remote monitoring capabilities enable operators to supervise operations, detect deviations, and intervene promptly, improving reliability, efficiency, and fuel quality.
Ultimately, monitoring and quality control systems form the backbone of RDF and SRF production, guaranteeing that each batch of fuel meets strict industrial and environmental specifications while protecting operational safety and efficiency. By continuously tracking critical parameters and enabling proactive management, these systems ensure uniformity, optimize energy recovery, support regulatory compliance, and maintain the overall integrity of waste-to-energy operations. Their role is indispensable in producing consistent, high-calorific fuel that can be safely stored, transported, and utilized in industrial energy recovery systems.
Anaerobic digestion (AD) in biogas plants is a sophisticated waste-to-energy process that converts organic municipal solid waste, food waste, agricultural residues, and other biodegradable materials into biogas and nutrient-rich digestate through the action of microorganisms in oxygen-free environments. This process not only produces renewable energy but also reduces the volume of waste sent to landfills, lowers greenhouse gas emissions, and generates a biofertilizer that can be used to enrich soils, completing a circular approach to waste management. The efficiency and effectiveness of anaerobic digestion depend on careful control of multiple variables, including substrate composition, particle size, moisture content, temperature, pH, and retention time, all of which directly impact microbial activity and gas yield. Modern biogas plants are designed to optimize these factors through pre-treatment, controlled digestion environments, and advanced monitoring systems to ensure stable and high-yield biogas production.
The feedstock reception and preprocessing stage is critical for efficient anaerobic digestion. Incoming organic waste is first received, weighed, and homogenized to create a consistent substrate suitable for microbial degradation. Preprocessing steps such as shredding, maceration, and removal of inert materials like plastics, metals, or stones improve the surface area available to microorganisms, enhancing digestion efficiency. In some cases, thermal, chemical, or mechanical pre-treatment methods are applied to break down lignocellulosic materials, improve biodegradability, and increase biogas yield. Maintaining uniform particle size and moisture content also facilitates pumping, mixing, and uniform distribution of the substrate within the digesters, which is essential to prevent dead zones and ensure consistent microbial activity.
The core of the anaerobic digestion process occurs within specialized digesters, which are large, sealed tanks designed to maintain an oxygen-free environment and optimal temperature for microbial metabolism. Depending on the process design, digesters may operate under mesophilic (around 35–40°C) or thermophilic (50–60°C) conditions, each with advantages in terms of biogas production rate, pathogen reduction, and process stability. Continuous or batch feeding strategies are used, with internal mixing systems ensuring that the substrate remains evenly suspended, preventing stratification and promoting uniform digestion. Microbial consortia degrade complex organic compounds into simpler molecules, ultimately producing a methane-rich biogas mixture primarily composed of methane and carbon dioxide, along with trace amounts of hydrogen sulfide, ammonia, and other gases.
After digestion, the produced biogas is collected, stored, and conditioned for use. Biogas typically undergoes cleaning and upgrading processes to remove moisture, hydrogen sulfide, siloxanes, and other impurities, improving energy quality and protecting downstream equipment such as engines, turbines, or boilers. Upgraded biogas, often referred to as biomethane, can be used directly for electricity and heat generation on-site, injected into the natural gas grid, or compressed as a vehicle fuel. The digestate, which remains after biogas extraction, is separated into solid and liquid fractions, each rich in nutrients like nitrogen, phosphorus, and potassium. These fractions can be used as biofertilizers, soil conditioners, or further processed into compost, closing the nutrient loop and supporting sustainable agricultural practices.
Monitoring, control, and safety systems are integral to the operation of anaerobic digestion plants. Parameters such as temperature, pH, volatile fatty acids, gas composition, and pressure are continuously monitored to maintain stable microbial activity and prevent process upset. Advanced control systems adjust feed rates, mixing intensity, and heating to optimize biogas yield and ensure consistent operation. Safety measures include pressure relief valves, gas leak detection, flame arrestors, and emergency shutdown protocols to mitigate risks associated with flammable biogas and pressurized digesters. Environmental controls such as odor management, air filtration, and containment systems ensure that the plant operates within regulatory limits while minimizing its impact on surrounding communities.
Overall, anaerobic digestion in biogas plants is a highly effective method of converting biodegradable waste into renewable energy and nutrient-rich by-products. By carefully managing feedstock quality, digester conditions, biogas conditioning, and digestate handling, AD plants achieve high energy recovery, reduce landfill dependency, and contribute to sustainable resource management. The process exemplifies the integration of waste management with renewable energy production, offering both environmental and economic benefits while promoting circularity in organic waste utilization.
Storage and Logistics Systems
The storage and logistics systems in anaerobic digestion and biogas plants, as well as in RDF and SRF operations, are critical components that ensure the smooth, efficient, and safe movement of materials throughout the facility and into end-use applications. After preprocessing, digestion, or refinement, organic substrates, digestate, or fuel products require carefully designed storage solutions to maintain their quality, prevent degradation, and facilitate controlled dispatch. In the case of RDF and SRF, storage systems protect the fuel from moisture, contamination, and particle segregation, while in biogas plants, storage may include silos, tanks, or holding areas for feedstock, partially treated substrates, or digestate fractions. Effective storage systems also act as buffers to accommodate variations in supply, plant throughput, or downstream demand, ensuring continuous operation without bottlenecks.
Material handling within these systems is supported by a combination of automated and mechanical equipment, including conveyors, bucket elevators, pneumatic transport systems, and loading/unloading stations. These systems reduce manual handling, minimize spillage, and maintain material homogeneity, which is essential for consistent quality and predictable energy output. For digestate, liquid fractions may be stored in tanks with agitation systems to prevent sedimentation, while solid fractions are held in covered bunkers or silos to maintain dryness and facilitate further processing, such as composting or pelletization. For RDF and SRF, automated feeders, belt conveyors, and hopper systems transfer material seamlessly between refining, storage, and loading points, ensuring that fuel batches remain uniform in composition, density, and moisture content.
Safety and environmental management are central to storage and logistics design. Dust suppression measures, including enclosed conveyors, misting, and air extraction systems, minimize the risk of combustible dust accumulation and reduce occupational exposure. Fire detection and suppression systems, thermal sensors, sprinklers, and emergency shut-off protocols protect against ignition or thermal runaway events, particularly in densely packed, energy-rich materials such as RDF, SRF, or partially processed digestate. Enclosed storage, proper ventilation, and odor control systems also maintain environmental compliance, reduce nuisance emissions, and safeguard worker health. Controlled access zones, interlocks, and automated shutdowns further enhance personnel safety during material transfer and storage operations.
Logistics planning extends beyond internal handling to the distribution of products to end-users. RDF and SRF fuels are loaded onto trucks, railcars, or conveyor systems for transport to industrial boilers, cement kilns, or power plants, requiring precision in weight measurement, batch tracking, and dispatch scheduling to maintain quality and contractual compliance. In biogas plants, digestate may be transported to agricultural fields or further processing facilities, necessitating systems for pumping, tankering, and controlled distribution while minimizing nutrient loss, odor, and environmental impact. Advanced inventory management and tracking systems allow operators to monitor stock levels, optimize storage space, schedule deliveries, and ensure that quality and safety standards are consistently met.
Operational efficiency and cost-effectiveness are strongly influenced by storage and logistics design. Buffer capacity allows production to continue despite fluctuations in feedstock arrival or demand for fuel or digestate, maximizing plant throughput. Automated handling reduces labor requirements, prevents material loss, and ensures uniformity across batches, while effective transport logistics minimize energy consumption and optimize turnaround times. The integration of real-time monitoring and control ensures that material is stored and dispatched in optimal condition, preserving energy potential, maintaining compliance, and supporting reliable, sustainable operations.
Overall, storage and logistics systems form the backbone of operational continuity, safety, and quality assurance in both RDF/SRF plants and anaerobic digestion facilities. By combining secure storage structures, automated handling, real-time monitoring, and rigorous environmental and safety controls, these systems ensure that fuel or digestate maintains consistent quality from production through transport to end-use, enabling efficient energy recovery, sustainable waste management, and effective integration into industrial or agricultural applications.
Monitoring and quality control systems in RDF, SRF, and anaerobic digestion plants are pivotal for ensuring consistent product quality, operational efficiency, and regulatory compliance. After materials have been preprocessed, refined, and stored, continuous monitoring is required to verify that fuel, digestate, or other outputs meet stringent specifications regarding moisture content, particle size, calorific value, energy density, and chemical composition, including permissible levels of chlorine, sulfur, heavy metals, or other contaminants. Without robust quality control, variability in the product can lead to inefficient combustion, incomplete biogas generation, increased emissions, equipment wear, and potential non-compliance with environmental regulations, making these systems essential for both operational reliability and marketability of the end product.
Advanced monitoring systems rely on a combination of automated sensors, online analyzers, and laboratory testing to provide real-time feedback at multiple stages of the process. Moisture sensors, particle size analyzers, and calorific value meters track critical parameters, allowing operators to adjust shredding, drying, refining, and blending processes to maintain uniformity. In biogas plants, monitoring also includes parameters like pH, volatile fatty acids, temperature, gas composition, and retention time within digesters to ensure optimal microbial activity and biogas yield. Laboratory analyses are periodically conducted to validate online readings and check chemical composition, heavy metal content, and other regulated parameters. The integration of these measurements into plant management systems allows for comprehensive data tracking, process optimization, and traceability, ensuring that every batch of RDF, SRF, or digestate meets industrial and regulatory standards.
Quality control also encompasses sampling and corrective measures. Representative samples are taken from feedstock, refined fuel, or digestate at key points to detect deviations from specifications. If variations are found, operators can implement adjustments such as additional drying, blending, shredding, or substrate modification to correct inconsistencies. Real-time monitoring data, combined with automated feedback loops, enable immediate intervention, preventing quality deterioration and maintaining consistent performance in downstream applications. For digestate, solid and liquid fractions are monitored to ensure nutrient content and stability for safe use as fertilizer, while for RDF and SRF, uniform particle size and calorific value guarantee efficient combustion and energy recovery.
Safety and environmental compliance are integral components of monitoring and quality control systems. Dust, particulate emissions, temperature fluctuations, and gas composition are continuously tracked to minimize fire, explosion, and occupational hazards. Fire detection systems, thermal sensors, sprinklers, and emergency shutdown protocols are deployed to manage risk in areas where combustible dust or biogas is present. Ventilation, air filtration, and odor control systems further reduce environmental impact, ensuring compliance with regulatory standards while protecting worker health. By linking operational monitoring with quality control, plants can maintain high throughput without compromising safety or regulatory compliance.
The adoption of digital control and predictive analytics has further enhanced monitoring capabilities. Centralized platforms collect real-time data from sensors, equipment, and process parameters, enabling predictive adjustments to shredding, drying, blending, digestion, or storage processes. This ensures that RDF, SRF, and digestate maintain consistent properties despite variations in incoming feedstock or operational conditions. Remote monitoring and control capabilities also allow operators to track plant performance, identify potential deviations, and intervene promptly, improving reliability, efficiency, and overall product quality.
Ultimately, monitoring and quality control systems are the backbone of consistent, efficient, and safe operations in waste-to-energy and biogas plants. By providing real-time oversight, process feedback, and corrective interventions, these systems ensure that RDF, SRF, and digestate meet stringent industrial and environmental standards, maintain energy potential, and are suitable for downstream applications. Their role is indispensable in maximizing resource recovery, supporting sustainable waste management, and enabling reliable, high-performance energy production from diverse waste streams.
Waste-to-Energy (WtE) incineration plants are an essential component of modern municipal solid waste management, converting residual waste that cannot be recycled or composted into usable energy in the form of electricity, steam, or heat. These plants play a critical role in reducing landfill volumes, minimizing environmental impact, and recovering energy from waste, turning a liability into a valuable resource. The efficiency and effectiveness of WtE plants depend on the integration of multiple systems that manage waste reception, feeding, combustion, energy recovery, emissions control, ash handling, and monitoring, ensuring both high energy recovery and compliance with stringent environmental regulations. By combining thermal treatment with advanced flue gas cleaning technologies, WtE plants provide a reliable, sustainable solution for municipal and industrial waste streams.
The waste reception and storage area is the first point of entry for incoming waste, serving as a buffer to manage fluctuations in delivery rates and to prepare waste for feeding into the combustion system. Trucks unload waste onto tipping floors equipped with heavy-duty cranes, grabbers, or hydraulic pushers that transfer material to storage bunkers or directly to feeding systems. This area is designed for safety, efficiency, and odor control, with covered structures, dust suppression, and ventilation systems to prevent airborne particulate release. The storage facilities maintain uniformity in feedstock delivery and provide temporary holding capacity, ensuring continuous operation even if waste arrivals are intermittent or variable in composition.
The waste feeding system is responsible for transferring stored waste into the combustion chamber in a controlled and continuous manner. Various feeding technologies, including moving grate systems, roller feeders, or pneumatic feed systems, ensure that waste enters the furnace at a steady rate, optimizing combustion efficiency. Automated controls monitor feed rates, furnace temperature, and oxygen levels to maintain stable combustion, while safety interlocks and emergency stop mechanisms protect equipment and personnel. Efficient feeding minimizes downtime, prevents overloading, and ensures that the thermal energy released during combustion is maximized, enhancing overall plant performance.
The combustion chamber or furnace is the heart of the WtE plant, where waste is thermally degraded under high temperatures to produce flue gases and residual ash. Modern furnaces are designed to ensure complete combustion of waste, reducing emissions of unburned organic matter, dioxins, and particulate matter. Advanced temperature control, air injection systems, and multi-stage combustion zones maintain uniform burn rates and maximize energy release. The heat generated is captured by boiler systems that convert water into high-pressure steam, which can then be used to drive turbines for electricity generation or supplied as thermal energy to district heating networks.
Boiler and energy recovery systems efficiently capture the thermal energy from flue gases and convert it into usable energy. Water-tube or fire-tube boilers absorb heat from the combustion process, producing superheated steam that drives turbines connected to electrical generators. In some facilities, combined heat and power (CHP) systems provide both electricity and heat for industrial or municipal applications, maximizing energy recovery and improving overall plant efficiency. Heat exchangers and condensers are used to optimize energy transfer, while temperature and pressure controls ensure safe and consistent operation.
Flue gas treatment systems are critical to controlling emissions and meeting environmental regulations. After leaving the boiler, flue gases pass through multi-stage cleaning processes that typically include cyclones, electrostatic precipitators, bag filters, scrubbers, and chemical treatment units. These systems remove particulates, acidic gases, heavy metals, dioxins, and other pollutants, ensuring that the emissions released into the atmosphere are within permissible limits. Continuous monitoring of flue gas composition, particulate concentration, and emission levels allows operators to adjust treatment processes in real-time, maintaining compliance and protecting air quality.
Ash handling systems manage the residual bottom ash and fly ash produced during combustion. Bottom ash is often cooled, screened, and sometimes recycled as construction material, while fly ash, which contains higher concentrations of heavy metals and other pollutants, is treated as hazardous waste and disposed of safely. Automated handling, storage, and transport systems ensure that ash removal does not interrupt plant operation and that safety and environmental standards are strictly maintained.
Monitoring and control systems integrate all operational parameters in a centralized platform, providing real-time supervision of waste feeding, combustion, energy recovery, flue gas cleaning, and ash handling. These systems track temperature, pressure, oxygen content, feed rates, energy output, and emissions, allowing operators to optimize efficiency, detect anomalies, and respond promptly to any operational deviations. Safety interlocks, alarm systems, and automated shutdown protocols protect personnel and equipment, while data logging and reporting ensure compliance with regulatory requirements and facilitate performance analysis.
Overall, WtE incineration plants represent a comprehensive approach to residual waste management, converting non-recyclable waste into valuable energy while minimizing environmental impact. Through the integration of reception, feeding, combustion, energy recovery, flue gas treatment, ash handling, and monitoring systems, these plants achieve high operational efficiency, strict environmental compliance, and reliable energy production. By transforming municipal solid waste into electricity, heat, and usable by-products, WtE plants contribute to sustainable urban waste management and resource recovery strategies, closing the loop in the waste-to-energy cycle.
Refuse-Derived Fuel (RDF) and Solid Recovered Fuel (SRF) plants are specialized facilities designed to convert non-recyclable municipal solid waste, industrial waste, or commercial waste into a high-calorific, standardized fuel suitable for energy recovery in industrial boilers, cement kilns, or power plants. These plants provide a sustainable alternative to landfill disposal by extracting the energy content of waste while reducing environmental impact and supporting the circular economy. The process involves multiple stages, including waste reception, pre-sorting, shredding, drying, refining, conditioning, storage, and quality control, all integrated to produce a homogeneous, safe, and market-ready fuel. By ensuring precise control over fuel characteristics such as particle size, moisture content, calorific value, and chemical composition, RDF and SRF plants deliver a consistent and reliable energy product that meets stringent industrial and environmental standards.
The waste reception and storage area is the first point of entry, where trucks unload incoming waste onto tipping floors equipped with heavy-duty grab cranes or hydraulic pushers. This area serves as both a buffer and a staging zone, allowing operators to homogenize mixed waste streams, remove oversized debris, and prepare material for further processing. Covered structures, dust suppression systems, and ventilation minimize airborne particulates, odors, and environmental emissions, ensuring safe and efficient handling. Temporary storage in bunkers or silos allows the plant to manage fluctuations in waste delivery and maintain a continuous feed to downstream processing systems, supporting stable operations and optimized throughput.
Pre-sorting and separation units are critical for removing inert materials, recyclables, and hazardous components from the waste stream before it enters the shredding and refining stages. Mechanical screens, trommels, vibrating sieves, magnetic separators, and air classifiers are used to isolate metals, plastics, stones, and other contaminants. Manual sorting stations may also be employed to ensure high-purity separation, particularly for materials that automated systems cannot effectively detect. These steps are essential to achieve a clean, consistent feedstock that enhances fuel quality, improves combustion efficiency, and reduces wear on equipment in later stages.
Shredding and size reduction systems reduce the pre-sorted waste into uniform particle sizes suitable for efficient drying, blending, and combustion. Industrial shredders, hammer mills, or granulators break down bulky items and fibrous materials, increasing surface area and improving process homogeneity. Consistent particle size ensures uniform energy release during combustion and facilitates handling, storage, and densification. In some facilities, secondary shredding or milling is applied after drying or pre-refinement to achieve precise particle size distribution, enhancing fuel quality and meeting specific customer requirements.
Drying and conditioning units remove excess moisture from the shredded waste, which is critical for maximizing calorific value, reducing transportation costs, and ensuring predictable combustion performance. Rotary drum dryers, fluidized bed dryers, or conveyor dryers may be used to reduce moisture content to optimal levels, while air circulation, heat recovery, and process controls maintain energy efficiency and uniform drying. Properly conditioned material prevents microbial degradation, dust accumulation, and energy losses, producing a fuel that is stable, homogeneous, and ready for further refining or densification.
The refining and fuel preparation section further improves consistency and quality. Screening, sieving, and air classification remove residual fines, oversized fragments, and lightweight contaminants, ensuring uniformity in particle size and composition. Blending systems homogenize multiple waste streams to achieve a stable calorific value and energy density. Optional densification processes, such as pelletizing or briquetting, produce compact fuel forms that facilitate storage, transport, and handling, while minimizing dust and reducing space requirements. These processes ensure that RDF and SRF meet industrial specifications and provide predictable performance in combustion systems.
Storage and logistics systems provide secure, efficient, and environmentally controlled handling of the finished fuel. Silos, bunkers, and covered storage areas protect the fuel from moisture, contamination, and degradation, while automated conveyors, elevators, and loading systems facilitate continuous supply to customers. Buffer storage allows for uninterrupted plant operation despite variations in demand or feedstock availability. Transport logistics are carefully planned to maintain fuel quality during loading, transfer, and delivery, ensuring compliance with contractual, environmental, and safety standards.
Monitoring and quality control systems are integrated throughout RDF and SRF plants to ensure that all parameters meet industrial and regulatory requirements. Online sensors, laboratory testing, and real-time data collection monitor moisture content, particle size, calorific value, chemical composition, and dust levels. Any deviations can trigger corrective actions such as re-blending, additional drying, or size adjustment. Safety systems, including fire detection, dust suppression, and interlocks, protect both personnel and equipment, while centralized control platforms optimize performance and maintain compliance.
Overall, RDF and SRF plants transform residual waste into a standardized, high-energy fuel that supports sustainable waste management, reduces landfill dependency, and provides reliable energy to industrial consumers. By integrating precise pre-sorting, shredding, drying, refining, storage, and monitoring systems, these facilities ensure consistent quality, operational efficiency, and environmental compliance, turning municipal and industrial waste streams into valuable energy resources.
Monitoring and Quality Control Systems
Monitoring and quality control systems in RDF, SRF, and waste-to-energy operations are vital for ensuring consistent product quality, operational efficiency, and regulatory compliance throughout every stage of processing. After waste is received, pre-sorted, shredded, dried, refined, and stored, continuous monitoring is necessary to maintain the desired specifications for particle size, moisture content, calorific value, energy density, and chemical composition, including the permissible levels of chlorine, sulfur, heavy metals, and other contaminants. Even minor deviations in these parameters can lead to inefficient combustion, reduced energy recovery, increased wear on processing and combustion equipment, and potential violations of environmental regulations. By implementing robust monitoring and quality control systems, plants ensure that each batch of RDF, SRF, or digestate meets industrial and environmental standards, maintains predictable performance, and is safe to handle, store, and transport.
Modern quality control systems combine online sensors, automated analyzers, and laboratory testing to provide real-time oversight of critical parameters at multiple points in the plant. Moisture sensors, calorific value meters, and particle size analyzers continuously measure incoming feedstock, processed fuel, and stored material to ensure uniformity and compliance with specifications. In anaerobic digestion facilities, additional parameters such as pH, volatile fatty acid concentrations, gas composition, temperature, and retention time are monitored to maintain optimal microbial activity and maximize biogas production. Data from these monitoring devices is integrated into centralized control platforms, allowing operators to track trends, identify deviations, and adjust processing parameters immediately, ensuring a consistent, high-quality output.
Sampling and laboratory testing complement online monitoring by providing precise measurements of chemical composition, heavy metal concentrations, calorific value, and other critical metrics. Regular sampling of feedstock, shredded material, dried fuel, and finished RDF or SRF allows plants to verify that automated systems are functioning correctly and that the product meets contractual and regulatory requirements. If inconsistencies are detected, corrective measures such as additional drying, blending, shredding, or chemical treatment can be applied to restore quality. This combination of real-time monitoring, laboratory verification, and responsive corrective actions ensures a high degree of reliability and uniformity in the fuel or digestate produced.
Safety and environmental management are closely integrated into monitoring and quality control systems. Continuous monitoring of dust levels, temperature, oxygen content, and gas composition helps prevent fire, explosion, or hazardous emissions. Fire detection and suppression systems, thermal sensors, automated interlocks, and emergency shutdown protocols protect personnel and equipment from potential hazards associated with combustible dust, biogas, or energy-rich fuel. Air filtration, odor control, and enclosed processing areas ensure that environmental emissions are minimized, maintaining compliance with air quality and workplace safety regulations.
Digital control and predictive analytics have further enhanced monitoring and quality control capabilities. Advanced control systems allow operators to integrate data from multiple sensors, analyze trends, and make proactive adjustments to shredding, drying, blending, feeding, digestion, or storage processes. Remote monitoring provides plant managers with real-time insights into operational performance, enabling rapid response to deviations and maintaining high operational efficiency. This integration of digital monitoring, automation, and predictive control ensures that RDF, SRF, and digestate consistently meet quality standards, operate safely, and deliver predictable energy recovery in downstream applications.
Overall, monitoring and quality control systems are the backbone of reliable, efficient, and safe operations in modern waste-to-energy, RDF, SRF, and anaerobic digestion facilities. By continuously assessing product characteristics, providing real-time process feedback, enabling corrective interventions, and maintaining compliance with environmental and industrial standards, these systems ensure consistent fuel or digestate quality, maximize energy recovery, and support sustainable waste management practices. Their role is indispensable for operational excellence, regulatory compliance, and the production of high-quality energy resources from waste streams.
Integrated MSW Plant
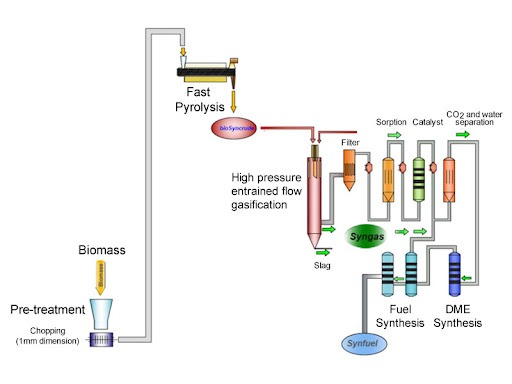
An Integrated Municipal Solid Waste (MSW) plant represents the pinnacle of modern waste management, combining multiple technologies and treatment methods within a single facility to maximize resource recovery, minimize environmental impact, and produce usable energy or materials from diverse waste streams. Unlike single-purpose facilities, integrated MSW plants are designed to handle the full spectrum of municipal solid waste, including recyclables, organic fractions, non-recyclable residues, and hazardous components, implementing a combination of material recovery, biological treatment, thermal conversion, and energy recovery processes. By integrating mechanical, biological, and thermal treatment technologies, these plants provide a holistic solution that reduces landfill dependency, lowers greenhouse gas emissions, and supports circular economy principles, transforming waste from a liability into a resource.
At the front end, the reception and preprocessing area manages incoming waste from households, commercial establishments, and industrial sources. Trucks unload waste onto tipping floors equipped with automated cranes, hydraulic pushers, and conveyors, allowing for initial inspection, sorting, and removal of oversized or hazardous materials. Preprocessing may include shredding, screening, and homogenization to prepare waste for downstream treatment, ensuring uniformity and improving the efficiency of both biological and thermal processes. Recyclables such as metals, plastics, and paper are separated using mechanical and optical sorting systems, including magnetic separators, eddy current separators, trommels, air classifiers, and high-speed optical sorters, which maximize material recovery and reduce contamination in residual streams.
Organic fractions are directed to anaerobic digestion or composting systems, where biodegradable material is converted into biogas, compost, or digestate. Anaerobic digestion produces methane-rich biogas suitable for electricity or heat generation, while the residual digestate can be further stabilized and used as a nutrient-rich soil amendment. Composting processes manage organic waste unsuitable for digestion, producing high-quality compost through controlled aerobic decomposition, with careful monitoring of temperature, moisture, aeration, and microbial activity to ensure pathogen reduction and consistent product quality. Both biological treatments integrate sophisticated monitoring, control, and safety systems to optimize energy recovery, maintain stable microbial activity, and prevent odors or emissions from impacting surrounding areas.
Non-recyclable residues that cannot be biologically treated are typically sent to thermal treatment units such as Waste-to-Energy (WtE) incinerators or gasification systems. These units convert residual waste into electricity, steam, or heat through controlled combustion or thermal decomposition, with advanced boiler systems capturing thermal energy efficiently. Flue gas treatment systems remove pollutants such as particulate matter, acidic gases, dioxins, and heavy metals, ensuring compliance with environmental regulations. Ash handling systems manage both bottom ash and fly ash, with potential reuse of inert bottom ash in construction and safe disposal of hazardous fly ash, integrating safety, monitoring, and handling protocols throughout the process.
Storage and logistics systems play a critical role in ensuring smooth plant operation, with silos, bunkers, and covered storage areas providing buffer capacity and maintaining material quality before processing or dispatch. Automated conveyors, elevators, and loading systems facilitate the movement of waste, RDF/SRF fuel, digestate, compost, or recovered materials, minimizing manual handling, dust, and operational downtime. Integrated monitoring systems track material flow, energy recovery, emissions, moisture content, calorific value, particle size, and other parameters, allowing operators to make real-time adjustments, ensure consistent product quality, and maintain compliance with environmental and safety regulations.
Overall, integrated MSW plants exemplify a holistic and sustainable approach to municipal solid waste management. By combining material recovery, biological treatment, thermal conversion, energy production, and advanced monitoring in a single facility, these plants maximize resource recovery, reduce landfill volumes, generate renewable energy, and produce usable by-products such as compost, digestate, or RDF/SRF fuel. Their design ensures operational efficiency, environmental compliance, and economic viability, supporting a circular approach to urban waste management while transforming diverse waste streams into valuable energy and materials.
Reception and Preprocessing Area
This is the first stage where incoming waste is received, weighed, and inspected. Tipping floors, automated cranes, hydraulic pushers, and conveyors facilitate unloading and initial handling. Preprocessing includes shredding, screening, and homogenization to prepare waste for downstream treatment, ensuring consistent particle size and composition. Hazardous or oversized materials are removed, and waste is sorted into fractions suitable for recycling, biological treatment, or thermal conversion.
Material Recovery and Sorting Systems
Mechanical and optical separation systems recover recyclable materials such as metals, plastics, and paper. Technologies include magnetic separators, eddy current separators, trommels, vibrating screens, air classifiers, and high-speed optical sorters. Manual picking stations complement automated systems to remove materials that are difficult to detect. These systems maximize material recovery, reduce contamination in residual streams, and prepare waste for energy conversion or biological treatment.
Biological Treatment Systems
Organic waste fractions are directed to anaerobic digestion or composting systems. Anaerobic digestion produces biogas that can be converted into electricity, heat, or biomethane, while digestate is processed into nutrient-rich fertilizer. Composting manages biodegradable material unsuitable for digestion, producing stabilized compost through controlled aerobic decomposition. Temperature, moisture, aeration, and microbial activity are monitored to ensure efficient treatment, pathogen reduction, and high-quality output.
Thermal Treatment and Energy Recovery Systems
Non-recyclable and non-biodegradable residues are processed in Waste-to-Energy (WtE) incinerators, gasifiers, or pyrolysis units. These systems convert residual waste into electricity, steam, or heat. Boilers capture thermal energy, while flue gas treatment systems remove particulate matter, acidic gases, dioxins, and heavy metals. Ash handling systems manage bottom ash and fly ash, with potential reuse of inert materials and safe disposal of hazardous fractions.
Storage and Logistics Systems
Storage facilities include silos, bunkers, and covered areas that maintain material quality and provide buffer capacity. Automated conveyors, elevators, and loading/unloading systems ensure smooth transfer of waste, RDF/SRF fuel, digestate, compost, or recovered recyclables throughout the plant. These systems minimize manual handling, dust, and operational downtime while supporting continuous, efficient plant operation.
Monitoring and Quality Control Systems
Advanced monitoring platforms track operational parameters such as material flow, moisture content, particle size, calorific value, gas composition, energy output, and emissions. Sensors, analyzers, and laboratory tests allow real-time adjustments to shredding, drying, blending, digestion, thermal conversion, and storage processes. Safety systems including fire detection, dust suppression, interlocks, and emergency shutdown protocols protect personnel and equipment while ensuring environmental compliance and consistent product quality.
Residue Handling and Disposal Systems
Residual ash, non-combustible materials, or reject fractions are collected, treated, and safely disposed of or recycled. Bottom ash may be reused in construction, while hazardous fly ash and other residues are managed according to regulatory standards. These systems ensure that environmental impact is minimized and the overall plant achieves high efficiency in material and energy recovery.
Reception and Preprocessing Area
The reception and preprocessing area in an Integrated MSW plant is the critical first stage of the waste management process, where municipal, commercial, and industrial waste is received, inspected, and prepared for downstream treatment. Waste arrives via trucks or collection vehicles and is unloaded onto tipping floors designed to handle large volumes safely and efficiently. These areas are typically equipped with heavy-duty cranes, hydraulic pushers, or automated grabbers that can move mixed waste to storage bunkers, conveyors, or directly to preprocessing equipment. This initial stage serves multiple purposes: it provides a buffer to manage fluctuations in waste delivery, allows for preliminary inspection and removal of oversized or hazardous materials, and begins the process of homogenizing the waste stream to ensure consistent feed to sorting, biological, or thermal treatment systems.
Preprocessing operations often include shredding and size reduction to break bulky items into manageable pieces, enhancing downstream handling and improving the efficiency of biological or thermal conversion. Screening and sieving equipment may be used to separate fine fractions from coarse debris, while magnetic and eddy current separators extract ferrous and non-ferrous metals for recycling. Air classifiers or density-based separation systems remove lightweight contaminants such as plastics or paper fibers. Manual sorting stations complement these automated processes, allowing operators to remove materials that are hazardous, difficult to detect, or unsuitable for energy recovery.
Dust suppression, odor control, and ventilation systems are essential in the reception and preprocessing area to protect workers, prevent environmental emissions, and reduce fire or explosion risks associated with combustible dust. Covered tipping floors, air extraction systems, and misting or filtration technologies help maintain a safe and clean working environment. The area is also integrated with monitoring systems that track incoming waste volumes, composition, and characteristics, providing data for process optimization and quality control downstream.
The efficiency and effectiveness of the reception and preprocessing area directly impact the overall performance of the Integrated MSW plant. By ensuring that incoming waste is properly inspected, homogenized, and prepared, this stage lays the foundation for successful material recovery, biological treatment, thermal conversion, and energy production. Proper design and operation of this area ensure safety, environmental compliance, and continuous, reliable plant operation, maximizing resource recovery and minimizing residual waste sent to landfills.
Material recovery and sorting systems in an Integrated MSW plant are central to maximizing the extraction of valuable materials from the incoming waste stream while reducing the volume of residual waste sent for biological or thermal treatment. After waste has been received, preprocessed, and homogenized, it is directed onto a series of mechanical and automated separation systems designed to recover metals, plastics, paper, glass, and other recyclable materials. These systems typically employ a combination of trommels, vibrating screens, air classifiers, magnetic separators, and eddy current separators to separate fractions based on size, density, and magnetic properties, while high-speed optical sorters use near-infrared, color, and shape detection technologies to identify and segregate specific plastic types, cardboard, and other recyclable fractions. Manual picking stations complement these automated processes, allowing operators to remove hazardous or non-standard materials that are not easily detected by machines, ensuring the purity and marketability of recovered materials.
The sorting process is carefully engineered to balance throughput, efficiency, and product quality. Trommels and rotating drums separate fine materials from coarse debris, while air classification systems differentiate lightweight materials such as paper and plastics from heavier objects like metals and glass. Magnetic separators extract ferrous metals, which are then collected for recycling, while eddy current separators remove non-ferrous metals such as aluminum and copper. Optical sorting systems further refine the recovered material stream, allowing plastics of different types to be separated into homogenous batches suitable for resale or industrial use. Throughout this process, conveyor systems, elevators, and chutes maintain a continuous flow of material, reducing manual handling and minimizing the risk of blockages or operational downtime.
Integrated monitoring and control systems play a key role in the sorting process, ensuring that material recovery meets predetermined quality standards and that equipment is operating efficiently. Sensors track the flow, density, and composition of the waste stream, while cameras and automated analysis systems detect anomalies or contaminants. This real-time feedback allows operators to adjust airflows, drum speeds, or sorting thresholds, maintaining a consistent output that meets industrial and regulatory requirements. Safety measures such as dust extraction, fire detection, and emergency stops are integrated into the system to protect workers and prevent incidents in areas where combustible materials or dust may accumulate.
By efficiently recovering recyclable materials, these systems reduce the quantity of waste that requires further processing in biological or thermal treatment units, improving overall plant efficiency and sustainability. The recovered metals, plastics, paper, and glass are cleaned, sorted, and compacted for transport to recycling facilities, creating a revenue stream and supporting the circular economy. At the same time, residual waste that cannot be recovered is prepared for subsequent treatment, whether in anaerobic digestion, composting, or Waste-to-Energy incineration, ensuring that energy and material resources are maximized.
In essence, material recovery and sorting systems form the backbone of an Integrated MSW plant’s ability to convert municipal solid waste into valuable resources. By combining advanced mechanical, optical, and manual sorting technologies with continuous monitoring, automated control, and robust safety measures, these systems ensure that high-quality recyclables are extracted efficiently while residual waste is consistently prepared for energy recovery or biological treatment. This stage is essential for optimizing resource recovery, minimizing environmental impact, and supporting the operational and economic performance of the entire integrated facility.
Biological treatment systems in an Integrated MSW plant are designed to manage the organic fraction of municipal solid waste, converting biodegradable materials into useful products such as biogas, compost, or stabilized digestate while reducing the volume and environmental impact of the residual waste. Organic waste, including food scraps, garden trimmings, and other biodegradable materials, is separated from non-organic fractions during the material recovery stage and then directed to either anaerobic digestion or composting facilities depending on its characteristics and moisture content. These systems are engineered to optimize microbial activity, control environmental conditions, and ensure high-quality outputs while minimizing odors, leachate, and emissions.
Anaerobic digestion is a controlled biological process in which microorganisms break down organic material in the absence of oxygen, producing methane-rich biogas and nutrient-rich digestate. The waste is first preprocessed through shredding or pulping to increase surface area and improve microbial efficiency. It is then fed into sealed digesters where temperature, pH, moisture content, and retention time are carefully monitored to maintain optimal conditions for microbial activity. Automated sensors track gas composition, including methane and carbon dioxide levels, as well as volatile fatty acids and ammonia concentrations, allowing operators to adjust the process in real-time to maintain stability and maximize biogas yield. The biogas produced can be used to generate electricity, heat, or upgraded to biomethane for injection into natural gas networks, providing a renewable energy source that offsets fossil fuel use. The residual digestate is further treated, dewatered, and stabilized to produce a safe, nutrient-rich soil amendment suitable for agricultural or landscaping applications.
Composting processes handle biodegradable waste unsuitable for anaerobic digestion, converting it into stable, humus-like compost through aerobic microbial decomposition. Organic material is shredded, mixed, and arranged into windrows, aerated piles, or in-vessel composting units, where oxygen, moisture, and temperature are controlled to accelerate decomposition while preventing odor generation and pathogen survival. Temperature sensors, moisture probes, and periodic turning or aeration ensure uniform decomposition and reduce the risk of anaerobic pockets, which could lead to odor issues or incomplete stabilization. The curing and maturation phase allows compost to fully stabilize, ensuring that the final product meets regulatory standards for pathogen reduction, nutrient content, and physical characteristics.
Integrated monitoring and control systems are essential in biological treatment to maintain process efficiency, product quality, and safety. Sensors, online analyzers, and data acquisition systems track key parameters continuously, providing operators with real-time feedback to adjust aeration rates, mixing intensity, temperature, or retention times. Fire detection, leachate collection, odor control, and emergency shutdown protocols are also implemented to prevent safety incidents and environmental contamination. Laboratory analyses complement online monitoring, validating moisture content, nutrient composition, heavy metal concentrations, and pathogen levels in digestate or compost to ensure compliance with regulatory standards and optimize marketability.
The efficiency of biological treatment systems significantly reduces the volume of organic waste requiring disposal in landfills or thermal treatment units while generating renewable energy and high-value by-products. Anaerobic digestion and composting not only mitigate greenhouse gas emissions associated with uncontrolled decomposition in landfills but also recover energy and nutrients, closing the loop in waste management. By carefully controlling microbial processes, integrating automated monitoring, and managing safety and environmental impacts, biological treatment systems transform organic waste from a liability into renewable energy, stabilized digestate, and high-quality compost, supporting the sustainability, operational efficiency, and environmental compliance of the Integrated MSW plant.
Thermal treatment and energy recovery in an Integrated MSW plant are designed to manage non-recyclable and non-biodegradable residual waste by converting it into useful energy while minimizing environmental impact. Residual waste streams, after material recovery and biological treatment, are directed into Waste-to-Energy (WtE) incinerators, gasification units, or pyrolysis systems, where controlled thermal processes break down the waste and release its inherent energy. In these systems, waste is subjected to high temperatures, often exceeding 850–1,100 °C, to ensure complete combustion or thermal decomposition, reducing the volume of residual waste by up to 90 percent and converting energy stored in organic materials into heat, steam, or electricity. Boilers integrated with the thermal units capture the released heat to produce high-pressure steam, which drives turbines for electricity generation or supplies district heating networks, optimizing energy recovery and enhancing the overall sustainability of the facility.
Combustion chambers in WtE systems are designed to provide efficient, uniform burning while maintaining stringent emissions standards. Modern moving grate, fluidized bed, or rotary kiln furnaces allow for continuous feeding of heterogeneous waste, with precise control of air injection, combustion temperature, and residence time to maximize thermal efficiency and minimize the formation of pollutants such as dioxins, furans, and particulate matter. Auxiliary systems, including pre-heaters and secondary combustion zones, ensure that volatile gases and unburned organic fractions are fully oxidized, while ash handling systems separate bottom ash and fly ash. Bottom ash, which is largely inert, can be further processed for use in construction or road-building materials, whereas fly ash, containing higher concentrations of heavy metals and toxins, is treated as hazardous waste and stabilized before safe disposal.
Flue gas treatment systems are an essential component of thermal treatment, ensuring compliance with environmental regulations and minimizing atmospheric emissions. Multi-stage cleaning processes often include cyclones, electrostatic precipitators, bag filters, wet or dry scrubbers, and chemical dosing units to remove particulate matter, acidic gases, heavy metals, and other contaminants. Continuous emissions monitoring systems track parameters such as nitrogen oxides, sulfur oxides, carbon monoxide, carbon dioxide, dioxins, and particulate concentration, enabling operators to make real-time adjustments to combustion and treatment processes. Advanced automation and control technologies integrate feedback from sensors, analyzers, and process models to optimize energy recovery while maintaining emissions within permissible limits.
Energy recovery systems, including steam turbines, generators, heat exchangers, and combined heat and power (CHP) configurations, convert thermal energy into electricity or process heat for industrial, municipal, or district heating applications. By integrating high-efficiency turbines and heat recovery systems, the plant maximizes the conversion of waste energy into usable forms, providing a renewable energy source and reducing dependence on fossil fuels. Digital control systems monitor energy output, turbine performance, boiler pressure, and temperature, allowing for continuous optimization and safe operation.
Thermal treatment not only recovers energy but also significantly reduces the volume of residual waste, stabilizes it for safe disposal, and complements recycling and biological processes, forming an essential part of the integrated waste management approach. By combining efficient combustion, advanced flue gas cleaning, energy recovery, ash handling, and real-time monitoring, these systems enable Integrated MSW plants to transform non-recyclable waste into a reliable source of energy, contributing to sustainability, resource recovery, and environmental protection.
Material Recovery and Sorting Systems
Material recovery and sorting systems in an Integrated MSW plant play a central role in transforming mixed municipal solid waste into valuable secondary materials while reducing the amount of residual waste destined for biological or thermal treatment. Once waste has been received and preprocessed on the tipping floor, it is conveyed into a series of mechanical, optical, and manual sorting stages designed to efficiently separate metals, plastics, paper, glass, and other recyclable materials from the mixed stream. Mechanical systems such as trommels, vibrating screens, and air classifiers separate materials based on size, density, and aerodynamic properties, while magnetic and eddy current separators remove ferrous and non-ferrous metals. These recovered metals are then collected, compacted, and prepared for sale to recycling facilities, providing an important revenue stream and reducing the environmental impact of the waste stream.
Advanced optical sorting systems complement mechanical separation by using sensors that detect material characteristics such as color, shape, reflectivity, and near-infrared spectra, allowing plastics and other materials to be segregated into homogenous streams. High-speed cameras and infrared technology enable precise identification of PET, HDPE, PP, and other plastic types, as well as cardboard, paper, and composite materials. Manual picking stations are also integrated along the conveyor lines to remove materials that automated systems cannot reliably identify, including hazardous items, oversized objects, or contaminated recyclables. This combination of automated and manual sorting ensures high purity of recovered materials, which is critical for meeting industrial recycling standards and regulatory requirements.
The sorting process is supported by continuous monitoring and control systems that track material flow, composition, and throughput. Sensors measure particle size, density, and mass, providing real-time data to adjust conveyor speeds, airflows, and separation thresholds, ensuring consistent output quality. Dust extraction, ventilation, and odor control systems are implemented throughout the sorting area to protect workers and reduce environmental emissions. Safety systems, including fire detection, emergency stops, and interlocks, are integrated to mitigate risks associated with combustible dust, machinery operation, and heavy material handling.
Efficient material recovery and sorting not only generate high-quality recyclables but also enhance the efficiency of downstream processes such as biological treatment, energy recovery, or residual waste management. By removing metals, plastics, and other recoverable materials early in the process, the plant minimizes contamination in compost, biogas digesters, and incinerators, improving energy recovery efficiency and reducing maintenance requirements. Recovered materials are compacted, baled, or stored in silos and bunkers, ready for transport to recycling or manufacturing facilities.
Ultimately, material recovery and sorting systems form the backbone of an Integrated MSW plant’s resource efficiency, environmental performance, and economic viability. By combining advanced mechanical and optical technologies with skilled manual sorting, automated monitoring, and safety systems, these systems maximize the extraction of valuable materials, ensure consistent quality, and reduce the volume of waste that must be treated thermally or biologically, supporting a sustainable, circular approach to urban waste management.
Biological treatment systems in an Integrated MSW plant are focused on managing the organic fraction of municipal solid waste, converting biodegradable materials into renewable energy, compost, or stabilized digestate while significantly reducing the volume of residual waste requiring landfill disposal. Once the organic waste is separated from recyclables and non-biodegradable residues during the material recovery and sorting stage, it is directed toward processes such as anaerobic digestion or aerobic composting, depending on its composition, moisture content, and energy potential. These systems are carefully designed to create optimal conditions for microbial activity, ensuring that biodegradable waste is efficiently decomposed, stabilized, and transformed into high-value by-products with minimal environmental impact.
In anaerobic digestion facilities, shredded and homogenized organic waste is fed into sealed digesters where microorganisms break down the material in the absence of oxygen, producing methane-rich biogas and nutrient-dense digestate. Temperature, pH, moisture, and retention time are closely monitored to maintain microbial stability and maximize gas production. Sensors continuously track gas composition, including methane and carbon dioxide levels, as well as volatile fatty acid and ammonia concentrations, providing real-time feedback for process optimization. The resulting biogas can be used to generate electricity, heat, or upgraded to biomethane for injection into gas networks, offering a renewable energy source that reduces reliance on fossil fuels. Digestate from the anaerobic process is further dewatered and stabilized, producing a nutrient-rich, safe soil amendment suitable for agriculture, landscaping, or land rehabilitation.
Aerobic composting processes handle organic waste unsuitable for digestion, producing stabilized compost through controlled microbial decomposition in windrows, aerated piles, or enclosed in-vessel systems. Temperature, oxygen levels, and moisture are carefully regulated, with periodic turning or forced aeration ensuring uniform decomposition and preventing the formation of anaerobic pockets that could cause odor problems or slow the process. Sensors and monitoring systems provide continuous feedback on temperature, moisture content, and microbial activity, while leachate collection and odor control systems prevent environmental contamination. After the active composting phase, a curing and maturation stage allows the compost to fully stabilize, ensuring pathogen reduction, consistent texture, and compliance with regulatory standards for nutrient content and heavy metal limits.
Monitoring and control systems are integral to biological treatment operations, allowing operators to maintain optimal performance, adjust process parameters, and ensure product quality. Laboratory analyses complement automated sensors, verifying moisture content, nutrient levels, pathogen reduction, and chemical composition of digestate and compost. Safety systems, including fire detection, gas monitoring, ventilation, and emergency shutdown protocols, protect both personnel and equipment from hazards associated with combustible gases, microbial activity, or oxygen-deficient environments. These systems collectively ensure operational reliability, environmental compliance, and consistent production of high-quality organic by-products.
Biological treatment systems in an Integrated MSW plant not only recover energy and nutrients but also mitigate greenhouse gas emissions associated with uncontrolled decomposition in landfills, turning organic waste into valuable resources while reducing environmental impact. By integrating precise process control, advanced monitoring, and careful operational management, these systems optimize energy recovery, stabilize organic matter, and produce marketable compost or digestate, forming a vital link in the integrated approach to municipal waste management.
Thermal treatment and energy recovery in an Integrated MSW plant are critical for managing the residual waste streams that cannot be recycled or biologically treated, converting these materials into electricity, heat, or steam while significantly reducing landfill volumes. After material recovery and biological treatment, the remaining non-recyclable and non-biodegradable fractions are fed into Waste-to-Energy (WtE) incinerators, gasifiers, or pyrolysis units where controlled high-temperature processes break down the waste, releasing energy stored in organic materials. Combustion temperatures are maintained at levels sufficient to ensure complete oxidation of organic matter, often exceeding 850–1,100 °C, thereby minimizing the formation of harmful pollutants while reducing the waste volume by up to 90 percent. Advanced boilers capture thermal energy from the combustion gases to produce high-pressure steam, which is used to drive turbines for electricity generation or to supply district heating systems, maximizing the energy recovery potential of the facility.
The design of combustion chambers in WtE systems focuses on efficient, uniform burning of heterogeneous waste while controlling emissions. Moving grate furnaces, fluidized beds, and rotary kilns provide continuous feeding of waste, with precise regulation of primary and secondary airflows, temperature, and residence time to optimize combustion efficiency. Auxiliary combustion zones ensure that volatile organic compounds and unburned particles are fully oxidized, while ash handling systems separate bottom ash and fly ash. Bottom ash, which is largely inert, can be processed for use in construction materials or road applications, whereas fly ash, containing higher concentrations of heavy metals and toxins, is stabilized and safely disposed of according to regulatory standards.
Flue gas treatment is a crucial component of thermal treatment systems, ensuring compliance with environmental regulations and protecting air quality. Multi-stage cleaning processes typically combine cyclones, electrostatic precipitators, bag filters, and wet or dry scrubbers to remove particulate matter, acidic gases, dioxins, furans, and heavy metals. Continuous emissions monitoring systems track parameters such as carbon monoxide, nitrogen oxides, sulfur oxides, particulate matter, and dioxin levels, enabling real-time adjustments to the combustion process to maintain optimal performance and regulatory compliance. Advanced control systems integrate data from sensors and analyzers, optimizing air injection, combustion temperatures, and flue gas treatment to maximize energy recovery and minimize environmental impact.
Energy recovery systems in Integrated MSW plants convert thermal energy into usable forms through high-efficiency steam turbines, generators, and combined heat and power (CHP) configurations. Steam produced in boilers drives turbines to generate electricity, while excess heat can supply industrial processes or municipal heating networks. Monitoring systems track turbine performance, steam pressure, temperature, and electricity output, allowing operators to adjust operational parameters to maintain maximum efficiency. The integration of thermal treatment with upstream material recovery and biological processes ensures that residual waste is treated efficiently, energy is recovered effectively, and environmental impacts are minimized.
Thermal treatment and energy recovery not only provide a renewable source of electricity and heat but also stabilize the remaining waste, reduce its volume for final disposal, and complement the plant’s overall waste management strategy. By combining advanced combustion technology, flue gas cleaning, energy conversion systems, and real-time monitoring, Integrated MSW plants can transform non-recyclable waste into a reliable energy resource while maintaining safety, environmental compliance, and operational efficiency. This stage is essential for completing the resource recovery loop and ensuring that all fractions of municipal solid waste are managed sustainably.
Storage, logistics, and quality control systems in an Integrated MSW plant are essential for managing the flow, handling, and monitoring of materials at every stage of the facility, ensuring operational efficiency, product quality, and environmental compliance. After material recovery, biological treatment, and thermal conversion, the outputs—including recyclables, digestate, compost, RDF/SRF fuels, bottom ash, and energy—must be properly stored, transported, and dispatched. Storage systems include silos, bunkers, covered warehouses, and specialized containers that protect materials from moisture, contamination, or degradation, while providing buffer capacity to manage fluctuations in processing rates or waste delivery. Conveyors, elevators, automated guided vehicles (AGVs), and transfer stations ensure the continuous and safe movement of materials between different process units, minimizing manual handling, operational downtime, and exposure to dust, odors, or hazardous substances.
Recovered recyclables such as metals, plastics, paper, and glass are compacted, baled, or stored in silos according to material type and quality standards before being sent to recycling facilities. Digestate and compost from biological treatment units are stored in aerated or covered areas to maintain stability, prevent odor generation, and ensure that final products meet moisture, nutrient, and pathogen specifications. RDF/SRF fuels produced from residual waste are stored in dedicated silos or bunkers, with monitoring of calorific value, moisture content, and particle size to ensure consistent fuel quality for energy recovery applications. Similarly, bottom ash from thermal treatment is stored temporarily before reuse in construction or safe disposal, and fly ash or other hazardous residues are carefully stabilized, packaged, and stored in compliance with environmental regulations.
Logistics systems integrate automated feeding, loading, and unloading processes, often controlled by programmable logic controllers (PLCs) and real-time monitoring systems, to coordinate the movement of materials within the plant and toward external markets or disposal sites. These systems track volumes, material composition, temperature, and other critical parameters, allowing operators to optimize storage utilization, reduce handling times, and maintain product quality. Dust suppression, ventilation, and odor control measures are implemented throughout storage and logistics areas to protect workers, minimize environmental impact, and maintain regulatory compliance. Safety systems, including fire detection, emergency shutdowns, and interlocks, are integrated to prevent incidents, particularly in areas where combustible dust or flammable gases may accumulate.
Quality control systems complement storage and logistics operations by ensuring that all outputs meet technical, regulatory, and market requirements. Recovered recyclables are periodically tested for purity and contamination levels, digestate and compost are analyzed for nutrient content, pathogen reduction, and heavy metal concentration, and RDF/SRF fuels are sampled for calorific value, moisture, and particle size. Digital monitoring and laboratory analyses provide data for process optimization and certification of materials, ensuring that outputs are safe, consistent, and commercially viable. Continuous monitoring also supports environmental compliance by tracking emissions, leachate, and potential contaminants in storage and handling areas.
In summary, storage, logistics, and quality control systems in an Integrated MSW plant ensure that all processed waste fractions are properly managed, protected, and monitored from the moment they leave processing units until they are dispatched or reused. These systems maintain operational efficiency, safeguard product quality, and ensure compliance with environmental and safety regulations, completing the integrated approach to municipal solid waste management and enabling the plant to maximize resource recovery, energy generation, and sustainability.
Biological Treatment Systems
Biological treatment systems in an Integrated MSW plant are focused on processing the organic fraction of municipal solid waste, converting biodegradable materials into valuable products such as biogas, stabilized digestate, and compost while simultaneously reducing the volume and environmental impact of residual waste. After recyclable and non-biodegradable materials have been removed during material recovery and sorting, organic waste is directed to either anaerobic digestion or aerobic composting facilities depending on its composition, moisture content, and energy potential. These systems are carefully designed to optimize microbial activity, control environmental conditions, and produce high-quality outputs while minimizing odors, leachate, and greenhouse gas emissions.
Anaerobic digestion facilities use sealed, oxygen-free digesters where microorganisms break down organic matter, producing methane-rich biogas and nutrient-rich digestate. Prior to entering the digesters, waste is often shredded or pulped to increase surface area and improve microbial efficiency. Temperature, pH, moisture content, and retention time are continuously monitored and controlled to maintain optimal microbial activity and maximize biogas yield. Sensors and automated monitoring systems track methane and carbon dioxide concentrations, volatile fatty acids, and ammonia levels, providing real-time data that allow operators to adjust process parameters to maintain stability and efficiency. The biogas produced can be used directly for heat generation, electricity production via turbines or combined heat and power units, or upgraded to biomethane for injection into natural gas grids. Digestate, the residual solid-liquid mixture, is further dewatered and stabilized to create a safe, nutrient-rich soil amendment suitable for agriculture, landscaping, or land restoration projects.
Aerobic composting processes handle organic materials unsuitable for anaerobic digestion, converting them into stable, humus-like compost through controlled microbial decomposition in windrows, aerated piles, or in-vessel systems. Shredded waste is mixed and arranged to ensure uniform airflow, with moisture content, temperature, and oxygen levels carefully regulated. Periodic turning or forced aeration ensures complete decomposition and prevents the formation of anaerobic pockets that could lead to odors or incomplete stabilization. During a curing and maturation phase, compost is allowed to stabilize further, ensuring pathogen reduction, consistent texture, and nutrient content while meeting regulatory standards. Odor control systems, leachate collection, and ventilation are critical to maintaining environmental compliance and worker safety throughout the composting process.
Monitoring and control systems are integral to biological treatment operations, providing real-time data on temperature, moisture, gas composition, and microbial activity. Laboratory analyses complement automated monitoring to verify pathogen reduction, nutrient content, moisture levels, and chemical composition of digestate and compost. Safety measures, including fire detection, gas monitoring, emergency shutdowns, and ventilation systems, are implemented to mitigate risks associated with combustible gases, oxygen-deficient environments, and microbial activity. These systems ensure consistent output quality, protect personnel, and maintain environmental compliance.
Biological treatment systems play a vital role in reducing the environmental impact of municipal solid waste by diverting organics from landfills, generating renewable energy, and producing high-quality compost and digestate for reuse. By integrating precise process control, automated monitoring, and comprehensive safety and environmental management, these systems optimize energy and nutrient recovery, transform organic waste into valuable resources, and contribute to the overall sustainability, efficiency, and environmental performance of an Integrated MSW plant.
Biological treatment systems in an Integrated MSW plant are designed to transform the organic fraction of municipal solid waste into valuable products while minimizing environmental impact and reducing the volume of residual waste. Once recyclable and non-biodegradable materials have been separated during the material recovery and sorting stages, the remaining organic waste is directed into either anaerobic digestion or aerobic composting processes depending on its characteristics, moisture content, and energy potential. Anaerobic digestion utilizes sealed, oxygen-free digesters where microorganisms break down organic matter, producing methane-rich biogas and nutrient-rich digestate. Shredding or pulping the waste before digestion increases surface area and enhances microbial efficiency, while temperature, pH, moisture content, and retention time are continuously monitored and controlled to maintain optimal biological activity. Sensors track biogas composition, volatile fatty acids, and ammonia levels, providing operators with real-time data to adjust conditions, ensuring stability and maximizing energy recovery. The biogas generated is harnessed for electricity, heat, or upgraded to biomethane for injection into natural gas networks, while digestate is further dewatered and stabilized to produce a safe, nutrient-rich soil amendment suitable for agriculture, landscaping, or land reclamation.
Aerobic composting complements anaerobic digestion by processing organic waste unsuitable for digestion, transforming it into stabilized, humus-like compost through controlled microbial decomposition. In windrows, aerated piles, or in-vessel composting units, shredded and mixed organic material is exposed to carefully regulated oxygen, moisture, and temperature conditions, with periodic turning or forced aeration to prevent anaerobic pockets and ensure uniform decomposition. The composting process also includes a curing and maturation phase, allowing microbial activity to complete the stabilization of organic matter, reduce pathogen levels, and create a product with consistent texture and nutrient content. Throughout the composting operation, odor control, ventilation, and leachate collection systems are essential to protect workers and prevent environmental contamination.
Integrated monitoring and control systems are critical to the efficiency and reliability of biological treatment operations. Automated sensors and online analyzers continuously track temperature, moisture, oxygen levels, and gas composition, while laboratory analyses validate nutrient content, heavy metal concentrations, pathogen reduction, and overall compost or digestate quality. These systems provide operators with the data needed to make real-time adjustments, optimize energy and nutrient recovery, and maintain compliance with environmental regulations. Safety systems, including fire detection, gas monitoring, ventilation, and emergency shutdown protocols, are integrated to mitigate risks associated with combustible gases, microbial activity, or oxygen-deficient conditions, ensuring both operational reliability and worker safety.
Biological treatment systems in an Integrated MSW plant not only recover energy and nutrients but also reduce greenhouse gas emissions associated with landfill decomposition, turning organic waste into valuable resources while supporting sustainability goals. By combining anaerobic digestion, aerobic composting, continuous monitoring, and robust safety measures, these systems optimize the conversion of organic waste into renewable energy, stabilized digestate, and high-quality compost, completing an essential step in the integrated approach to municipal solid waste management and contributing to the overall efficiency, environmental performance, and economic viability of the facility.
Biological treatment systems in an Integrated MSW plant are essential for managing the organic portion of municipal solid waste, converting biodegradable materials into energy, stabilized digestate, and compost while significantly reducing the volume of waste that requires landfilling. After recyclables and non-biodegradable materials have been removed during the material recovery and sorting processes, the remaining organic waste is carefully directed into either anaerobic digestion or aerobic composting processes, depending on its moisture content, composition, and energy potential. In anaerobic digestion, shredded or pulped waste is introduced into airtight digesters where microorganisms break down the organic matter in the absence of oxygen, generating methane-rich biogas alongside nutrient-rich digestate. Maintaining optimal conditions—such as temperature, pH, moisture, and retention time—is critical for microbial activity, and is continuously monitored using advanced sensors that track gas composition, ammonia levels, and volatile fatty acids, allowing operators to adjust process parameters in real time. The biogas produced can be converted into electricity, heat, or upgraded biomethane, providing renewable energy and offsetting fossil fuel use, while the digestate is dewatered and stabilized to produce a safe, nutrient-rich material suitable for agricultural or landscaping applications.
Aerobic composting processes complement anaerobic digestion by treating organic waste that is unsuitable for digestion or requires faster stabilization. Shredded and mixed organic material is arranged in windrows, aerated piles, or enclosed in-vessel systems where oxygen levels, temperature, and moisture are carefully controlled to encourage microbial decomposition. Periodic turning or forced aeration ensures uniform decomposition, preventing anaerobic pockets that could lead to odors or incomplete stabilization. A subsequent curing and maturation phase allows the compost to stabilize fully, reducing pathogens, achieving a consistent texture, and optimizing nutrient content, all while meeting regulatory standards for environmental safety and product quality. Odor control, leachate collection, and ventilation systems are integral to the process, preventing environmental contamination and protecting workers from harmful emissions.
Monitoring and control systems are deeply integrated into biological treatment operations to optimize efficiency, quality, and safety. Real-time sensors continuously track key process parameters, while laboratory analyses confirm nutrient content, moisture levels, pathogen reduction, and chemical composition of digestate and compost. Automated feedback loops allow operators to adjust aeration, moisture, or temperature to maintain optimal conditions and consistent product quality. Safety protocols, including fire detection, gas monitoring, and emergency shutdown mechanisms, mitigate risks associated with combustible gases, microbial activity, and oxygen-deficient environments, ensuring the plant operates safely and reliably.
The overall impact of biological treatment systems in an Integrated MSW plant is substantial. By diverting organics from landfills, producing renewable energy, and creating nutrient-rich soil amendments, these systems reduce greenhouse gas emissions, recover valuable resources, and support a circular economy. Through the integration of anaerobic digestion, aerobic composting, precise monitoring, and rigorous safety management, biological treatment transforms organic municipal solid waste from a liability into renewable energy and high-quality by-products, forming a crucial component of the sustainable, efficient, and environmentally responsible operation of an Integrated MSW facility.
Thermal Treatment and Energy Recovery Systems
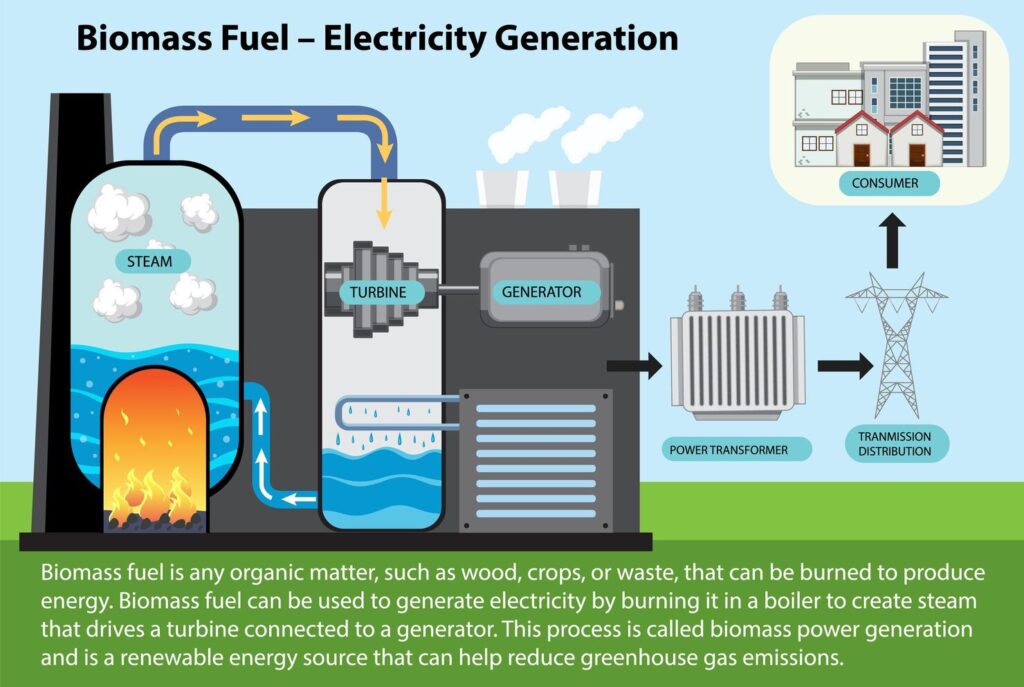
Thermal treatment and energy recovery systems in an Integrated MSW plant are designed to transform the combustible fraction of municipal solid waste into usable energy while minimizing the environmental footprint of disposal. These systems typically include incineration, gasification, pyrolysis, and other advanced thermal conversion technologies that subject waste to controlled high-temperature processes. The primary objective is twofold: reducing the overall mass and volume of waste that ultimately requires landfilling, and generating electricity, heat, or steam that can be fed into district heating networks or industrial processes. By integrating advanced combustion control, energy recovery boilers, and emissions treatment, thermal treatment facilities ensure maximum efficiency, reliability, and compliance with environmental standards.
In conventional incineration systems, mixed municipal solid waste is introduced into a specially designed furnace or combustion chamber where it is burned under carefully regulated oxygen levels. The heat released during combustion is captured in high-efficiency boilers that convert water into high-pressure steam. This steam drives turbines to generate electricity or is supplied directly for industrial heating or district energy systems. Modern incinerators are designed with multi-stage combustion zones and automated control systems that continuously monitor oxygen levels, combustion temperature, and flue gas composition, ensuring complete burning of waste, maximizing energy output, and minimizing the formation of harmful by-products.
Advanced thermal processes such as gasification and pyrolysis provide alternative energy recovery routes. Gasification involves heating waste at high temperatures in a low-oxygen environment to produce syngas, a combustible mixture of hydrogen and carbon monoxide that can be used for power generation or as a feedstock for chemical production. Pyrolysis, on the other hand, thermally decomposes waste in the absence of oxygen, producing pyrolysis oil, syngas, and char. These advanced processes are often integrated with additional cleaning and upgrading technologies to optimize fuel quality and broaden end-use applications. Though technologically more complex, gasification and pyrolysis can achieve higher energy efficiency and lower emissions compared to conventional incineration when properly managed.
A critical element of thermal treatment and energy recovery systems is the integration of flue gas cleaning and emissions control technologies. Electrostatic precipitators, fabric filters, scrubbers, selective catalytic reduction units, and activated carbon injection systems are used to remove particulates, acid gases, heavy metals, and dioxins from exhaust streams, ensuring compliance with stringent environmental regulations. Continuous emissions monitoring systems provide real-time data to operators, enabling precise adjustments to combustion conditions and treatment equipment, thereby safeguarding air quality and plant performance.
Thermal treatment also generates solid residues such as bottom ash and fly ash. Bottom ash can be processed and used as a secondary construction material after metals are recovered, while fly ash and other hazardous fractions are stabilized and disposed of in controlled conditions. These by-product management strategies further enhance the sustainability of thermal treatment systems by diverting secondary materials from landfills and contributing to a circular economy.
The role of thermal treatment and energy recovery systems in an Integrated MSW plant is indispensable, as they complement material recovery and biological treatment by handling fractions that are non-recyclable, contaminated, or unsuitable for biological processes. By providing a reliable and continuous source of renewable energy while reducing landfill dependency, these systems not only support waste diversion targets but also contribute to energy security and climate change mitigation. With modern designs emphasizing energy efficiency, robust monitoring, and strict environmental safeguards, thermal treatment and energy recovery systems stand as a cornerstone of sustainable municipal solid waste management within integrated facilities.
Thermal treatment and energy recovery systems in an Integrated MSW plant are among the most technologically advanced and critical components of modern waste management strategies, as they allow for the conversion of non-recyclable and combustible fractions of municipal solid waste into usable energy while simultaneously achieving substantial volume reduction. Unlike recycling or biological processes, which are limited to specific material streams, thermal treatment can handle a wide range of heterogeneous wastes, including contaminated, mixed, and low-quality residues that cannot be processed through other methods. In conventional incineration, waste is subjected to high-temperature combustion in specially engineered furnaces designed to ensure complete oxidation of organic matter, producing heat that is recovered in boilers to generate steam. This steam is then used to drive turbines for electricity generation or supplied directly to industrial processes and district heating networks, making the system not only a waste disposal solution but also an important contributor to renewable energy production. Continuous monitoring of combustion parameters such as temperature, oxygen concentration, and flue gas composition ensures efficient burning, minimizes the release of harmful substances, and maximizes energy recovery from each ton of waste processed.
Beyond conventional incineration, advanced thermal technologies such as gasification and pyrolysis are increasingly integrated into modern Integrated MSW plants to enhance energy efficiency and expand the range of recoverable products. Gasification subjects waste to high temperatures in a controlled, oxygen-limited environment, breaking it down into syngas, a versatile fuel composed mainly of hydrogen and carbon monoxide. This syngas can be used for power generation, district heating, or even upgraded to produce synthetic fuels and chemical feedstocks, positioning waste as a potential resource for broader industrial applications. Pyrolysis, in contrast, involves heating waste in the absence of oxygen to produce a combination of pyrolysis oil, syngas, and char, each of which has distinct applications as alternative fuels or raw materials. While more complex and capital-intensive than traditional incineration, these processes offer advantages in terms of efficiency, lower emissions, and resource recovery potential, particularly when integrated with advanced upgrading and refining systems.
A cornerstone of thermal treatment and energy recovery systems is the robust management of emissions to safeguard both the environment and public health. High-temperature combustion ensures the destruction of pathogens and hazardous organic compounds, while multi-stage flue gas cleaning systems remove particulates, acid gases, heavy metals, and persistent organic pollutants like dioxins and furans. Technologies such as electrostatic precipitators, fabric filters, wet and dry scrubbers, activated carbon injection, and selective catalytic reduction units are often used in combination to meet stringent air quality regulations. Modern facilities are equipped with continuous emissions monitoring systems that provide operators with real-time data, enabling immediate adjustments to maintain compliance and optimize efficiency. The focus on emissions control not only prevents harmful releases but also strengthens the role of thermal treatment in environmentally responsible waste management.
Residue handling is another important aspect of thermal treatment, as incineration and other high-temperature processes generate bottom ash, fly ash, and other residual materials. Bottom ash, which contains metals, glass, and mineral aggregates, can be processed to recover ferrous and non-ferrous metals and used as a construction material after proper treatment. Fly ash and other hazardous fractions are stabilized and disposed of in specially engineered facilities to prevent leaching of toxic substances. These strategies contribute to a more circular approach, as even the residues of thermal treatment are partially reintroduced into productive use, reducing reliance on virgin raw materials.
The integration of thermal treatment and energy recovery systems within an Integrated MSW plant ensures that no fraction of the waste stream is left unmanaged. While recyclables are recovered and organics are stabilized through biological treatment, thermal systems handle the remaining fractions that are unsuitable for other processes, ensuring maximum resource utilization and minimal landfill dependency. The ability to generate renewable energy from waste also aligns with broader sustainability and climate goals by displacing fossil fuel consumption and reducing greenhouse gas emissions. With their capacity for continuous operation, high energy output, and adaptability to diverse waste streams, thermal treatment and energy recovery systems not only close the loop in integrated waste management but also provide a reliable pathway for transforming waste into valuable energy resources.
Thermal treatment and energy recovery systems represent one of the most decisive advances in integrated municipal solid waste management, because they combine the dual function of reducing the volume of waste while simultaneously producing usable forms of energy. The logic behind their deployment is straightforward: a significant proportion of municipal solid waste cannot be recycled, composted, or biologically treated due to contamination, material composition, or low quality. Rather than consigning this residual fraction to landfills where it generates methane emissions and occupies valuable space, thermal treatment technologies make it possible to transform it into heat, electricity, and sometimes even fuels or chemical feedstocks. Incineration has long been the most established form of thermal treatment, where waste is combusted under carefully controlled conditions to achieve maximum destruction of organic content while ensuring that the energy released is captured efficiently through steam boilers and turbines. The reliability and scalability of incineration systems make them essential for densely populated urban areas that produce large amounts of mixed waste on a daily basis.
Beyond traditional incineration, the incorporation of advanced technologies such as gasification and pyrolysis is expanding the role of thermal treatment within modern integrated waste management plants. Gasification exposes the waste to high temperatures in an environment with limited oxygen, preventing full combustion and instead producing syngas, a mixture of carbon monoxide and hydrogen. This syngas is versatile: it can be burned in gas turbines or engines to generate electricity, refined into synthetic fuels, or even used as a feedstock in chemical production. Pyrolysis, on the other hand, involves heating the waste in the absence of oxygen, which results in products such as pyrolysis oil, char, and syngas, each of which can be further processed or directly used as an energy source. These technologies promise higher efficiency and greater flexibility in end products compared to incineration, though they require more advanced control systems and higher initial investments. The interest in these newer methods is increasing, particularly in regions where resource recovery and decarbonization strategies are priorities.
The success of thermal treatment and energy recovery systems also depends on the sophisticated environmental control technologies that are integrated into their design. High temperatures alone are not enough to ensure safety; the flue gases produced during thermal treatment contain particulates, heavy metals, acidic gases, and organic compounds that must be removed before release into the atmosphere. Modern plants are equipped with multi-stage filtration and neutralization systems, including fabric filters, electrostatic precipitators, wet scrubbers, dry lime systems, activated carbon injection, and selective catalytic reduction. Together, these systems ensure that emissions remain within strict environmental standards, while continuous monitoring equipment provides operators with real-time data to adjust operations when necessary. The ability to demonstrate compliance with stringent air quality regulations has been fundamental in securing public acceptance of thermal treatment facilities, which historically faced opposition due to concerns about pollution and health impacts.
A key aspect that complements energy recovery is the handling of residues generated by thermal processes. Even after complete combustion or high-temperature conversion, materials such as bottom ash, fly ash, and filter residues remain. Instead of viewing these as waste, many modern plants treat them as secondary resources. Bottom ash, which often contains metals, minerals, and inert materials, can be processed to recover ferrous and non-ferrous metals, while the remaining mineral fraction can be used as aggregate in construction. Fly ash and filter residues, which contain higher concentrations of hazardous substances, are typically stabilized through chemical processes and disposed of in secure facilities, preventing environmental contamination. This approach further enhances the circular economy dimension of thermal treatment, ensuring that even the by-products of waste-to-energy processes are put to beneficial use whenever possible.
In the broader framework of integrated MSW plants, thermal treatment and energy recovery systems serve as the final step that ensures a complete and balanced approach to waste management. After recyclables have been extracted and organics have been treated biologically, these systems deal with the residual fraction that would otherwise have no outlet. By converting it into electricity and heat, they reduce dependence on fossil fuels and make cities more self-sufficient in energy. In regions where district heating networks exist, the heat from waste incineration can supply thousands of households and industrial facilities, offering a highly efficient use of energy that would otherwise be lost. In this way, thermal treatment closes the loop of integrated waste management, ensuring that every portion of the waste stream is addressed in a productive manner. More than just a disposal option, these systems are now recognized as an energy resource in their own right, playing an important role in the transition toward cleaner energy systems and more sustainable cities.
Thermal treatment and energy recovery systems are increasingly recognized as an indispensable component of sustainable waste management strategies, as they address one of the most persistent challenges faced by modern societies: the handling of residual municipal solid waste that cannot be recycled or treated biologically. These systems operate on the principle that waste still contains significant calorific value, and by applying advanced thermal processes, this latent energy can be extracted in the form of heat, electricity, or fuels. The most widely implemented method, incineration, has evolved dramatically over the last few decades, moving from a purely disposal-oriented technology to a highly efficient energy recovery process. Contemporary waste-to-energy plants are designed with cutting-edge boilers and steam turbine systems that maximize energy yield, enabling them to supply both electricity to the grid and heat to district heating networks. This dual role of waste reduction and energy provision makes thermal treatment particularly attractive in urban centers, where space for landfills is limited, and demand for energy is constant.
At the same time, the limitations of traditional incineration have encouraged the development and implementation of alternative technologies such as gasification and pyrolysis, which are often grouped under the umbrella of advanced thermal treatment. Gasification operates under conditions of limited oxygen, producing a synthetic gas, or syngas, which can be used to power gas turbines, generate electricity, or be refined into chemicals and fuels. This process offers greater flexibility and can achieve higher energy efficiency compared to direct combustion. Pyrolysis, by contrast, occurs in the absence of oxygen and yields a range of outputs including oils, gases, and solid char, all of which have potential industrial and energy applications. Both methods align with the principles of a circular economy by turning waste into valuable secondary products rather than solely focusing on its destruction. While these technologies are still maturing and often require higher investment and tighter operational controls, they represent the future direction of thermal treatment and energy recovery systems, particularly as nations seek to reduce greenhouse gas emissions and dependence on fossil fuels.
Environmental performance is one of the defining characteristics of modern thermal treatment systems, as their widespread adoption depends on the ability to control and minimize pollutants. Historically, incinerators were associated with heavy pollution, but today’s systems are equipped with state-of-the-art flue gas cleaning technologies that ensure compliance with stringent regulations. Multi-stage systems that include electrostatic precipitators, baghouse filters, activated carbon dosing, wet scrubbers, and catalytic converters effectively remove particulates, dioxins, heavy metals, and acidic gases, resulting in emissions that often fall well below regulatory thresholds. In parallel, continuous monitoring systems allow operators to adjust parameters in real time, ensuring consistent performance. The development of these advanced pollution control measures has been crucial in gaining public trust and has transformed thermal treatment into a socially acceptable and environmentally viable solution. Instead of being seen as a source of pollution, modern plants are now recognized as examples of engineering sophistication that combine efficiency, safety, and sustainability.
Another important aspect of thermal treatment and energy recovery systems is the management of solid residues such as bottom ash and fly ash. These by-products represent a smaller fraction of the original waste volume but still require careful treatment. Bottom ash, which is the non-combustible fraction remaining after combustion, often contains metals, minerals, and inert materials. Many facilities now recover valuable metals from this ash and repurpose the remaining mineral fraction in applications such as road construction or as aggregate in building materials, thereby reducing the demand for virgin raw materials. Fly ash and filter residues, which are more hazardous due to their concentration of contaminants, undergo stabilization and secure disposal processes to prevent environmental harm. This comprehensive approach ensures that the waste stream is managed in its entirety, from energy recovery to safe by-product handling, leaving almost no fraction untreated or unmanaged.
The broader significance of thermal treatment and energy recovery systems lies in their integration into municipal energy and resource strategies. Beyond simply reducing landfill dependency, these systems contribute directly to urban resilience and energy security. Electricity generated from waste-to-energy plants reduces reliance on conventional power plants fueled by coal, gas, or oil, while heat produced in combined heat and power configurations supports district heating networks that serve residential and industrial customers. In this sense, waste becomes not just a liability to be managed but an asset that supports sustainable energy transitions. This dual contribution is particularly important in the context of climate change, where thermal treatment helps mitigate methane emissions from landfills while displacing fossil fuel consumption. By aligning waste management with energy policy, thermal treatment and energy recovery systems reinforce the interconnected goals of environmental protection, resource efficiency, and clean energy generation, making them a cornerstone of future-oriented urban infrastructure.
Storage and Logistics Systems
Storage and logistics systems in the context of integrated waste-to-energy and material recovery facilities play a fundamental role in ensuring that the entire operation functions with efficiency, safety, and continuity. These systems bridge the gap between waste reception, preprocessing, treatment, and final energy recovery or disposal, acting as the organizational backbone of the plant. Waste materials, whether in their raw form, processed fractions such as refuse-derived fuel (RDF) or solid recovered fuel (SRF), or by-products like ash, must be stored under carefully controlled conditions to prevent degradation, contamination, or hazards such as fire risks. The design of storage areas takes into account the type of material, its calorific value, moisture content, and potential environmental impacts. Enclosed silos, bunkers, and dedicated warehouses are often used to ensure that materials are shielded from weather conditions, to minimize dust emissions, and to reduce odors. These storage facilities are typically designed for a certain buffer capacity, allowing plants to maintain stable operations even when incoming waste flows are irregular or when maintenance requires temporary halts in processing units.
The logistics systems associated with these storage areas ensure the smooth transfer of materials between different stages of the plant and from the plant to external users or disposal facilities. Conveyors, automated cranes, loaders, and transport vehicles are key components of these systems, enabling materials to be moved in large volumes while minimizing manual handling. In RDF and SRF plants, the logistics infrastructure is particularly important, as fuels must often be transported not only within the facility but also to external combustion plants, cement kilns, or gasification units. To achieve this, logistics systems integrate weighing, compacting, and baling equipment, which facilitate cost-effective transport while ensuring that the material maintains consistent quality during transit. Advanced tracking systems are also employed, with sensors and data-driven monitoring ensuring that the movement of waste and by-products can be traced in real time. This digitalization of logistics increases transparency and provides critical operational data, helping operators optimize throughput, anticipate bottlenecks, and reduce downtime.
Another essential element of storage and logistics systems is the focus on safety and environmental compliance. Storage areas must be designed with fire prevention systems, including temperature monitoring, inert gas injection, and automatic sprinkler systems, as combustible materials like RDF and SRF can present significant fire hazards if not managed carefully. Logistics operations, particularly those involving vehicle traffic and automated cranes, are also subject to strict safety regulations to prevent accidents and injuries. From an environmental perspective, storage facilities incorporate leachate collection systems, dust suppression technologies, and ventilation systems to ensure that operations do not impact surrounding communities or ecosystems. In some cases, storage areas are fitted with negative pressure and odor treatment systems to maintain air quality and avoid nuisance issues. This attention to safety and environmental protection underlines the importance of storage and logistics not only as operational necessities but also as pillars of plant sustainability and public acceptance.
The role of storage and logistics systems extends beyond internal plant operations into the broader context of urban waste management and energy supply chains. By enabling the controlled accumulation, preparation, and dispatch of waste-derived fuels and by-products, these systems provide the flexibility required to match supply with demand. For example, RDF may need to be stored for several weeks before being transported to a cement kiln during peak demand, or heat and electricity generation may require steady input despite fluctuations in incoming waste. In this way, storage and logistics systems buffer variability, ensuring that integrated waste treatment plants can function as reliable contributors to energy systems and industrial supply chains. As cities move toward smart infrastructure and more interconnected resource networks, the integration of digital logistics platforms, automated transport solutions, and predictive analytics will make storage and logistics systems even more central to plant efficiency. By combining physical infrastructure with intelligent data-driven control, these systems ensure that the entire waste-to-energy and material recovery process operates seamlessly, sustainably, and in alignment with both environmental and economic goals.
Storage and logistics systems are essential components in the overall functioning of modern integrated waste management facilities, as they provide the critical link between waste reception, processing, treatment, and the final stages of utilization or disposal. Without well-designed storage and logistics infrastructure, even the most advanced biological or thermal treatment systems cannot achieve their full potential, as continuous and stable operation depends heavily on the consistent flow and proper handling of materials. These systems are not just about providing physical space; they are about ensuring that waste and waste-derived products are managed in a way that maintains their quality, prevents environmental risks, and supports the efficiency of the plant as a whole. Storage areas are designed with buffer capacity to absorb fluctuations in incoming waste quantities and to allow for operational flexibility during equipment maintenance or temporary plant shutdowns. Depending on the nature of the material—whether raw municipal solid waste, pre-sorted recyclables, RDF, SRF, organic fractions for composting, or by-products such as ash—storage systems must provide conditions that prevent degradation, contamination, or hazards. This often requires specialized enclosures, silos, bunkers, or warehouses, equipped with ventilation, dust suppression, and fire prevention measures to ensure safety and environmental compliance.
The logistics aspect of these systems is equally critical, as it enables the smooth and efficient movement of materials within the facility and to external destinations. Conveyors, automated cranes, hoppers, loaders, and specialized vehicles are integrated into plant design to minimize manual handling, reduce downtime, and optimize the throughput of materials across different stages. In many cases, logistics systems incorporate advanced automation and real-time monitoring, allowing operators to track material flows, identify bottlenecks, and adjust operations dynamically to maintain balance between processing units. For plants producing RDF or SRF, logistics takes on an added dimension, as these fuels often need to be transported to off-site users such as cement kilns, power plants, or industrial boilers. This requires not only storage solutions that maintain fuel quality but also packaging, compacting, and baling systems that make long-distance transport cost-effective and efficient. The ability to coordinate these logistics effectively ensures that the facility is not just a treatment site but also a reliable supplier of secondary raw materials and alternative fuels to the wider economy.
Safety and environmental performance are central to the design of storage and logistics systems, given the inherent risks associated with handling combustible materials, biodegradable waste, or hazardous by-products. Fire prevention systems such as temperature monitoring sensors, automatic sprinklers, and inert gas injection are often incorporated into RDF and SRF storage facilities to minimize the risk of spontaneous combustion. For organic waste storage, odor control systems, leachate collection infrastructure, and biofiltration units are critical to prevent nuisances and protect surrounding environments. Logistics operations, particularly those involving large vehicles, automated machinery, and continuous conveyor systems, must also be managed under strict occupational health and safety guidelines to protect workers and ensure smooth plant operations. Environmental monitoring is equally important, with dust control, noise reduction, and air quality management systems integrated into storage and logistics design to maintain compliance with regulatory standards and to foster public acceptance of the facility. These measures not only safeguard the operational continuity of the plant but also demonstrate the alignment of waste management practices with broader sustainability goals.
Beyond their technical and operational functions, storage and logistics systems also play a strategic role in connecting waste management facilities with urban resource networks and energy supply chains. They act as a buffer that allows plants to balance variability in incoming waste streams with the steady demand for outputs such as energy, heat, or alternative fuels. This buffering capacity is especially important in regions with seasonal variations in waste generation or fluctuating industrial fuel demand, as it ensures stability in supply and reliability in performance. Increasingly, digitalization is transforming storage and logistics systems through the integration of smart sensors, automated control platforms, and predictive analytics. These technologies allow operators to forecast storage needs, optimize transport routes, minimize energy use in logistics, and prevent disruptions before they occur. In this sense, storage and logistics systems are no longer seen as passive infrastructure but as active, intelligent components of the plant’s operational ecosystem. They enable waste-to-energy and material recovery facilities to function not only as treatment centers but also as flexible, data-driven hubs within the circular economy, providing environmental, economic, and social value far beyond their immediate boundaries.
Storage and logistics systems in an integrated municipal solid waste plant form the backbone of continuous operations, ensuring that waste streams and recovered products are handled, organized, and transported efficiently within the facility and beyond. Their role extends far beyond simply providing a place to keep waste; they maintain the flow of materials at every stage, absorb fluctuations in incoming waste volumes, and guarantee that outputs such as recyclables, compost, RDF, SRF, or energy by-products are managed in a secure and reliable manner. Storage systems are carefully engineered to accommodate the different characteristics of materials. For instance, mixed municipal solid waste often requires enclosed bunkers or silos with proper aeration and leachate collection, while recovered recyclables are stored in designated areas to prevent contamination and maintain their market value. By tailoring storage infrastructure to each material stream, the plant ensures operational continuity and safeguards the quality of both inputs and outputs, which is fundamental to the overall efficiency and economic viability of the facility.
The logistics element of these systems ensures the seamless transfer of materials between processing units and toward final destinations, whether inside the plant or off-site. Conveyors, automated grab cranes, hoppers, and loaders are used to move large quantities of waste or intermediate products with minimal manual intervention, reducing labor intensity and ensuring safety. Advanced facilities increasingly adopt automated and computerized logistics management tools, which allow real-time monitoring of material flows, dynamic adjustment of storage levels, and predictive planning for transportation needs. This level of integration ensures that even when waste deliveries peak, or when certain processing lines undergo maintenance, the plant maintains steady throughput without disruptions. For facilities producing alternative fuels like RDF or SRF, logistics systems often extend to specialized packaging and baling equipment, which prepare the fuel for efficient transport to industrial users such as cement kilns or power stations. These downstream logistics not only ensure that waste-derived products are delivered in usable form but also reinforce the plant’s role as a crucial contributor to energy supply chains and the circular economy.
Safety and environmental considerations are at the core of storage and logistics system design. Waste materials, especially combustible fractions like RDF and SRF, pose risks of fire or spontaneous ignition, which is why facilities are equipped with temperature sensors, fire suppression systems, and inert gas injection to minimize hazards. For biodegradable waste and organic fractions, odor management, leachate collection, and ventilation systems are indispensable to prevent nuisances and environmental pollution. Dust suppression, noise control, and sealed enclosures are employed to maintain air quality and reduce the environmental footprint of the storage and logistics operations. Equally important are occupational safety measures, since the interaction between heavy machinery, moving conveyors, and human workers presents inherent risks. Plants implement strict operational protocols, machine guarding, and automated controls to minimize accidents and ensure smooth, uninterrupted functioning. These measures not only ensure compliance with environmental and health regulations but also build trust with nearby communities by demonstrating that waste is being handled responsibly and safely.
In modern integrated plants, storage and logistics systems are also increasingly viewed through the lens of digitalization and optimization. Smart sensors, Internet of Things (IoT) platforms, and predictive analytics enable operators to anticipate material flow patterns, optimize space utilization, and plan transport routes with high precision. Such advancements transform storage and logistics from passive support systems into active drivers of plant efficiency. They help align waste inflows with processing capacity, match product outputs with market demand, and reduce operational costs by minimizing energy consumption in logistics operations. Moreover, by connecting with external distribution networks, these systems enable plants to function as reliable suppliers of secondary resources, whether in the form of recyclables, alternative fuels, or compost. In this sense, storage and logistics are not just about internal operations but about integrating the plant into wider economic and industrial ecosystems, making them indispensable to the vision of sustainable, circular waste management.
Monitoring and Quality Control Systems
Monitoring and quality control systems in an integrated municipal solid waste (MSW) plant represent the central nervous system that ensures every stage of the process functions efficiently, safely, and in compliance with environmental regulations. These systems are designed not only to track and record operational parameters but also to provide real-time insights that help operators make informed decisions, adjust workflows, and prevent failures before they occur. By integrating sensors, automation platforms, and advanced data analytics, monitoring and quality control guarantee that waste is processed according to defined performance standards, that outputs such as recyclables, RDF, SRF, compost, or recovered energy meet market and regulatory requirements, and that emissions and residues remain within permitted limits. Their role is crucial in turning complex, multi-stream plants into reliable and predictable facilities that deliver consistent results.
A critical function of monitoring systems is the continuous tracking of material flows, energy consumption, and operational efficiency. From the reception area to final storage and logistics, sensors and automation units monitor conveyor speeds, shredder throughput, drying temperatures, fermentation conditions in biological treatment, combustion parameters in thermal systems, and output quality in sorting lines. These real-time data points are sent to centralized control rooms, where operators can visualize plant performance through dashboards and alarms, enabling them to take corrective actions instantly when deviations occur. Quality control systems extend this oversight by verifying the purity of recyclable streams, the calorific value of RDF and SRF, the maturity of compost, or the caloric output of thermal units, ensuring that all products meet specifications. Without this rigorous oversight, plants risk producing materials that lack market acceptance, generating emissions above allowable thresholds, or experiencing inefficiencies that undermine profitability and sustainability.
The environmental monitoring dimension of these systems is equally important, as waste processing inevitably generates emissions, residues, and potential risks that must be carefully managed. Air emissions are continuously monitored for pollutants such as particulate matter, nitrogen oxides, sulfur dioxide, heavy metals, and dioxins, with data fed to both plant operators and regulatory bodies to ensure compliance. Water discharges and leachate treatment systems are also tracked to prevent contamination of surrounding ecosystems. Odor, noise, and dust levels are often monitored in real-time, especially in sensitive areas like waste reception, composting tunnels, or RDF storage halls, to safeguard workers and maintain good relations with surrounding communities. This comprehensive environmental monitoring ensures that plants operate transparently and responsibly, aligning with sustainability goals and building public confidence in the facility.
Another layer of importance in monitoring and quality control systems lies in predictive maintenance and process optimization. By collecting long-term operational data, plants can identify patterns that signal equipment wear, clogging risks, or efficiency drops. Advanced analytics and machine learning tools are increasingly applied to predict failures before they occur, schedule maintenance with minimal downtime, and optimize energy use across the facility. This not only reduces operational costs but also extends the life of critical equipment such as shredders, dryers, boilers, or sorting machinery. Quality control data also feed into process optimization by allowing operators to fine-tune separation technologies, drying cycles, or combustion parameters, thereby maximizing recovery rates, fuel quality, and energy yields.
In modern facilities, monitoring and quality control systems are designed as integrated digital ecosystems that connect every aspect of the plant, often through Supervisory Control and Data Acquisition (SCADA) platforms or other advanced control architectures. These platforms bring together operational data, environmental monitoring, and quality assurance into one interface, enabling a holistic view of the plant’s performance. Increasingly, remote access, cloud connectivity, and AI-based analysis are incorporated, allowing operators, engineers, and regulators to oversee plant activities from virtually anywhere. This not only enhances operational transparency but also supports continuous improvement, as data-driven insights can be shared across multiple plants in a network, fostering innovation and best practices in integrated waste management.
Monitoring and quality control systems in an integrated municipal solid waste plant serve as the backbone of operational reliability, ensuring that every process, from the moment waste enters the facility to the point where energy, fuel, or secondary materials leave, is carried out safely, efficiently, and in line with environmental regulations. These systems are designed not only to track parameters but also to anticipate problems, optimize performance, and maintain the quality of all outputs. Sensors, data acquisition platforms, and automation technologies work together to create a detailed picture of how the plant is performing at any given moment. Whether it is measuring the throughput of shredders, the purity of sorted recyclables, the calorific value of RDF and SRF, or the stability of compost, these systems provide the necessary precision to ensure that the plant delivers results that are both economically viable and environmentally responsible.
At the operational level, monitoring and quality control systems provide continuous feedback on the mechanical and biological processes that occur inside the facility. They track temperatures, humidity levels, conveyor speeds, pressure levels, and energy consumption, while simultaneously assessing the consistency and quality of materials as they move through different processing stages. This allows operators to make adjustments in real time, such as altering drying cycles, optimizing combustion in furnaces, or fine-tuning sorting algorithms to maximize recovery. By doing so, the plant not only maintains high efficiency but also reduces the risk of failures, bottlenecks, or costly downtime. Quality control complements this by testing outputs to confirm that they meet market requirements. Recyclables must be free of contamination to enter supply chains, RDF and SRF must meet calorific and mechanical standards for industrial users, and compost must pass maturity and safety checks to be suitable for agricultural applications. Without these checks, the entire purpose of integrated waste management—to generate useful resources from waste—would be undermined.
Environmental protection is another crucial function of monitoring and quality control systems, as waste processing plants operate under strict regulations governing emissions, effluents, and by-products. Air quality is constantly monitored, with sensors measuring pollutants such as dust, nitrogen oxides, sulfur compounds, dioxins, and heavy metals. Any deviations trigger alarms and automatic corrective responses to ensure emissions remain within legal limits. Wastewater treatment and leachate management are also closely supervised, with sensors detecting chemical composition and volume to prevent contamination of soil or groundwater. Odor and noise levels are often monitored in real time, especially in facilities located near urban areas, to maintain community acceptance and minimize nuisances. These environmental safeguards are integrated into the same monitoring framework that oversees mechanical and biological processes, ensuring a comprehensive and unified control approach that keeps the plant in full compliance while reinforcing its role as a sustainable and responsible solution to waste management.
Another important layer of these systems lies in predictive maintenance and long-term process optimization. The continuous collection of operational data allows patterns and trends to be identified that would be impossible to see otherwise. Predictive analytics, often supported by artificial intelligence, can signal when a shredder blade is wearing out, when a conveyor is overloaded, or when a furnace is losing efficiency. This foresight allows for maintenance to be scheduled proactively, reducing unplanned downtime and extending the life of critical equipment. Similarly, by analyzing the performance of different process lines, operators can fine-tune them to improve recovery rates, minimize energy consumption, and reduce operational costs. In this way, monitoring and quality control are not just reactive tools but active enablers of efficiency, reliability, and continuous improvement across the entire plant.
The integration of monitoring and quality control systems into digital platforms further elevates their role in modern waste facilities. Supervisory Control and Data Acquisition (SCADA) systems or advanced control networks bring together data from every sensor, machine, and environmental monitoring unit, providing operators with real-time dashboards and reports. Increasingly, these platforms are connected to cloud-based systems, allowing for remote oversight, data sharing across multiple plants, and advanced analytics that support long-term strategic decision-making. By unifying operations under a single control ecosystem, the plant functions more like a smart industrial hub than a traditional waste facility, capable of adapting dynamically to changes in waste composition, energy demand, and regulatory standards. These advancements position monitoring and quality control systems not as supporting functions but as the core enablers of efficiency, sustainability, and resilience in integrated municipal solid waste management.
Residue Handling and Disposal Systems
Residue handling and disposal systems in an integrated municipal solid waste plant represent the essential final stage of the overall process, where materials that cannot be recycled, recovered, or transformed into energy are managed in a controlled and environmentally sound manner. Even the most advanced waste treatment facilities inevitably generate residues such as bottom ash from incineration, fly ash captured in flue gas cleaning, contaminated fines from sorting, non-recyclable plastics, and inert materials that have no further use. Without an effective system in place, these by-products could compromise the efficiency of the plant and undermine its environmental objectives. Residue handling is therefore designed to minimize volume, reduce potential environmental hazards, and ensure that what remains is disposed of safely, often in engineered landfills or through specialized treatment processes that neutralize harmful properties. The guiding principle is to ensure that residues are managed in a way that is consistent with circular economy goals, reducing long-term impacts while maintaining compliance with stringent regulations.
A key aspect of residue handling involves the stabilization and conditioning of these materials before disposal. For example, bottom ash from thermal treatment systems may be quenched, cooled, and then screened to recover ferrous and non-ferrous metals, reducing the amount that ultimately requires disposal while also extracting additional value. Fly ash and flue gas cleaning residues, which often contain hazardous substances such as heavy metals and soluble salts, require more specialized treatment, such as solidification, vitrification, or chemical stabilization, to render them inert. By integrating these treatment steps directly into the plant, the residue management process reduces the environmental risk associated with landfilling while also reducing the logistical burden of transporting untreated waste to external facilities. This kind of pre-treatment ensures that even residues contribute, indirectly, to the plant’s mission of maximizing recovery and minimizing environmental harm.
The logistics of handling and transporting residues is another critical component of the system. Conveyors, silos, sealed containers, and pneumatic transfer systems are often used to move residues efficiently from process lines to designated treatment or storage areas. Careful attention is given to dust suppression, containment, and safe handling to protect workers and prevent accidental releases into the environment. For hazardous residues, such as fly ash or certain chemical by-products, closed systems and high-level safety standards are applied to prevent contamination of air, soil, and water. Once residues are treated and conditioned, they are transported to approved disposal sites, often engineered sanitary landfills equipped with liners, leachate collection systems, and gas management infrastructure to ensure that the environmental footprint of disposal is as low as possible. In some cases, inert residues may even find secondary applications, such as being used in construction materials, road base layers, or other industrial processes, further closing the loop in resource recovery.
From a regulatory perspective, residue handling and disposal systems must adhere to strict environmental standards that govern every stage of the process. Continuous monitoring of leachate, groundwater, and air quality is often mandated for disposal facilities, while treatment plants must document and certify that hazardous components have been properly neutralized before transport or final disposal. Advanced residue management systems integrate these requirements into the overall monitoring framework of the plant, ensuring traceability and accountability for every ton of residue generated. This not only helps the plant maintain compliance but also reinforces its role as a transparent and responsible partner in waste management. Additionally, by tracking residue composition and volumes over time, operators gain insights into process efficiency and can identify opportunities for further improvement in waste recovery and energy generation.
Ultimately, residue handling and disposal systems act as the safeguard that ensures the integrity of the entire municipal solid waste management cycle. They guarantee that even when materials cannot be reused, recycled, or recovered for energy, they are managed in a way that protects the environment, public health, and community trust. Far from being a passive end-of-pipe solution, modern residue handling systems embody the principles of sustainable waste management by actively reducing hazardous potential, maximizing recovery of valuable fractions, and ensuring safe long-term containment. In doing so, they enable integrated MSW plants to deliver on their promise of minimizing landfill dependency, closing resource loops, and contributing to the broader goals of a circular economy.
Residue handling and disposal systems are an integral part of any modern municipal solid waste management facility, providing the final stage where materials that cannot be recovered, recycled, or converted into energy are managed in a controlled and environmentally responsible manner. Even with the most sophisticated recycling, biological treatment, and thermal conversion processes, a fraction of waste inevitably remains as residues, including bottom ash from incineration, fly ash and filter dust from flue gas cleaning systems, non-recyclable plastics, contaminated fines from sorting, and inert materials that lack any practical reuse. The design and operation of residue handling systems are critical for ensuring that these by-products do not compromise the efficiency of the plant, do not pose a risk to human health or the environment, and are managed in accordance with regulatory standards. These systems aim to minimize the volume of residues, stabilize potentially hazardous components, and direct them to appropriate disposal or beneficial reuse pathways, aligning with the broader principles of circular economy and resource efficiency.
A central element of residue handling is the processing and stabilization of materials before final disposal. Bottom ash generated in thermal treatment systems is often quenched and cooled, then screened to recover metals such as iron, aluminum, and copper, which can be returned to industrial supply chains, reducing both disposal volumes and raw material demand. Fly ash and filter dust, which are often enriched with heavy metals, dioxins, or soluble salts, undergo specialized treatments such as chemical stabilization, solidification, or vitrification to render them inert and safe for storage or landfill disposal. Contaminated fines and other non-recyclable residues may also be blended or treated to reduce leachability, combustibility, or other environmental risks. By incorporating these pre-treatment steps directly within the plant, the management of residues reduces long-term environmental hazards while also creating opportunities to recover secondary resources, reinforcing the plant’s overall efficiency and sustainability.
Equally important is the logistics of residue handling, which ensures that residues are transported safely within the facility and, when necessary, to off-site disposal locations. Conveyors, silos, sealed containers, and automated handling systems are used to move residues with minimal manual intervention, maintaining containment and preventing dust emissions or accidental releases. Special attention is given to safety when handling combustible residues such as RDF ash or flammable fractions, with fire detection and suppression systems integrated into storage areas. For hazardous or chemically reactive residues, enclosed systems, inert gas blanketing, and continuous monitoring are employed to prevent environmental contamination or worker exposure. Once residues are stabilized, they are typically directed to engineered sanitary landfills equipped with liners, leachate collection systems, and gas management infrastructure, ensuring long-term containment and protection of surrounding soil, groundwater, and air quality. In some cases, inert residues can even find secondary applications in construction materials, road base, or industrial aggregates, further contributing to resource recovery and circular economy principles.
Environmental and regulatory compliance is a continuous focus for residue handling and disposal systems. Modern plants integrate residue management with the overall monitoring and control framework, tracking the composition, volume, and treatment status of every batch of residue generated. This ensures transparency, traceability, and accountability for the facility’s outputs, while also providing operators with valuable data for process optimization. Leachate, dust, and emissions are continuously monitored to prevent environmental impacts, and quality control measures are applied to ensure that residues destined for landfills or secondary uses meet safety standards. In addition, long-term data from residue handling systems can inform decisions about process adjustments, material separation efficiency, and energy recovery, creating a feedback loop that enhances the overall performance of the plant.
In modern integrated waste facilities, residue handling and disposal are no longer seen as a passive end-of-line activity but as an active component of sustainable waste management. By carefully stabilizing, managing, and, where possible, recovering value from residues, plants minimize environmental risks, reduce landfill demand, and contribute to the creation of secondary resources. These systems, when combined with automated logistics, continuous monitoring, and advanced treatment techniques, ensure that the final stage of waste management supports the broader goals of operational efficiency, environmental protection, and circular economy integration. Residue handling and disposal systems thus transform what could be a purely problematic waste fraction into a managed, monitored, and, in some cases, beneficial component of an integrated municipal solid waste strategy, completing the loop from collection to safe and responsible final management.
Residue handling and disposal systems are a critical and often complex part of modern integrated municipal solid waste management facilities, serving as the final stage where materials that cannot be reused, recycled, or converted into energy are carefully managed to minimize environmental impacts and ensure compliance with stringent regulations. Even in highly optimized plants with advanced material recovery, biological treatment, and thermal conversion systems, a portion of waste always remains as residues, including bottom ash from incineration, fly ash from flue gas treatment, non-recyclable plastics, contaminated fines from sorting, inert debris, and occasionally hazardous fractions that require specialized handling. The challenge lies in not only storing and transporting these residues safely but also in treating and conditioning them so that their potential environmental risks, such as leachate formation, dust emissions, or toxicity, are minimized. This ensures that the facility maintains its operational integrity and contributes to sustainable waste management goals while protecting surrounding communities and ecosystems.
A key focus of residue handling is the treatment and stabilization of residues prior to disposal or further utilization. Bottom ash from thermal treatment, for instance, often undergoes quenching, cooling, and mechanical separation to recover valuable metals such as iron, aluminum, and copper, which can be recycled back into industrial production chains. Fly ash, filter dust, and other fine particulate residues, which may contain hazardous components including heavy metals, soluble salts, and dioxins, are typically treated using chemical stabilization, solidification, or inertization processes to render them safe for landfill or secondary use. Inert or non-hazardous residues may be conditioned and compacted to reduce volume, facilitating safer handling, easier transport, and more efficient landfill space utilization. By implementing these pre-treatment and stabilization steps on-site, plants reduce both the environmental footprint and the logistical burden associated with off-site disposal, while also extracting as much value as possible from materials that would otherwise be discarded.
The logistics and operational management of residue handling are equally critical, as residues must be moved efficiently and safely from the processing lines to storage or disposal areas. Conveyors, automated cranes, hoppers, silos, and sealed transport containers are commonly used to minimize manual handling, control dust emissions, and prevent accidental spillage or contamination. Residues that are combustible or reactive require additional safety measures such as temperature monitoring, fire detection and suppression systems, and inert gas blanketing to prevent fire hazards. When residues are transported to off-site disposal or secondary use facilities, detailed tracking and documentation systems ensure traceability, regulatory compliance, and accountability for the materials leaving the plant. Properly designed logistics systems also allow the plant to balance internal storage capacity, manage variable flows of incoming waste, and maintain continuous operations without bottlenecks or interruptions, which is crucial for facilities operating at large scale or serving urban areas with fluctuating waste generation rates.
Environmental monitoring and regulatory compliance are integral to the function of residue handling and disposal systems. Continuous monitoring of leachate, emissions, dust, and potential contaminants ensures that residues do not pose hazards to soil, water, or air, and that any deviations from safety thresholds are promptly addressed. Engineered landfills receiving treated residues are equipped with impermeable liners, leachate collection and treatment systems, and gas management infrastructure to prevent long-term environmental impacts. Some facilities may also explore beneficial reuse of residues, such as using inert ash fractions in road construction, cement production, or as aggregate for industrial applications, which not only diverts waste from landfills but also creates a secondary resource, contributing to circular economy objectives. The integration of monitoring, quality control, and residue handling systems ensures that even materials traditionally considered waste are managed responsibly, safely, and efficiently.
In essence, residue handling and disposal systems transform the final and often most challenging aspect of waste management into a structured, controlled, and environmentally sustainable process. By combining treatment, stabilization, automated logistics, and continuous monitoring, modern plants are able to reduce hazards, optimize material flows, and extract residual value from waste streams. These systems ensure that residues do not compromise the efficiency or environmental performance of the facility while supporting compliance with regulatory frameworks and promoting public trust. Rather than being a passive endpoint, residue handling is an active and indispensable component of integrated waste management, completing the cycle from collection to final, responsible disposal or utilization and enabling the facility to achieve its full potential in sustainability and resource recovery.
Integrated MSW Plant
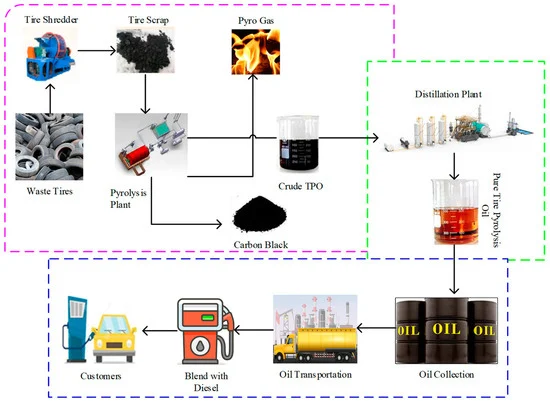
An integrated municipal solid waste (MSW) plant represents the most advanced approach to urban waste management, combining multiple treatment and recovery technologies into a single, cohesive system that maximizes resource recovery, minimizes environmental impact, and ensures operational efficiency. Unlike traditional landfills or single-purpose facilities, integrated plants are designed to handle the full spectrum of municipal waste, including organic fractions, recyclables, residual combustible materials, and inert substances. The central philosophy behind these plants is to treat waste not as a problem to be buried but as a resource to be sorted, processed, converted into energy, or safely disposed of. By integrating material recovery, biological treatment, thermal treatment, residue management, and energy recovery in a single operation, these facilities can achieve high levels of efficiency and sustainability while meeting regulatory requirements and community expectations.
At the front end of the plant, reception and preprocessing areas serve as the gateway for all incoming waste streams. Trucks and collection vehicles deposit waste onto tipping floors equipped with automated conveyors and sorting stations, where large non-processable items are removed and waste is prepared for further processing. Preprocessing can include shredding, screening, and homogenization to create a more uniform material flow suitable for the subsequent treatment stages. This step is critical because the efficiency of downstream systems—whether material recovery facilities, composting lines, or thermal conversion units—depends heavily on the consistency and quality of the feedstock. Effective preprocessing reduces equipment wear, increases recovery rates, and allows for better control of emissions and residues throughout the plant.
Material recovery and sorting systems constitute another central element of integrated MSW plants, aiming to extract recyclable and reusable materials from the incoming waste stream. Through a combination of mechanical separation, air classification, magnetic and eddy current separation, and advanced optical sorting technologies, metals, plastics, paper, glass, and other recoverable fractions are systematically separated. Manual sorting stations supplement automated systems to ensure high-quality recovery, particularly for complex materials or items that require visual inspection. The outputs from these sorting systems are then prepared for market, baled, or transported for further processing, creating a revenue stream that offsets operational costs and promotes circular economy objectives.
Biological treatment systems, including composting and anaerobic digestion units, process the organic fraction of MSW, transforming biodegradable waste into stabilized compost or biogas. Composting units operate under controlled aerobic conditions, managing temperature, moisture, and aeration to accelerate decomposition while minimizing odor and leachate generation. Anaerobic digestion units convert organics into biogas, which can be used for heat, electricity, or combined heat and power production. These systems not only reduce the volume of waste destined for landfills but also generate renewable energy and high-quality soil amendments, contributing directly to environmental sustainability goals.
Thermal treatment and energy recovery systems form the core of integrated plants that manage residual combustible materials. Incineration units, often equipped with advanced grate systems or fluidized beds, convert non-recyclable waste into thermal energy, which is then harnessed to produce steam, electricity, or district heating. Sophisticated flue gas cleaning systems ensure that emissions meet strict environmental standards, capturing particulate matter, acidic gases, heavy metals, and other pollutants. Residues from thermal processes, such as bottom ash and fly ash, are subsequently stabilized, sorted for metal recovery, and safely disposed of or used in secondary applications, closing the loop on material management.
Residue handling and disposal systems complement these processes by managing fractions that cannot be recovered or converted into energy. Stabilization, compaction, and treatment ensure that potentially hazardous residues are rendered safe for transport and final disposal in engineered sanitary landfills. Simultaneously, storage and logistics systems ensure smooth internal material flows, buffering variability in waste delivery, and maintaining continuous operation across multiple processing lines. Monitoring and quality control systems tie the entire plant together, providing real-time data on operational efficiency, emissions, energy production, material recovery, and safety, allowing operators to optimize performance and prevent failures before they occur.
By combining these interconnected systems into a single facility, an integrated MSW plant is capable of achieving far higher levels of resource recovery, energy efficiency, and environmental protection than traditional waste management approaches. These plants operate as dynamic, data-driven ecosystems where waste is continuously monitored, sorted, and processed according to its composition and potential for recovery. The integration of material, biological, thermal, and residue management processes allows for flexible adaptation to changing waste streams, regulatory requirements, and market conditions. In essence, an integrated MSW plant transforms the concept of waste management from simple disposal into a comprehensive, circular system that maximizes value, minimizes environmental impact, and provides communities with a sustainable, long-term solution to urban waste challenges.
Reception and Preprocessing Area
This is the initial stage where municipal solid waste is delivered and prepared for treatment. Waste trucks deposit their loads onto tipping floors, where large, non-processable items are removed. Preprocessing includes shredding, screening, homogenization, and sometimes washing to ensure that the waste stream has a consistent size, composition, and moisture content. Conveyors, hoppers, and automated sorting stations are often used to transport waste efficiently to subsequent processing units. The goal of this section is to optimize feedstock for downstream systems and reduce operational challenges.
Material Recovery and Sorting Systems
This section is dedicated to extracting valuable materials from incoming waste streams. Mechanical and automated separation technologies—including magnetic separation, eddy current separation, air classification, and optical sorting—are used to recover metals, plastics, paper, glass, and other recyclable fractions. Manual sorting stations may complement automated systems to improve recovery quality. The outputs are then prepared for market, baled, or transported to recycling facilities. This stage maximizes the economic value of waste and supports circular economy objectives.
Biological Treatment Systems
Organic fractions of MSW are processed in this section through composting or anaerobic digestion. Composting units manage aerobic decomposition of biodegradable waste under controlled conditions, ensuring proper aeration, moisture, and temperature to accelerate stabilization while minimizing odors and leachate. Anaerobic digesters convert organic waste into biogas for heat or electricity generation, while producing digestate that can be used as a soil amendment. Biological treatment reduces landfill dependence and generates renewable energy and valuable organic by-products.
Thermal Treatment and Energy Recovery Systems
This section manages residual combustible waste that cannot be recycled or biologically treated. Incineration units, which may include grate furnaces or fluidized beds, convert waste into thermal energy that can produce steam, electricity, or district heating. Flue gas treatment systems capture particulate matter, acidic gases, heavy metals, and other pollutants to ensure emissions meet environmental standards. Residues from thermal processes, such as bottom ash and fly ash, are then treated, stabilized, and either disposed of safely or used in secondary applications.
Residue Handling and Disposal Systems
Residue handling systems manage materials that remain after recovery and energy conversion. Processes include stabilization, compaction, and treatment to render hazardous components inert. Residues are transported safely via conveyors, hoppers, or sealed containers to engineered sanitary landfills or used in industrial applications if feasible. This section ensures compliance with environmental regulations and reduces long-term risks associated with residual waste.
Storage and Logistics Systems
These systems manage the internal flow, storage, and transport of waste, intermediate products, and recovered materials within the plant. Silos, bunkers, conveyors, and automated handling equipment facilitate smooth operations and buffer fluctuations in incoming waste volumes. Storage and logistics are essential for continuous plant operation, operational safety, and maintaining quality of recovered resources.
Monitoring and Control Systems
Centralized control and monitoring systems, often SCADA-based, provide real-time tracking of operational parameters, emissions, energy production, material recovery, and safety. They enable operators to optimize processes, detect malfunctions, and maintain regulatory compliance. Environmental monitoring, process optimization, and predictive maintenance are key components, ensuring the plant operates efficiently, safely, and sustainably.
Reception and Preprocessing Area
The reception and preprocessing area of an integrated municipal solid waste plant is the critical first stage where all incoming waste is received, inspected, and prepared for downstream processing. This area functions as the gateway to the entire facility, determining the efficiency, safety, and effectiveness of all subsequent operations. Waste collection vehicles, including trucks and compactors, deposit their loads onto tipping floors equipped with heavy-duty conveyors, hoppers, and sorting stations. These floors are designed to handle large volumes of heterogeneous waste, ranging from household garbage and commercial waste to bulky items that require special handling. At this stage, large non-processable materials, such as oversized objects, hazardous items, or non-compliant waste, are removed manually or using automated systems to prevent damage to downstream equipment and to ensure smooth material flow through the plant.
Preprocessing operations in this section focus on reducing the heterogeneity of the waste stream and preparing it for efficient separation, biological treatment, or thermal conversion. Shredders and grinders reduce the size of bulky items, creating a more uniform feedstock that can be easily conveyed and processed. Screening systems, including trommels, vibrating screens, and air classifiers, separate waste into fractions based on size, density, or weight, directing different materials toward recycling, composting, or energy recovery streams. Homogenization processes may also be applied, blending various waste fractions to maintain consistent moisture content and calorific value, which is especially important for thermal treatment units that require predictable fuel quality. In some cases, washing or pre-conditioning may be applied to certain waste streams, such as organics or plastics, to remove contaminants and improve the quality of outputs.
Conveyors, automated lifting systems, and hoppers facilitate continuous material flow, minimizing manual handling and improving operational efficiency. Dust suppression systems, odor control measures, and safety barriers are integrated to protect workers and maintain a clean and safe working environment. In addition to physical preprocessing, the reception area often includes monitoring systems to record the volume, weight, and composition of incoming waste, providing operators with real-time data to optimize processing schedules, track material streams, and ensure compliance with regulatory requirements.
The reception and preprocessing area is essential not only for preparing waste for treatment but also for protecting equipment, improving recovery rates, and ensuring that the facility operates efficiently and safely. By creating a consistent, uniform, and well-sorted waste stream at the very beginning of the process, this section sets the foundation for all subsequent operations, from material recovery and biological treatment to thermal conversion and residue handling, ensuring that the integrated MSW plant achieves its goals of sustainability, energy recovery, and environmental protection.
The reception and preprocessing area of an integrated municipal solid waste plant is the foundation of the entire facility, serving as the first point of contact for all incoming waste streams and setting the stage for efficient and safe operations throughout the plant. Waste arrives from residential, commercial, and industrial sources in a variety of forms, from loose household refuse and compacted waste in collection trucks to bulky items such as furniture or large appliances that cannot be processed directly by automated systems. At the tipping floor, these materials are deposited onto heavy-duty, reinforced surfaces equipped with automated conveyors and hoppers that facilitate continuous flow toward sorting and preprocessing units. The design of this area emphasizes durability, operational flexibility, and safety, as the volume and composition of incoming waste can fluctuate significantly, and operators must be able to manage both normal flows and occasional oversized or hazardous loads without disrupting downstream processes.
Preprocessing operations in this area are designed to transform heterogeneous and often irregular waste streams into a more uniform, manageable, and predictable feedstock for downstream processing. Shredding, grinding, and crushing equipment reduce oversized items into smaller, consistent fractions, making it easier to convey, separate, and treat materials further along the line. Screening equipment, including trommels, vibrating screens, and air classifiers, separates waste based on particle size, density, or aerodynamic properties, directing organics, recyclables, and residual fractions to their respective treatment paths. Homogenization processes, such as mixing or blending, may also be applied to balance moisture content, calorific value, and composition, particularly for waste streams destined for thermal treatment, ensuring stable and efficient combustion. Some preprocessing lines include washing, decontamination, or magnetic separation to remove undesirable materials like metals or stones, further improving the quality of outputs and reducing wear on downstream equipment.
The integration of automated conveyors, hoppers, lifting systems, and storage bunkers ensures that waste moves efficiently through the preprocessing area, minimizing manual handling and reducing exposure to potential hazards. Dust suppression systems, odor control measures, and safety barriers are employed to protect workers and maintain regulatory compliance, while real-time monitoring systems track weight, volume, and composition of the incoming waste. These monitoring systems provide operators with actionable data to adjust processing rates, balance flows between different treatment units, and maintain consistent operational performance. Additionally, hazardous or non-compliant materials detected at this stage are segregated for specialized treatment, preventing damage to equipment, environmental contamination, and safety risks.
By transforming raw, heterogeneous municipal solid waste into a well-prepared, sorted, and uniform feedstock, the reception and preprocessing area ensures that all subsequent operations in an integrated MSW plant—material recovery, biological treatment, thermal conversion, energy recovery, and residue management—can function at maximum efficiency and safety. It serves not only as a physical preparation zone but also as a critical control point where the composition and quality of incoming waste are evaluated, decisions about material routing are made, and operational stability is established. The effectiveness of this area directly impacts the plant’s overall performance, recovery rates, energy output, and environmental compliance, making it one of the most vital components of an integrated municipal solid waste management system.
The reception and preprocessing area in an integrated municipal solid waste plant is much more than just a dumping ground for incoming waste; it is a carefully engineered hub that establishes the operational rhythm and efficiency for the entire facility. As trucks and collection vehicles deliver a diverse mix of household, commercial, and industrial waste, the tipping floor serves as the first point where material is handled in bulk. This area is designed to accommodate significant fluctuations in volume and composition, ensuring that large and unexpected loads, such as bulky furniture or construction debris, can be safely processed without causing blockages or delays in downstream systems. The layout typically incorporates heavy-duty conveyors, hoppers, and automated lifting equipment to ensure that waste moves smoothly toward the sorting and preprocessing units, minimizing manual handling and reducing the risk of worker exposure to potentially hazardous materials.
Preprocessing operations within this area focus on transforming heterogeneous, irregular waste streams into a more uniform and manageable feedstock that can be efficiently routed to material recovery, biological treatment, or thermal conversion units. Mechanical shredders, grinders, and crushers reduce oversized items into smaller, consistent fractions, which not only facilitates smooth transport through conveyors and screens but also improves the efficiency of separation and treatment processes downstream. Screening technologies, such as trommels, vibrating screens, and air classifiers, segregate waste according to size, density, and other physical properties, ensuring that organics, recyclables, and residual fractions are properly routed to their respective processing streams. Homogenization processes may also be employed, blending different waste fractions to balance moisture content and calorific value, which is particularly important for thermal treatment operations where consistent fuel quality is crucial. Preprocessing may also include washing or decontaminating certain waste streams, as well as magnetic and eddy current separation to remove metals and other undesirable components, thereby enhancing the quality of outputs and reducing wear on downstream equipment.
The reception and preprocessing area also integrates sophisticated operational and safety systems to maintain efficiency and compliance. Automated conveyors, silos, and hoppers manage continuous material flow, while dust suppression, odor control, and safety barriers protect workers and maintain a clean and safe environment. Real-time monitoring and weighing systems track the quantity, composition, and flow rate of incoming waste, providing operators with the data necessary to optimize processing schedules, adjust separation techniques, and ensure regulatory compliance. Hazardous, oversized, or non-compliant materials identified during this stage are carefully segregated for specialized handling, preventing contamination, equipment damage, and environmental risks. This proactive management of incoming waste helps maintain a steady flow through the plant, reducing bottlenecks and ensuring that downstream units such as material recovery facilities, composting or anaerobic digestion lines, and thermal conversion systems can operate at peak efficiency.
By providing a controlled, well-organized, and highly efficient entry point into the facility, the reception and preprocessing area establishes the foundation for the integrated MSW plant’s entire operational framework. Its ability to standardize and condition incoming waste streams directly impacts the plant’s overall recovery rates, energy production efficiency, environmental compliance, and operational safety. It acts as both a physical and operational filter, ensuring that downstream systems receive a predictable and manageable feedstock while simultaneously protecting workers, equipment, and the environment. In essence, this area embodies the principle that effective waste management begins with meticulous preparation, serving as the critical link between waste collection and the complex, multi-stage processes that define a modern integrated municipal solid waste plant.
Material Recovery and Sorting Systems
Material recovery and sorting systems are a central component of an integrated municipal solid waste plant, designed to maximize the extraction of reusable and recyclable materials from incoming waste streams. After waste passes through the reception and preprocessing area, it enters these systems, where it is systematically separated into different fractions based on physical, chemical, and visual characteristics. The primary objective is to recover as many valuable materials as possible—such as ferrous and non-ferrous metals, plastics, paper, cardboard, glass, and textiles—while diverting residual waste to biological treatment or thermal conversion systems. By effectively sorting and recovering materials at this stage, the plant not only generates revenue from recyclables but also reduces the volume of waste requiring energy conversion or landfill disposal, supporting circular economy goals and minimizing environmental impact.
The process begins with mechanical separation, which often employs a combination of magnetic separators, eddy current separators, and air classification systems. Magnetic separation targets ferrous metals, extracting them from the waste stream efficiently, while eddy current systems identify and remove non-ferrous metals such as aluminum and copper. Air classifiers separate materials based on density, allowing lighter fractions like plastics, paper, and organics to be directed to appropriate processing lines, while heavier residual materials continue toward energy recovery or disposal streams. Trommel screens, vibrating screens, and rotating drum sieves are commonly used to separate materials based on size, effectively isolating small particles, fines, and sand-like residues from larger items. This combination of mechanical techniques ensures a high level of precision in separating different material fractions and reduces contamination across recovery streams.
Optical sorting systems and advanced sensor-based technologies are increasingly integrated into modern material recovery lines to further improve accuracy and efficiency. These systems use near-infrared, laser, or color detection to identify specific types of plastics, paper grades, or other recyclable materials, enabling high-speed automated separation that would be difficult or impossible with mechanical methods alone. Manual sorting stations complement these automated systems, allowing operators to remove non-standard items, complex materials, or hazardous objects that might bypass machines. Together, automated and manual sorting create a flexible, adaptive process that can respond to changes in the composition of incoming waste and maintain high recovery rates across all material types.
Conveyors, chutes, and hoppers are employed throughout the material recovery section to maintain continuous flow and integrate different sorting stages. Dust suppression systems, air filtration, and enclosed handling zones ensure that fine particles and odors are controlled, protecting both worker health and equipment. Recovered materials are then baled, compacted, or otherwise prepared for transport to recycling markets, industrial consumers, or further processing facilities. Non-recoverable fractions, including contaminated plastics, organics, and other residual waste, are directed to biological treatment systems or thermal energy conversion units, ensuring that all waste components are utilized or disposed of in the most sustainable manner possible.
Material recovery and sorting systems are essential not only for resource extraction but also for the overall efficiency and sustainability of the integrated MSW plant. By maximizing the recovery of valuable materials, these systems reduce environmental impacts, lower landfill dependency, and contribute to revenue generation, making them a core element of modern waste management. They also provide feedback on the composition and quality of the waste stream, allowing plant operators to optimize downstream processes and continuously improve recovery rates. In essence, material recovery and sorting systems serve as the bridge between raw, heterogeneous municipal waste and the high-value materials, energy, and compostable fractions that modern integrated MSW plants aim to extract and utilize.
Material recovery and sorting systems form the backbone of an integrated municipal solid waste plant’s ability to transform heterogeneous, mixed waste into valuable secondary resources. Once waste leaves the reception and preprocessing area, it enters these systems, where it is carefully analyzed, separated, and directed toward the appropriate recovery or treatment streams. The primary goal is to maximize the extraction of recyclable materials, including ferrous and non-ferrous metals, various plastics, paper and cardboard, glass, and textiles, while minimizing the quantity of residual waste that must be processed biologically, thermally, or disposed of in landfills. By efficiently separating materials at this stage, the plant not only recovers economic value from waste streams but also reduces environmental impacts by diverting recyclable fractions from energy conversion or disposal, supporting the broader principles of circular economy and sustainable resource management.
The separation process begins with mechanical techniques, where magnetic separators efficiently remove ferrous metals such as steel and iron, and eddy current separators extract non-ferrous metals like aluminum and copper. Air classification systems then separate materials based on density, directing lighter fractions such as plastics and paper to appropriate streams, while heavier or denser items are routed to residual handling or energy recovery lines. Screening technologies such as trommel screens, vibrating screens, and rotating drum sieves further refine the waste stream by size, isolating fines, sand-like residues, and oversized objects. These mechanical processes create a foundation for highly efficient downstream recovery, ensuring that recyclable materials are clean, well-sorted, and minimally contaminated, which enhances their market value and usability.
In modern plants, optical sorting and sensor-based technologies are increasingly utilized to improve the precision of material recovery. Near-infrared sensors, lasers, and color detection systems identify and separate specific types of plastics, paper grades, or other recyclable materials at high speed, dramatically increasing the efficiency and accuracy of automated sorting. These systems are particularly valuable for separating materials that are difficult to distinguish manually or mechanically, such as multi-layer plastics or colored films. Despite these technological advances, manual sorting stations remain an essential component of the process, allowing operators to identify and remove non-standard items, hazardous objects, or materials that machines may misclassify. The combination of automated and manual sorting creates a flexible, adaptive workflow that can accommodate variations in incoming waste streams while maintaining high recovery rates across all material types.
Material handling throughout the recovery and sorting area relies on conveyors, chutes, hoppers, and automated lifting systems to maintain a smooth, continuous flow of materials. Dust suppression, odor control, and enclosed processing zones are employed to protect workers, reduce environmental emissions, and maintain equipment performance. Once separated, recyclable materials are prepared for shipment or further processing through baling, compaction, or other packaging methods, ensuring they meet market or industrial specifications. Residual fractions, including non-recyclable plastics, contaminated organics, or other materials unsuitable for recycling, are routed to biological treatment or thermal conversion systems, guaranteeing that no portion of the waste stream is left untreated.
By efficiently extracting valuable materials and preparing them for reuse, material recovery and sorting systems enhance the economic, environmental, and operational performance of integrated MSW plants. They reduce the burden on energy recovery and landfill operations, improve the quality and consistency of recovered resources, and provide essential feedback on the composition of incoming waste streams. This continuous monitoring and adaptation enable plant operators to optimize downstream processes, maintain high efficiency, and ensure compliance with environmental regulations. In essence, material recovery and sorting systems transform a complex and heterogeneous waste stream into a structured, manageable, and economically valuable flow of materials, serving as the cornerstone of modern integrated municipal solid waste management.
Material recovery and sorting systems are a pivotal element in the operation of an integrated municipal solid waste plant, functioning as the stage where the potential value of waste is unlocked through careful separation, classification, and preparation for reuse or recycling. After initial reception and preprocessing, waste streams enter this complex network of mechanical, automated, and manual processes designed to maximize the extraction of recyclable materials while minimizing residual fractions that must be treated biologically, thermally, or disposed of. The goal is not merely to remove obvious recyclables but to recover materials to a quality and purity level suitable for industrial reuse, thereby reducing environmental impact, conserving natural resources, and generating economic benefits for the facility. This process begins with the precise and systematic separation of materials according to type, density, size, and physical characteristics, ensuring that metals, plastics, paper, cardboard, glass, and textiles are properly sorted for subsequent handling.
Mechanical separation methods form the foundation of these systems, with magnetic separators removing ferrous metals and eddy current separators targeting non-ferrous metals like aluminum and copper. Air classification and density-based separation systems further divide the waste stream, directing lighter fractions such as plastics and paper to specific processing lines, while heavier or denser materials continue toward residual treatment or energy recovery. Size-based screening using trommels, rotating drums, or vibrating screens isolates fines, sand-like residues, and oversized objects, creating a more uniform feedstock that facilitates downstream processes. Each of these mechanical operations plays a critical role in preparing the waste for advanced sorting, reducing contamination levels, and improving both the efficiency and quality of recovered materials.
Modern integrated plants increasingly rely on optical sorting and sensor-based technologies to enhance separation accuracy and efficiency. Near-infrared sensors, lasers, and high-resolution cameras detect subtle differences in material composition, color, or surface properties, enabling rapid identification and extraction of specific plastics, paper grades, and other recyclable fractions. These systems are capable of high-speed operation, complementing mechanical separation techniques, and significantly improving recovery rates for materials that would be difficult to isolate manually. Despite the advanced technology, manual sorting remains an essential component, particularly for removing complex, hazardous, or non-standard items that automated systems may not recognize. This combination of high-tech automation and skilled human intervention creates a flexible, adaptive process that can respond to variations in waste composition and maintain consistently high recovery efficiency.
Throughout the material recovery and sorting process, conveyors, chutes, hoppers, and automated lifting systems ensure continuous material flow, while dust suppression, air filtration, and enclosed handling zones protect both workers and equipment. Recovered materials are often baled, compacted, or otherwise packaged to facilitate storage, transport, and industrial use, ensuring that recyclables reach markets in a form that meets quality standards. Residual materials that cannot be recovered are directed toward biological treatment for organics or thermal conversion for energy recovery, ensuring that the plant maximizes the use of all incoming waste streams. Continuous monitoring of material flows, composition, and equipment performance enables operators to optimize sorting strategies, adjust to fluctuations in waste composition, and maintain regulatory compliance.
Material recovery and sorting systems are therefore not merely a stage of separation but a central mechanism through which integrated MSW plants achieve economic, environmental, and operational objectives. By converting a mixed, heterogeneous waste stream into high-quality recyclable fractions, these systems reduce landfill dependency, lower environmental impacts, and support the overall sustainability of the facility. They also provide essential data on incoming waste composition, guiding operational decisions across the plant and ensuring that downstream processes—whether biological treatment, thermal conversion, or residue management—operate at peak efficiency. In essence, these systems transform raw municipal solid waste into a structured, valuable, and environmentally responsible flow of materials, forming the cornerstone of modern integrated waste management.
Biological Treatment Systems
Biological treatment systems in an integrated municipal solid waste plant are designed to process the organic fraction of municipal waste, transforming biodegradable materials into stabilized products such as compost, digestate, or biogas. These systems play a crucial role in reducing the volume of waste destined for landfills, mitigating greenhouse gas emissions, and producing renewable resources that can be returned to the environment or used as energy. Organic waste streams typically include food waste, garden and park residues, and certain paper and cardboard materials that are not suitable for recycling. Proper management of these materials requires careful control of biological processes, moisture content, aeration, and temperature to ensure efficient decomposition while minimizing odors, leachate production, and potential environmental contamination.
Composting is one of the primary biological treatment methods used in integrated MSW plants. In aerobic composting systems, organic waste is subjected to controlled oxygen-rich conditions that accelerate the natural decomposition process. Waste is shredded, mixed, and sometimes blended with bulking agents to maintain optimal porosity and moisture content, allowing microorganisms to efficiently break down the material. The process generates heat, which helps stabilize the waste and destroy pathogens, resulting in a safe, nutrient-rich end product suitable for use as soil amendment or landscaping material. Composting operations often include turning systems, aeration ducts, and temperature monitoring to ensure uniform decomposition and prevent hotspots, which could lead to incomplete stabilization or odor generation.
Anaerobic digestion represents another major biological treatment approach, particularly valuable in producing renewable energy. In these systems, organic waste is processed in oxygen-free digesters, where microbial activity converts the biodegradable material into biogas composed primarily of methane and carbon dioxide. The biogas can be captured and used to generate electricity, heat, or even upgraded into biomethane for grid injection, providing a renewable energy source that offsets fossil fuel use. The residual material, known as digestate, is nutrient-rich and can be further processed into fertilizers or soil conditioners. Anaerobic digestion systems require precise control of pH, temperature, and retention time to maintain microbial activity and maximize gas production while avoiding process instability or odor issues.
Integrated biological treatment systems are typically supported by robust handling, storage, and monitoring infrastructure. Waste arriving at these systems is often preprocessed to remove contaminants, metals, and non-biodegradable fractions, ensuring that the biological processes operate efficiently and safely. Conveyors, hoppers, and storage silos facilitate smooth material flow, while moisture control, aeration, and environmental monitoring systems help maintain optimal conditions for decomposition. Advanced monitoring systems track parameters such as temperature, gas composition, and microbial activity, allowing operators to adjust conditions in real time and ensure consistent process performance.
The benefits of biological treatment systems extend beyond waste volume reduction and renewable energy production. By converting organic waste into stable, useful products, these systems reduce reliance on landfills, decrease greenhouse gas emissions, and contribute to circular economy goals. In an integrated MSW plant, biological treatment works in conjunction with material recovery, thermal conversion, and residue management systems to create a comprehensive waste management solution where every fraction of the waste stream is utilized or processed responsibly. The integration of aerobic and anaerobic processes, combined with careful preprocessing, handling, and monitoring, ensures that organic materials are transformed efficiently into energy, compost, or digestate, providing both environmental and economic value to the facility and the community it serves.
Biological treatment systems in an integrated municipal solid waste plant are essential for managing the organic fraction of municipal waste, which includes food scraps, garden and park residues, and other biodegradable materials. These systems focus on stabilizing organic waste, reducing landfill dependence, minimizing greenhouse gas emissions, and producing valuable by-products such as compost or biogas. After passing through preprocessing and sorting, the organic fraction is isolated from metals, plastics, glass, and other non-biodegradable materials, ensuring that the biological processes operate efficiently and without contamination. The organic waste is then conditioned, often by shredding, mixing, and sometimes blending with bulking agents to achieve a consistent moisture content and porosity, creating optimal conditions for microbial activity and decomposition. Proper management of these parameters is critical because it directly affects the efficiency of decomposition, odor control, and the quality of the end product.
Aerobic composting is one of the main approaches used in these systems, where organic material is decomposed under oxygen-rich conditions. This process relies on naturally occurring microorganisms that break down organic matter, generating heat that helps stabilize the waste and destroy pathogens. Composting units may include aerated windrows, in-vessel reactors, or mechanical turning systems that ensure uniform oxygen distribution and temperature control throughout the material. Monitoring systems track temperature, moisture, and oxygen levels, allowing operators to adjust aeration rates or turning schedules as needed to maintain optimal microbial activity. The resulting compost is a nutrient-rich, stable product suitable for soil improvement, landscaping, or agricultural use, providing both environmental and economic benefits.
Anaerobic digestion is another crucial biological treatment method, particularly valued for its energy recovery potential. In anaerobic digesters, organic waste decomposes in the absence of oxygen, producing biogas primarily composed of methane and carbon dioxide. This biogas can be captured and used for electricity generation, heating, or upgraded into biomethane for injection into natural gas grids, providing a renewable energy source that reduces reliance on fossil fuels. Digesters require precise control of temperature, pH, and retention time to maintain microbial health and maximize gas yield. The residual material, called digestate, is nutrient-rich and can be further processed or used as fertilizer, closing the loop in organic waste management.
Biological treatment systems are integrated with material handling, storage, and monitoring infrastructure to maintain continuous and safe operation. Conveyors, hoppers, and silos facilitate the smooth flow of organic waste, while environmental control systems manage moisture, temperature, and odors to prevent nuisances and ensure regulatory compliance. Advanced sensors and monitoring systems provide real-time feedback on gas production, temperature, and microbial activity, allowing operators to optimize the process dynamically and maintain consistent performance.
Through the effective separation and treatment of organic waste, biological treatment systems reduce the environmental footprint of municipal solid waste management, decrease landfill reliance, and generate useful outputs such as compost and biogas. In an integrated MSW plant, these systems work in tandem with material recovery and thermal conversion units, ensuring that every fraction of waste is processed efficiently and sustainably. By transforming heterogeneous organic waste into stabilized, energy-rich, or nutrient-rich products, biological treatment systems not only enhance the operational efficiency of the plant but also contribute significantly to environmental protection, renewable energy generation, and the promotion of a circular economy.
Biological treatment systems in an integrated municipal solid waste plant are vital for transforming the organic portion of municipal waste into stable, valuable products while minimizing environmental impact. After the initial reception and preprocessing, organic waste streams—primarily composed of food scraps, yard and garden residues, and certain biodegradable paper products—are carefully separated from metals, plastics, and other non-biodegradable fractions to ensure efficient processing and high-quality outputs. The organic material is then conditioned through shredding, mixing, and sometimes blending with bulking agents to achieve the optimal moisture content, aeration, and particle size necessary for microbial activity. Proper preparation at this stage is critical, as uneven moisture, inadequate aeration, or the presence of contaminants can slow decomposition, generate odors, and reduce the quality of the final compost or digestate.
Aerobic composting is one of the most widely applied methods in biological treatment systems. In this process, organic material is exposed to controlled oxygen-rich conditions, enabling microorganisms to break down the waste while generating heat that stabilizes the material and destroys pathogens. Composting units may take the form of in-vessel reactors, aerated windrows, or mechanically turned piles, all designed to maintain uniform aeration, temperature, and moisture levels throughout the material. Continuous monitoring of parameters such as oxygen concentration, temperature, and moisture allows operators to adjust aeration rates, turning frequency, and moisture additions, ensuring consistent decomposition and preventing the formation of anaerobic zones that could produce odors or incomplete stabilization. The end product is a nutrient-rich compost suitable for soil amendment, landscaping, or agricultural applications, providing a sustainable alternative to synthetic fertilizers.
Anaerobic digestion complements aerobic composting by processing organic waste in oxygen-free digesters, where microorganisms convert the biodegradable material into biogas composed primarily of methane and carbon dioxide. This biogas can be captured and used to generate electricity, heat, or upgraded into biomethane for injection into natural gas networks, providing a renewable energy source that offsets fossil fuel use. The digestion process requires careful control of pH, temperature, and retention time to maintain optimal microbial activity and maximize biogas yield. The residual digestate, rich in nutrients, can be further processed and applied as a soil conditioner or fertilizer, completing the circular loop of organic waste utilization.
Biological treatment systems are supported by sophisticated material handling, storage, and monitoring infrastructure. Conveyors, hoppers, and storage silos maintain continuous flow of organic waste, while dust suppression, odor control, and environmental management systems protect both workers and surrounding communities. Sensors and real-time monitoring track temperature, moisture content, gas production, and microbial activity, allowing operators to make timely adjustments to maintain consistent performance and comply with environmental regulations. These integrated monitoring systems ensure that decomposition occurs efficiently, outputs meet quality standards, and the overall process is both safe and sustainable.
By processing the organic fraction of municipal waste effectively, biological treatment systems reduce the volume of material requiring landfilling, lower greenhouse gas emissions, and produce high-value outputs such as compost and biogas. In an integrated MSW plant, these systems are closely coordinated with material recovery, thermal treatment, and residue management units, ensuring that every component of the waste stream is utilized responsibly. Through the combination of precise preprocessing, controlled decomposition, energy recovery, and careful monitoring, biological treatment systems convert heterogeneous organic waste into stable, environmentally beneficial products, supporting both the operational efficiency and sustainability goals of modern municipal solid waste management.
Thermal Treatment and Energy Recovery Systems
Thermal treatment and energy recovery systems are a critical component of integrated municipal solid waste plants, designed to reduce the volume of residual waste while simultaneously generating usable energy. These systems typically handle waste fractions that are not suitable for recycling or biological treatment, including mixed residual waste, contaminated plastics, and non-compostable organics. By subjecting these materials to high-temperature processes, thermal treatment systems transform complex, heterogeneous waste into simpler, stable products such as ash, flue gases, and heat energy, thereby reducing the mass and environmental impact of the residual waste. Energy recovery from these processes can take multiple forms, including the generation of electricity, steam for industrial use, or district heating, making thermal treatment an essential technology for sustainable waste management.
The process begins with the controlled feeding of residual waste into combustion chambers, furnaces, or other thermal reactors. Waste is typically preprocessed to ensure uniformity in size, moisture content, and calorific value, which is essential for maintaining stable combustion conditions and maximizing energy output. Modern plants often employ advanced feeding mechanisms, such as rotary feeders, pusher systems, or conveyors, to deliver waste continuously and evenly, preventing surges or blockages that could compromise the process. Once in the combustion chamber, waste is exposed to high temperatures under controlled airflow conditions, initiating the oxidation of organic components and the production of thermal energy. The combustion process is carefully monitored to maintain optimal temperature, residence time, and oxygen levels, ensuring complete destruction of harmful organics and minimizing the formation of pollutants such as dioxins and furans.
Energy recovery is a key outcome of thermal treatment systems. The heat generated during combustion is captured through boiler and heat exchange systems to produce high-pressure steam, which can drive turbines for electricity generation or provide process steam for industrial applications. Some plants also integrate combined heat and power (CHP) systems to maximize energy efficiency by simultaneously producing electricity and thermal energy for district heating. The efficiency of energy recovery depends heavily on the consistency of the waste feedstock, the design of the combustion chamber and heat recovery system, and the operational control of temperature and flow. Advanced monitoring systems track energy output, flue gas composition, and combustion efficiency, allowing operators to optimize performance and ensure compliance with environmental regulations.
Flue gas treatment is an integral part of thermal treatment systems, designed to remove pollutants such as particulate matter, acid gases, heavy metals, and other hazardous compounds before the gases are released into the atmosphere. Multi-stage cleaning systems may include cyclones, electrostatic precipitators, bag filters, and wet or dry scrubbers, often combined with chemical injection systems for neutralization. These systems are closely monitored to maintain emissions below regulatory limits, ensuring that energy recovery does not come at the cost of air quality or public health. Ash generated from the combustion process is collected and treated separately; bottom ash may be stabilized and used as a construction material, while fly ash, which contains higher concentrations of heavy metals, is treated or disposed of according to strict environmental guidelines.
Thermal treatment and energy recovery systems in integrated MSW plants are therefore multifunctional, simultaneously reducing waste volume, recovering energy, and stabilizing residual materials. By converting non-recyclable and non-compostable waste into usable energy and manageable residues, these systems enhance the sustainability, efficiency, and economic viability of modern waste management. They work in close conjunction with material recovery, biological treatment, and residue handling systems to ensure that every fraction of municipal solid waste is processed in the most environmentally responsible and productive manner possible, supporting both operational efficiency and the broader goals of a circular economy.
Thermal treatment and energy recovery systems form a central pillar of integrated municipal solid waste plants, providing a solution for the management of residual waste that cannot be recycled or biologically treated, while simultaneously generating valuable energy. After waste streams have passed through preprocessing, sorting, and recovery processes, the remaining fractions—often consisting of mixed residual waste, contaminated plastics, organics unsuitable for composting, and other non-recyclables—are directed to thermal treatment facilities where high temperatures transform these materials into heat, gases, and ash. The primary objective of these systems is to reduce waste volume and mass, stabilize residual materials, and capture as much usable energy as possible, producing electricity, process steam, or district heating in the process. Thermal treatment not only diminishes the environmental footprint of residual waste but also turns it into a resource that can contribute to the energy needs of the surrounding community or industrial operations.
The operation begins with the controlled feeding of waste into combustion chambers, furnaces, or specialized thermal reactors. Preprocessing ensures the material is of a consistent size, moisture content, and calorific value, which is critical for maintaining stable and efficient combustion. Advanced feeding mechanisms, including conveyors, rotary feeders, or pusher systems, ensure a continuous and uniform supply of waste, preventing blockages or surges that could compromise operational stability. Within the combustion chamber, waste is exposed to high temperatures under carefully controlled airflow conditions, which promotes complete oxidation of organic components and generates significant thermal energy. Operators continuously monitor temperature, oxygen levels, and residence times to achieve optimal combustion efficiency, minimize the formation of harmful pollutants, and ensure regulatory compliance. Advanced control systems enable real-time adjustments to maintain stability and maximize energy recovery across variable waste compositions.
The energy produced from thermal treatment is captured and converted into useful forms through heat exchange and boiler systems. High-pressure steam generated in the boilers can drive turbines to produce electricity or provide process heat for industrial applications, while combined heat and power (CHP) configurations allow simultaneous generation of electricity and thermal energy, enhancing overall system efficiency. The consistency and quality of the waste feedstock, along with precise control over combustion conditions, are critical factors in achieving high energy yields and efficient conversion of residual waste into usable energy. Monitoring systems track the flow of energy, combustion efficiency, and flue gas characteristics, enabling operators to optimize performance while maintaining environmental compliance.
Flue gas treatment is an indispensable part of thermal treatment operations, ensuring that emissions released into the atmosphere meet strict environmental standards. Multi-stage cleaning systems often include cyclones, electrostatic precipitators, bag filters, and wet or dry scrubbers, sometimes combined with chemical injection for neutralization of acid gases and capture of heavy metals. These systems remove particulate matter, acid gases, and toxic compounds, reducing the environmental impact of the process and protecting public health. Combustion residues, such as bottom ash and fly ash, are handled separately; bottom ash can often be stabilized and reused in construction materials, while fly ash requires careful treatment and safe disposal due to its higher concentration of heavy metals.
Thermal treatment and energy recovery systems therefore serve multiple critical functions within an integrated MSW plant: they reduce the volume and toxicity of residual waste, produce renewable energy, and stabilize materials for further handling or disposal. By converting non-recyclable, non-compostable waste into energy and inert by-products, these systems complement material recovery and biological treatment units, ensuring that every fraction of municipal solid waste is utilized or processed in the most sustainable manner possible. They not only enhance the operational efficiency of the plant but also contribute to broader environmental objectives, such as reducing landfill reliance, lowering greenhouse gas emissions, and supporting a circular economy, making them a vital component of modern waste management infrastructure.
Residue Handling and Disposal Systems
Residue handling and disposal systems are a crucial component of integrated municipal solid waste (MSW) plants, designed to manage the by-products of material recovery, biological treatment, and thermal energy recovery processes. Despite the advanced separation, recycling, and energy recovery technologies employed in modern waste management, certain fractions of waste remain that cannot be further processed into recyclable materials, compost, or usable energy. These residual streams, which may include bottom ash, fly ash, non-recoverable plastics, contaminated organics, and other inert or hazardous materials, require careful handling, stabilization, and disposal to ensure environmental protection, regulatory compliance, and operational safety. Residue handling systems thus serve as the final stage in the waste management chain, converting potentially hazardous or unstable waste into forms that can be safely stored, transported, or repurposed.
The process typically begins with the collection and transport of residues from upstream treatment units. In the case of thermal treatment plants, bottom ash is often conveyed from combustion chambers to quenching and cooling systems, where it is stabilized with water to reduce temperature, dust, and potential reactivity. Fly ash and other fine particulate residues are collected through flue gas cleaning systems and may undergo further treatment, such as solidification or stabilization with binding agents, to immobilize heavy metals and prevent leaching. In material recovery and biological treatment lines, residual fractions that cannot be recycled or composted are similarly collected, sometimes compacted or baled to reduce volume, and prepared for safe handling. Conveyors, hoppers, and enclosed storage areas are often used to maintain a controlled flow of residues and minimize environmental exposure, dust generation, and odor emissions.
Stabilization of residues is a critical step to ensure long-term safety and regulatory compliance. Techniques vary depending on the type of residue; bottom ash may be aged and mixed with binders to allow chemical stabilization, while hazardous fly ash may be treated with cementitious materials or other immobilizing agents to prevent leaching of heavy metals. Residues from biological treatment, such as digestate solids or compost reject materials, may be dewatered, dried, or mixed with inert materials before disposal. These processes reduce the environmental risk associated with landfill disposal and, in some cases, allow certain residues to be repurposed. For example, treated bottom ash can be used as a construction aggregate, road base, or fill material, creating value from what would otherwise be considered waste.
Transport and storage systems are designed to ensure safe handling of all residues. Enclosed silos, bunkers, and storage bays prevent contamination of surrounding areas, control dust emissions, and protect workers. Residues are transported to final disposal sites or secondary use facilities using covered conveyors, sealed containers, or specialized vehicles, maintaining environmental and safety standards throughout the entire handling process. Monitoring systems track the characteristics, volume, and composition of residues, enabling plant operators to optimize treatment, maintain compliance with regulations, and plan for long-term disposal or utilization strategies.
Residue handling and disposal systems are therefore essential for the safe and effective operation of integrated MSW plants. They complete the waste management cycle by managing materials that cannot be further recycled or converted into energy, ensuring that environmental impacts are minimized, public health is protected, and regulatory requirements are met. By combining stabilization, controlled storage, safe transport, and, when possible, repurposing of residues, these systems transform potentially hazardous waste into manageable and, in some cases, valuable by-products. In doing so, they support the overall efficiency, sustainability, and environmental responsibility of modern integrated municipal solid waste management facilities.
Residue handling and disposal systems in an integrated municipal solid waste plant play a vital role in managing the fractions of waste that remain after recycling, biological treatment, and energy recovery processes. Despite advanced separation and recovery technologies, there are always materials that cannot be processed further, including bottom ash from thermal treatment, fly ash collected from flue gas cleaning, non-recyclable plastics, contaminated organics, and other inert or hazardous fractions. These residues must be handled carefully to prevent environmental contamination, reduce risks to human health, and ensure compliance with strict regulatory standards. The systems responsible for this final stage of waste management focus on stabilizing, storing, and, where possible, repurposing these materials, ensuring that the waste stream is fully contained and safely managed from the plant to its ultimate disposal or reuse.
The handling process begins with the collection and transport of residues from upstream processes. Bottom ash, for example, is typically conveyed from combustion chambers to quenching and cooling systems, where water is used to lower its temperature, suppress dust, and stabilize potentially reactive components. Fly ash, which contains fine particulate matter and often elevated concentrations of heavy metals, is captured through flue gas treatment systems and may undergo solidification or stabilization with binding agents to immobilize contaminants. Residual fractions from material recovery or biological treatment, such as contaminated organic rejects, non-recyclable plastics, and other inert materials, are often compacted, shredded, or baled to reduce volume, making storage and transport safer and more efficient. Enclosed storage areas, covered conveyors, and hoppers are employed to minimize dust, odors, and environmental exposure while maintaining a controlled flow of residues throughout the facility.
Stabilization is a critical step in ensuring the long-term safety of residues. Bottom ash may be aged and blended with additives such as cement or lime to neutralize reactive compounds and reduce leachability of heavy metals, while hazardous fly ash is treated with cementitious or chemical binders to immobilize toxic substances. Residues from biological treatment, like digestate solids or compost rejects, may be dewatered, dried, or combined with inert materials to reduce moisture content and improve handling properties. In some cases, stabilized residues can be repurposed, such as using treated bottom ash as construction aggregate, road base, or filler material, thereby recovering value from waste that would otherwise require landfill disposal.
Transportation and storage systems are designed to maintain safety and environmental protection. Residues are moved using sealed containers, covered conveyors, or specialized vehicles to prevent contamination of the environment and exposure to workers. Storage facilities, including bunkers, silos, and enclosed bays, provide controlled environments where residues can be held temporarily before final disposal or reuse. Advanced monitoring systems track the type, volume, and characteristics of residues in real time, allowing operators to optimize handling, ensure compliance with environmental regulations, and plan for long-term disposal or utilization strategies.
Overall, residue handling and disposal systems are essential to the integrated operation of modern municipal solid waste plants. They manage the materials that cannot be recovered or converted into energy, stabilizing them, ensuring safe storage, and enabling environmentally responsible disposal or repurposing. By effectively containing and treating these residual streams, the systems protect public health, minimize environmental impact, and complete the waste management cycle, ensuring that all fractions of municipal solid waste are processed in a safe, efficient, and sustainable manner.
Residue handling and disposal systems in integrated municipal solid waste plants serve as the final safeguard for managing materials that cannot be processed through recycling, composting, or energy recovery. These systems deal with a wide range of residual waste, including bottom ash from thermal treatment, fly ash collected from flue gas cleaning, non-recyclable plastics, contaminated organics, and other inert or potentially hazardous materials. Proper management of these residues is critical to prevent environmental contamination, minimize risks to human health, and ensure compliance with stringent environmental regulations. The design of these systems is focused on stabilizing residues, containing them safely, and, where possible, creating opportunities for reuse or recovery, such as using treated ash in construction applications, which enhances the sustainability and efficiency of the overall waste management process.
Residues are collected from upstream processes and transported through a combination of conveyors, hoppers, and enclosed channels to designated storage or treatment areas. Bottom ash from incineration or thermal treatment units is typically quenched and cooled with water to reduce temperature, suppress dust, and stabilize chemical components. Fly ash, containing fine particulate matter and often elevated concentrations of heavy metals, is treated through solidification or chemical stabilization to prevent leaching and ensure safe handling. Residual fractions from biological or material recovery operations are often compacted, shredded, or baled to reduce volume and facilitate transport and storage. Enclosed storage bays, silos, and covered transfer systems are used to minimize environmental exposure, control dust, and prevent odors, ensuring safe operation for both plant workers and nearby communities.
Stabilization techniques are critical to rendering residues safe for disposal or potential reuse. Bottom ash may be aged and mixed with cement, lime, or other binding agents to immobilize reactive compounds and reduce leachability of heavy metals. Fly ash and other fine particulate residues may undergo cementitious treatment or be mixed with other stabilizing materials to create a solid, non-hazardous product suitable for secure landfill disposal or reuse in construction. Residues from biological treatment processes, such as digestate solids or compost rejects, may be dewatered, dried, or blended with inert materials to improve handling characteristics and reduce moisture content. In some cases, stabilized residues can be repurposed, turning what would otherwise be waste into a valuable resource for infrastructure projects, thereby closing the loop in the circular economy.
Transport and storage of residues are managed with safety, environmental protection, and regulatory compliance in mind. Residues are moved using covered conveyors, sealed containers, or specialized vehicles to prevent contamination and limit exposure to dust or hazardous compounds. Storage facilities, including enclosed bunkers, silos, or dedicated bays, provide controlled environments where residues can be temporarily held prior to final disposal or reuse. Monitoring and control systems track the quantity, composition, and characteristics of residues, enabling operators to optimize stabilization, ensure compliance with environmental standards, and plan for safe long-term management.
Residue handling and disposal systems are therefore indispensable for the safe, efficient, and sustainable operation of integrated MSW plants. By managing materials that cannot be recovered or converted into energy, stabilizing them, and providing controlled storage or potential reuse options, these systems protect the environment, minimize health risks, and complete the waste management cycle. Through careful collection, treatment, and monitoring of residual materials, integrated plants ensure that all fractions of municipal solid waste are processed responsibly, maximizing both operational efficiency and environmental sustainability.
Storage and Logistics Systems
Storage and logistics systems in an integrated municipal solid waste (MSW) plant are essential for managing the flow of materials throughout the facility, ensuring that all fractions of waste—from incoming municipal refuse to processed recyclables, compost, or energy recovery residues—are handled efficiently, safely, and in an environmentally responsible manner. These systems are designed to coordinate the movement, temporary storage, and controlled transfer of waste and by-products between different treatment units, enabling a smooth and continuous operation while minimizing risks of spillage, contamination, or exposure to odors and dust. Effective storage and logistics are critical for maintaining operational efficiency, supporting quality control, and ensuring regulatory compliance across the entire plant, particularly in facilities that handle large volumes of heterogeneous waste streams with varying physical and chemical properties.
The process begins with the reception of waste, which is directed to initial storage areas such as tipping floors, bunkers, or silos, depending on the type and volume of material. Waste may be segregated based on characteristics such as size, moisture content, and composition to facilitate downstream processing. Conveyors, automated feeders, and hoppers transport waste efficiently from reception areas to preprocessing, sorting, or treatment units, reducing manual handling and minimizing the risk of cross-contamination. For materials destined for recycling, storage silos or baling stations temporarily hold sorted fractions such as plastics, metals, and paper until they can be shipped to end users or further processed. Organic waste streams for biological treatment may be stored in enclosed bays or silos to maintain optimal moisture content and prevent degradation prior to composting or anaerobic digestion.
Logistics systems also play a critical role in the handling and distribution of residuals and outputs from energy recovery and thermal treatment units. Bottom ash, fly ash, and other combustion residues are transported via conveyors or enclosed systems to quenching, stabilization, and storage areas, where they are prepared for safe disposal or repurposing, for example as construction materials or road aggregates. Similarly, biogas from anaerobic digestion or steam from thermal treatment units may be directed through pipelines to energy conversion or distribution systems, ensuring continuous energy recovery while minimizing losses. Advanced material handling systems, including automated cranes, loaders, and conveyor networks, allow the plant to maintain a seamless flow of materials between storage, treatment, and output areas, reducing bottlenecks and improving overall efficiency.
Storage and logistics systems are tightly integrated with monitoring and control infrastructure to ensure safe and efficient operations. Sensors and tracking systems monitor material levels, flow rates, temperature, moisture content, and other critical parameters in real time. This allows operators to optimize storage capacity, coordinate transportation schedules, and adjust process parameters dynamically, ensuring that materials are delivered to the right treatment units at the right time and that outputs meet quality and regulatory requirements. Environmental controls, such as dust suppression, odor management, and temperature regulation, protect workers and surrounding communities while maintaining the integrity of stored materials.
In an integrated MSW plant, storage and logistics systems are therefore not simply passive components but active enablers of efficiency, safety, and sustainability. They allow the facility to manage large and complex waste streams, support continuous and controlled processing, and maintain compliance with environmental and operational standards. By ensuring that all fractions of municipal solid waste—from incoming refuse to final residuals and recovered products—are transported, stored, and distributed efficiently, these systems enhance the operational reliability of the plant, reduce environmental impact, and contribute to the overall effectiveness of modern, integrated waste management practices.
Storage and logistics systems in an integrated municipal solid waste plant are essential for managing the continuous flow of materials from reception through processing, treatment, and final distribution or disposal. These systems ensure that every fraction of waste—whether incoming municipal refuse, separated recyclables, organic materials for biological treatment, or residues from thermal energy recovery—is handled efficiently and safely while minimizing environmental impact. At the core of these systems is the ability to coordinate movement and temporary storage of large volumes of heterogeneous materials, which may vary in size, moisture content, and composition. Without effective storage and logistics management, even the most advanced treatment processes could experience bottlenecks, inefficiencies, or safety issues, making these systems critical to the smooth operation of an integrated MSW facility.
Upon arrival, municipal waste is typically directed to reception and storage areas such as tipping floors, bunkers, or silos, where it may be temporarily held before preprocessing. These areas are designed to accommodate fluctuations in incoming waste volumes while ensuring controlled handling and minimizing dust, odors, or other environmental nuisances. From these storage points, automated conveyors, hoppers, and feeders transport the waste to sorting, biological treatment, or thermal treatment units. Segregation is often employed during storage and transport to maintain the quality of recyclables, prevent contamination of organic fractions, and ensure uniform feedstock for thermal treatment systems. For example, plastics, metals, and paper products are temporarily stored in silos or baling stations until they can be shipped to recycling facilities, while organic materials destined for composting or anaerobic digestion are maintained under controlled moisture and temperature conditions to preserve their suitability for biological processing.
Residues generated by treatment processes, including bottom ash, fly ash, digestate, and non-recyclable rejects, are similarly managed through specialized storage and logistics systems. Conveyors, enclosed channels, and hoppers move these materials to stabilization, quenching, or compacting units, where they are processed to reduce volume, immobilize contaminants, and prepare them for safe disposal or potential reuse. Stabilized bottom ash, for instance, may be stored temporarily before being transported as construction aggregate or road fill, while fly ash may be solidified and directed to secure landfill sites. Advanced logistics ensure that these residual streams are handled without exposing workers or the surrounding environment to dust, hazardous materials, or odors, maintaining operational safety and regulatory compliance.
Monitoring and control are integral to storage and logistics systems. Sensors track material levels, flow rates, moisture content, and other critical parameters in real time, enabling operators to adjust handling and storage conditions dynamically. Automated scheduling of conveyors, feeders, and transport vehicles ensures smooth coordination between processing units and storage areas, reducing the risk of overflows, bottlenecks, or inefficient utilization of storage capacity. Environmental controls, including dust suppression, odor control, and temperature regulation, are integrated throughout storage and logistics operations, protecting both plant personnel and surrounding communities.
In integrated MSW plants, storage and logistics systems are therefore more than passive conduits; they are active enablers of operational efficiency, safety, and sustainability. By managing the movement, temporary storage, and controlled distribution of all waste fractions and process outputs, these systems maintain continuous plant operation, support quality control, and ensure environmental protection. Their integration with monitoring and control infrastructure allows for the precise coordination of complex flows, ensuring that incoming waste is processed effectively, materials are handled safely, and residues are stabilized and disposed of responsibly. This holistic approach to storage and logistics is essential for modern waste management facilities, maximizing resource recovery, minimizing environmental impact, and supporting the overall efficiency and sustainability of integrated municipal solid waste operations.
Storage and logistics systems in integrated municipal solid waste plants are indispensable for ensuring the smooth and continuous flow of materials through every stage of processing, treatment, and final disposition. These systems manage a wide variety of waste fractions, including incoming municipal refuse, recyclable materials, organics destined for biological treatment, and residues from thermal energy recovery or other processes. Their primary function is to maintain an organized and controlled movement of materials, preventing bottlenecks, overflows, or delays that could disrupt operations. Effective storage and logistics also minimize environmental risks such as dust, odors, and contamination, and support compliance with stringent regulatory standards for both workplace safety and environmental protection. By providing structured handling and storage, these systems ensure that the plant operates efficiently and that all waste fractions are treated, recovered, or disposed of in the most sustainable way possible.
The logistics of storage begin with the reception of waste at tipping floors, bunkers, or silos, where it is temporarily held and sometimes pre-sorted before further processing. This initial storage is crucial for managing variable waste input rates and ensuring that downstream units receive a consistent feed. From these storage points, waste is transported via conveyors, hoppers, feeders, or automated handling systems to sorting lines, biological treatment units, or thermal treatment facilities. Segregation is often maintained during storage and transport to preserve the quality of recyclables, protect organic feedstocks, and ensure efficient combustion or digestion. For example, plastics, metals, and paper are often compacted, baled, or stored in silos until they can be shipped to recycling facilities, while organics are maintained under controlled moisture and temperature conditions to preserve their suitability for composting or anaerobic digestion.
Residual materials, such as bottom ash, fly ash, digestate, and non-recyclable rejects, are managed through specialized storage and logistics processes designed to contain, stabilize, and prepare them for final disposal or reuse. Bottom ash from incineration is typically quenched and stabilized, then temporarily stored before it can be repurposed as construction aggregate or road fill. Fly ash, which may contain higher concentrations of heavy metals, undergoes solidification or chemical stabilization before secure landfill disposal. Digestate from biological treatment processes may be dewatered, dried, or mixed with inert materials to facilitate safe handling and storage. Advanced material handling systems, including conveyors, enclosed channels, and automated transfer units, ensure that all residues are moved efficiently without exposing workers or the environment to hazards.
Monitoring and control technologies are integrated into storage and logistics systems to track material flow, volume, moisture content, temperature, and other critical parameters in real time. This allows operators to optimize storage capacity, coordinate transport schedules, and dynamically adjust handling procedures to ensure continuous, safe operation. Environmental management systems, such as dust suppression, odor control, and temperature regulation, are also incorporated to protect plant personnel and surrounding communities while maintaining the quality and stability of stored materials.
Overall, storage and logistics systems are a backbone of integrated MSW plant operations. They not only facilitate the movement and temporary storage of diverse waste streams but also ensure the safe handling of residuals and outputs, support operational efficiency, and enable effective resource recovery. By providing a controlled, monitored, and environmentally responsible framework for material handling, these systems enhance the sustainability, reliability, and performance of modern municipal solid waste facilities, ensuring that all fractions of waste are processed, utilized, or disposed of in a manner that meets both operational and environmental objectives.
Monitoring and Control Systems
Monitoring and control systems are an essential component of integrated municipal solid waste (MSW) plants, providing the technological backbone that ensures safe, efficient, and environmentally compliant operations across all stages of waste management. These systems are responsible for overseeing the flow of waste materials, the performance of processing and treatment units, the operation of energy recovery and thermal treatment systems, and the handling of residues, while continuously collecting data on operational parameters, environmental conditions, and equipment performance. By providing real-time monitoring, automated control, and data analytics capabilities, these systems enable plant operators to maintain optimal process conditions, prevent malfunctions or accidents, and respond swiftly to any operational deviations, ensuring the reliability and sustainability of the facility.
Monitoring begins with tracking the characteristics and quantities of incoming waste streams at reception areas, including tipping floors, bunkers, and silos. Sensors and automated measurement devices collect data on weight, volume, moisture content, and composition, allowing operators to adjust downstream processes for efficient sorting, recycling, or treatment. Throughout material recovery and sorting systems, control systems monitor conveyor speeds, separation equipment performance, and operational loads, ensuring that recyclables are accurately separated and processed while minimizing contamination. Similarly, in biological treatment systems such as composting or anaerobic digestion, monitoring devices track temperature, oxygen levels, moisture content, pH, and microbial activity, which are critical parameters for effective decomposition, biogas generation, and odor control. Real-time data allows operators to adjust aeration rates, feeding schedules, or moisture management to optimize the efficiency and output quality of biological treatment units.
Thermal treatment and energy recovery systems rely heavily on monitoring and control technologies to maintain safe and efficient combustion conditions. Sensors track furnace temperatures, oxygen levels, feedstock flow rates, and boiler performance, enabling precise adjustments that maximize energy recovery while minimizing emissions and the formation of harmful by-products. Flue gas treatment systems are similarly monitored for pollutants such as particulate matter, acid gases, and heavy metals, ensuring compliance with environmental regulations and the protection of surrounding communities. Residue handling systems, including the transport, stabilization, and storage of bottom ash, fly ash, and non-recyclable rejects, are equipped with monitoring devices to track material quantities, moisture content, and chemical characteristics, enabling proper management and safe disposal.
Advanced control systems integrate data from all plant sections into centralized platforms, often using supervisory control and data acquisition (SCADA) systems or distributed control systems (DCS). These platforms provide operators with comprehensive visibility over plant operations, facilitate automated process adjustments, and allow for predictive maintenance through real-time condition monitoring of equipment such as conveyors, shredders, compressors, and pumps. Alarm systems, safety interlocks, and fail-safe mechanisms are embedded to prevent accidents, system overloads, or environmental incidents. Additionally, historical data logging and analytics support long-term operational planning, efficiency optimization, and regulatory reporting.
In modern integrated MSW plants, monitoring and control systems are indispensable for achieving operational excellence, environmental protection, and resource recovery objectives. They ensure that waste streams are handled efficiently, treatment processes are optimized, energy is recovered effectively, and residues are managed safely. By providing real-time insights, automated control, and predictive analysis, these systems enhance plant reliability, minimize operational risks, and support sustainability goals, making them a central element in the effective management of municipal solid waste.
Monitoring and control systems in integrated municipal solid waste plants are fundamental to ensuring that every stage of waste management—from reception and sorting to biological treatment, thermal energy recovery, and residue handling—operates efficiently, safely, and in compliance with environmental regulations. These systems provide continuous oversight of plant operations, collecting real-time data on critical parameters such as waste flow rates, material composition, moisture content, temperature, pressure, emissions, and equipment performance. By integrating this data into centralized control platforms, operators can make informed decisions, adjust processes dynamically, and maintain optimal conditions throughout the facility. This level of automation and monitoring is essential for handling the complex, heterogeneous, and often unpredictable nature of municipal waste streams while ensuring that recovery and disposal processes are performed with maximum efficiency and minimal environmental impact.
At the reception and preprocessing stage, monitoring systems measure the weight, volume, and composition of incoming waste, allowing operators to adjust sorting and feeding processes to maintain a consistent feedstock for downstream units. Sensors track conveyor speeds, hopper levels, and equipment loads, providing data that ensures efficient material transport, minimizes blockages, and prevents overloading of sorting and treatment units. In material recovery facilities, control systems monitor the operation of screening, magnetic separation, optical sorting, and manual sorting stations to guarantee the accurate separation of recyclables and reduce contamination of recovered materials. Real-time feedback allows for immediate adjustments to conveyor speeds, sorting intensity, or equipment calibration, optimizing both throughput and product quality.
Biological treatment systems, such as composting or anaerobic digestion, rely heavily on monitoring and control technologies to manage the delicate balance of temperature, moisture, oxygen levels, pH, and microbial activity. Sensors continuously track these parameters to ensure efficient decomposition and biogas production while preventing conditions that could lead to odors, slow processing, or suboptimal nutrient stabilization. Automated systems can adjust aeration, irrigation, or feeding rates based on the data collected, improving both process efficiency and end-product quality. In thermal treatment and energy recovery units, monitoring systems regulate furnace temperatures, combustion oxygen levels, feedstock input, and boiler performance to maximize energy output while minimizing emissions of particulate matter, acid gases, or heavy metals. Flue gas treatment systems are closely monitored to ensure that pollutants are captured effectively, meeting strict environmental standards.
Residue handling and storage operations are also integrated into the monitoring framework. Sensors track the volume, composition, and moisture content of bottom ash, fly ash, digestate, and other residual fractions, enabling proper stabilization, safe storage, and controlled transport for disposal or reuse. Centralized control platforms, often SCADA or DCS systems, allow operators to oversee the entire plant from a single location, coordinating material flows, adjusting process parameters in real time, and ensuring that safety and environmental protocols are maintained. Predictive maintenance tools use collected data to anticipate equipment failures, reducing downtime and prolonging operational life, while alarms and interlocks protect against accidents and environmental incidents.
In summary, monitoring and control systems are the nervous system of modern integrated MSW plants, connecting all operational units, providing visibility and real-time control, and ensuring that processes are efficient, safe, and environmentally responsible. By continuously tracking waste characteristics, equipment performance, emissions, and process conditions, these systems enable operators to optimize resource recovery, manage residues effectively, and maintain compliance with stringent regulations. Their role extends beyond simple supervision, supporting automation, predictive maintenance, and strategic decision-making, which together enhance the sustainability, reliability, and overall performance of municipal solid waste management facilities.
Monitoring and control systems in integrated municipal solid waste (MSW) plants are critical for managing the complex operations involved in handling, processing, and recovering resources from diverse waste streams. These systems ensure that every stage of the facility, from reception and preprocessing to sorting, biological treatment, thermal energy recovery, and residue management, operates efficiently, safely, and in compliance with environmental standards. Real-time monitoring allows operators to track critical parameters such as material flow rates, composition, moisture content, temperature, emissions, and the performance of mechanical and electrical equipment. By continuously collecting and analyzing this data, monitoring and control systems provide the necessary insight to adjust processes dynamically, optimize plant performance, and prevent potential operational disruptions or environmental hazards. They essentially act as the central nervous system of the plant, coordinating complex processes and maintaining overall system balance.
At the reception and preprocessing stage, monitoring systems track the weight, volume, and characteristics of incoming waste, enabling operators to maintain a consistent feed to downstream processes. Sensors on conveyors, hoppers, and feeders detect blockages, control material flow rates, and provide feedback on equipment performance, which helps prevent overloads and ensures smooth transfer to sorting and treatment units. In material recovery and sorting lines, control systems monitor the operation of screens, magnets, optical sorters, and manual sorting stations to maximize the recovery of recyclable materials and reduce contamination. Data from these systems allows for the real-time adjustment of sorting speeds, separation thresholds, and other parameters, ensuring optimal throughput and high-quality outputs.
Biological treatment processes, including composting and anaerobic digestion, rely heavily on monitoring to maintain conditions favorable for microbial activity and organic decomposition. Parameters such as temperature, moisture, oxygen levels, pH, and gas production are constantly tracked to optimize breakdown rates and biogas generation while minimizing odors and emissions. Automated control systems adjust aeration, irrigation, feeding schedules, and mixing based on the real-time data, ensuring consistent process efficiency and high-quality end products. In thermal treatment and energy recovery systems, monitoring devices regulate furnace temperatures, combustion rates, and boiler performance, ensuring maximum energy extraction while controlling pollutant formation. Flue gas treatment systems are also continuously monitored for particulate matter, acid gases, and heavy metals to ensure compliance with environmental regulations and to protect surrounding communities.
Residue handling and storage are integrated into the monitoring network, allowing operators to manage bottom ash, fly ash, digestate, and other non-recoverable fractions safely. Sensors measure volume, moisture content, and chemical composition, enabling stabilization, temporary storage, and controlled transport for final disposal or reuse. Centralized control platforms, such as SCADA or distributed control systems, integrate data from all plant sections, providing a comprehensive overview of operations. These systems facilitate predictive maintenance, allowing operators to anticipate equipment failures and reduce downtime while maintaining optimal efficiency. Alarms, safety interlocks, and automated shutdown protocols protect personnel, prevent environmental incidents, and ensure the overall reliability of the facility.
Overall, monitoring and control systems in MSW plants are vital for operational efficiency, environmental protection, and sustainability. They provide continuous oversight of all processes, enable dynamic adjustments to optimize performance, and ensure that all waste fractions are processed, recovered, or disposed of responsibly. By combining real-time monitoring, automated control, predictive maintenance, and data analysis, these systems support high-quality outputs, safe operations, and compliance with stringent regulations, making them indispensable for modern, integrated municipal solid waste management.
EMS Power Machines
We design, manufacture and assembly Power Machines such as – diesel generators, electric motors, vibration motors, pumps, steam engines and steam turbines
EMS Power Machines is a global power engineering company, one of the five world leaders in the industry in terms of installed equipment. The companies included in the company have been operating in the energy market for more than 60 years.
EMS Power Machines manufactures steam turbines, gas turbines, hydroelectric turbines, generators, and other power equipment for thermal, nuclear, and hydroelectric power plants, as well as for various industries, transport, and marine energy.
EMS Power Machines is a major player in the global power industry, and its equipment is used in power plants all over the world. The company has a strong track record of innovation, and it is constantly developing new and improved technologies.
Here are some examples of Power Machines’ products and services:
- Steam turbines for thermal and nuclear power plants
- Gas turbines for combined cycle power plants and industrial applications
- Hydroelectric turbines for hydroelectric power plants
- Generators for all types of power plants
- Boilers for thermal power plants
- Condensers for thermal power plants
- Reheaters for thermal power plants
- Air preheaters for thermal power plants
- Feedwater pumps for thermal power plants
- Control systems for power plants
- Maintenance and repair services for power plants
EMS Power Machines is committed to providing its customers with high-quality products and services. The company has a strong reputation for reliability and innovation. Power Machines is a leading provider of power equipment and services, and it plays a vital role in the global power industry.
EMS Power Machines, which began in 1961 as a small factory of electric motors, has become a leading global supplier of electronic products for different segments. The search for excellence has resulted in the diversification of the business, adding to the electric motors products which provide from power generation to more efficient means of use.